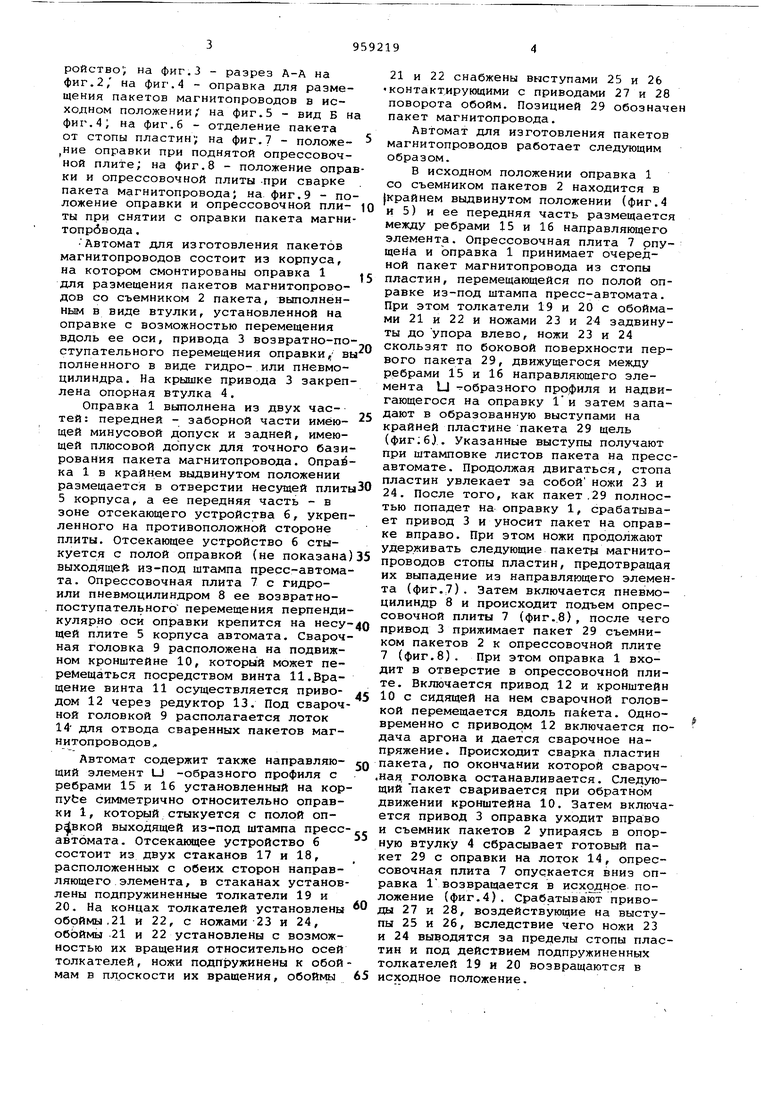
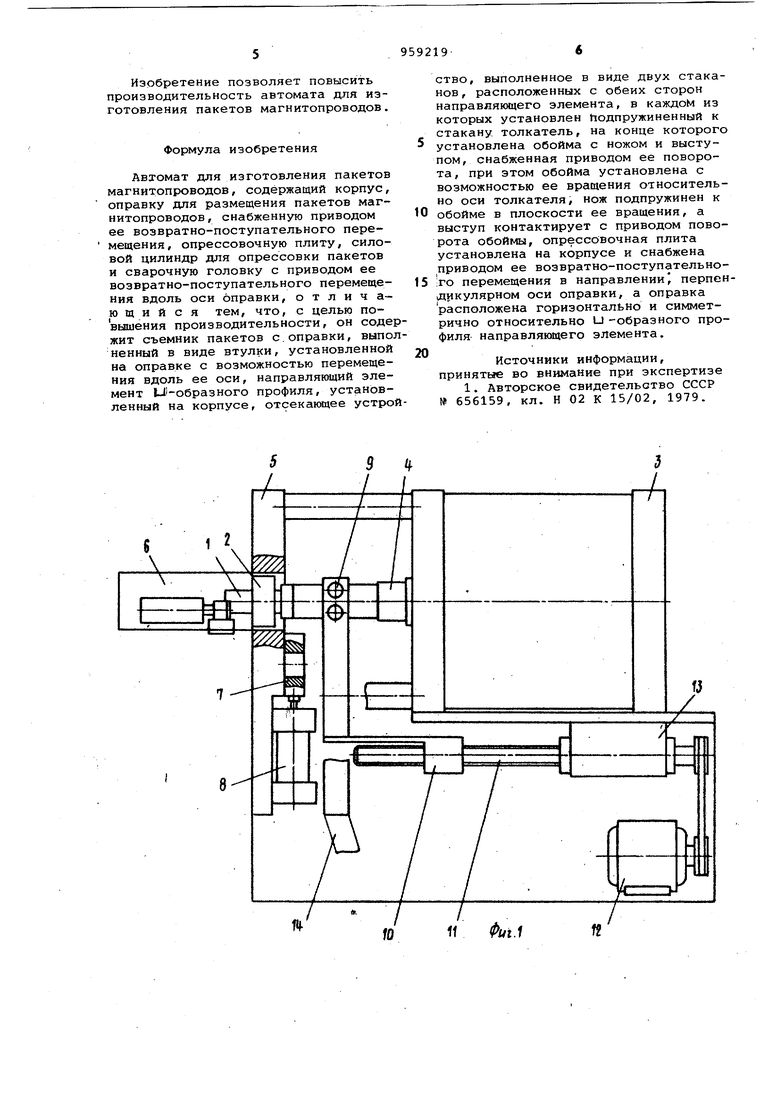
