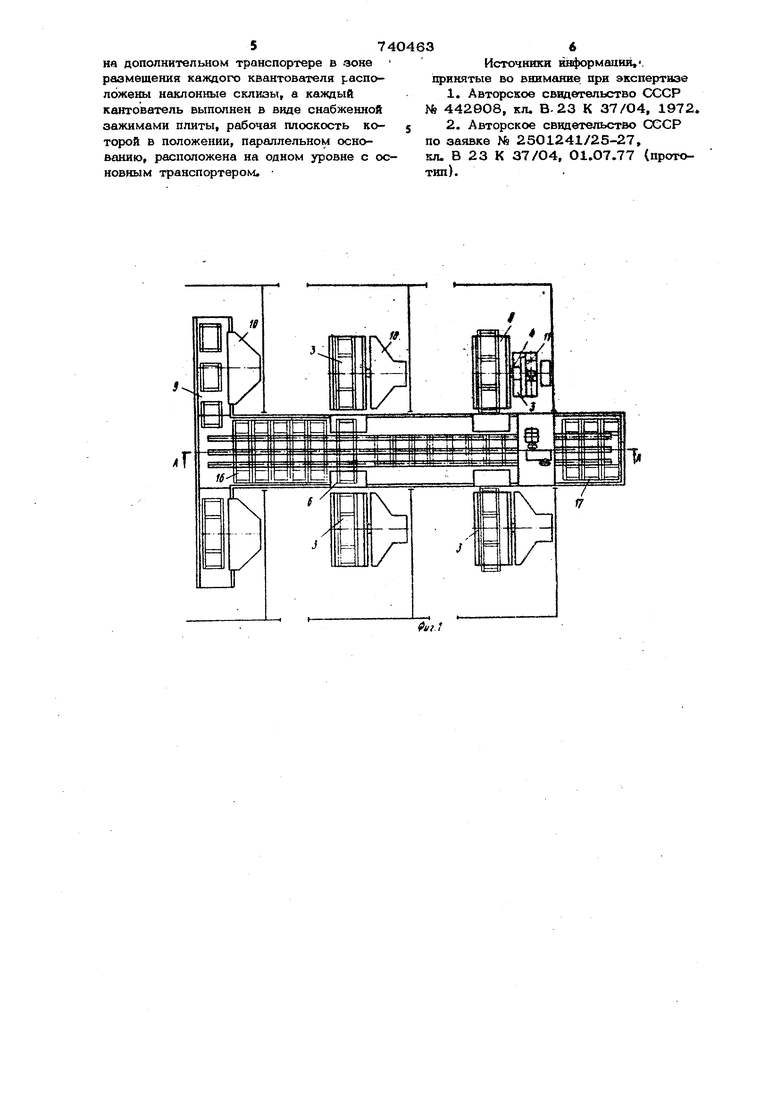
Изобретение относится к сварке, а именно к разработке поточной линии для изготовления сварных конструкций. Известна поточная линия для сборки и сварки, включающая систему последовательно установленных конвейеров и расположенных вдоль этих конвейеров сбо рочных и сварочных рабочих мест Tlj. Однако такие линии из-за конструкции конвейерной системы не могут обеспечить независимой подачи изделий к сварочным рабочим местам, а только последовательную передачу с одного рабочего места на другое. Наиболее близкой к предлагаемой по технической сущности является поточная линия для изготовления сварных конструкций, преимущественно плоских изделий, содержащая смонтированные на основании по ходу технологического процесса транспортер и расположенные симметрично относительно него кантователи для изделий, оси поворота которых парал лельны продольной оси поточной линии 2 Недостаток этой поточной линии заключается в том, что она не исключает порадания на транспортер в пердамешку собранных и сваренных изделий. Цель изобреташет - создание такой поточной линии, которая позволила обеспечить незавкснмую подачу собранных и сваренных конструкций на раздельные рабочие посты. Это достигается тем, что поточнаа линия предлагаемой конструкции сюаащека дополнительным транспортером, продольная ось которого расположена над продольной осью основного транспортов и параллельна ей, при этом да дополнительном транспортере в зоне размещения каждого кантователя расположены накЛонные склизы, а каждыйкантователь вьшолнен в виде снабженной зажимами плиты, рабочая плоскость которой в положенин, параллельном основанию, расположена на одном уровне с основным транспортерюм. На фиг. 1 показана описываемая поточная линия, вид сверху; на фиг. 2 - разрез на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Предлагаемая поточная линия для изготовления сварных конструкций, преимущественно плоских изделий, содержит смонтированные на основании 1 по ходу технологического процесса транспортер 2 и расположенные симметрично относительно него кантователи 3 для изделий оси 4 поворота которых параллельны продольной оси поточной линии. Поточная линия оснащена дополнительным транспор тером 5, продольная ось KOTOpoiX) расположена над продольной осью основного транспортера 2 и параплсльна ей. На дополнительном транспортере в зоне размещения каждого кантователя 3 расположены наклонные склизы 6„ Каждый как1ователь 3 выполнен в виде снабженной прижимами 7 плиты 8, рабочая плоскость которой в положении, параллел ном основанию, расположена на одном уровне с основным транспортером 2. На основании 1 перед кантователями 3 размещены сборочные рабочие места 9. Рабочие места 9 и рабочие места, на которых размещены кантователи 3, снабжены венти.ищионными отсосами 1О. Тра портеры 2 и 5 приводятся в движения от электромеханических приводов 11 и 12 и оборудованы болтами 13 и концевыми ограни1ителями 14 и 15 для плоских изделий 16. Позицией 17 обозначено рабочее место зачистки и. контроля сварных швов сваренных изделий 16, а позицией 18 обозначены -площадки, расположенные по бокам и на одном уровне с основ1 ым транспортером 2 Работа на предлагаемой поточной лиНии происходит в следующей последовательности. Собранные на сборочных рабочи ; местах 9 изделия 16, которые могут быть различны по своим габаритам, сталки- . ваются на дополнительный тра спортер 5, который включают периодически по мере необходимости. Изделия 16 могут постепенно накапливаться на дополнительном транспортере 5 и по мере надобности по наклонным склизам 6 врушую сталкиваются на гшиты 8 кантователей 3, при этом плиты 8 могут быть наклон ны в положение, удобное для загрузки. Изделие 16 закрепляют прижимами 7 на плите 8, после чего его поворачивают в положение, удобное для сварки. Благодаря консольному расположению нл:;г 8 при их повороте к изделиям 16 появляет ся доступ с трех сторон, в том числе и со стороны транспортеров 2 и 5, что дает возможность полностью сваривать изделие 16f После окончания сварки плита 8 устанавливается горизонтально, и изделие 16 сталкивают на транспортер 2через площадки 18, которым оно подается на рабочее место 17 для .зачистки и контроля. При одновременной подаче изделий 16 с нескольких кантователей 3эти изделия могут скапливаться на транспортере 2 перед упором 15, при этом цепной транспортер 2 проскальзывает под неподвижными изделиями 16. Готовые изделия 16 снимакпх;я с транспортера 2 и передаются на склад. Использование предлагаемой поточной линии обеспечивает механизированную раздачу с помощью дополнительного транспортера собранных изделий сварочным кантователем, работающим независимо друг от друга, полную сварку изделий, после чего по основному транспортеру подают их на финшиные операции. Благодаря этому представляется возможность изготовлять поточным способом широкую номенклатуру изделий при относительно небольших партиях с различной их трудоемкостью изготовления, соединив при этом преимущества поточного и индивидуального способов производства. Независимость работы сборочных и сварочных рабочих мест в совокупности с накопительной способностью транспортеров позволит достигнуть высокой надежности работы такой , так как выход из строя любого рабочего места не отражается на работе других мест. Формула изобретения Поточная линия для изготовления сварных конструкций, преимущественно плоских изделий, содержащая смонтированные на основании по ходу технологического процесса транспортер и расположенные симметрично относительно кого.квантователи для изделий, оси поворота которых параллельны продольной оси поточной линии, отличающаяся тем, что, с целью обеспечения независимой подачи собранных и сваренных конструкций на раздельные рабочие посты поточная линия оснащена дополнительным транспо(:)тером, продольная ось которого расположена над продольной осью сюновного ;транспортера и параллельна ей, чри этом
на дополнительном транспортере в зоне размещения каждого квантователя расположены наклонные склизы, а каждый кантователь выполнен в виде снабженной зажимами плиты, рабочая плоскость которой в положении, параллельном основанию, расположена на одном уровне с основным транспортером.
Источники йнформаини,. принятые во внимание, при экспертизе
1.Авторское свидетельство СССР
№ 442908, кя. 8-23 К 37/О4, 1972.
2.Авторское свидетельство СССР по заявке Ne 2501241/25-27,
кл. В 23 К 37/04, 01.07.77 ().
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия сварки металлоконструкций | 1976 |
|
SU707736A1 |
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВОВПТ5ФОНД т^тт^ | 1971 |
|
SU419450A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |

iif 5
„J:;
- l
13 -V
fl
.2
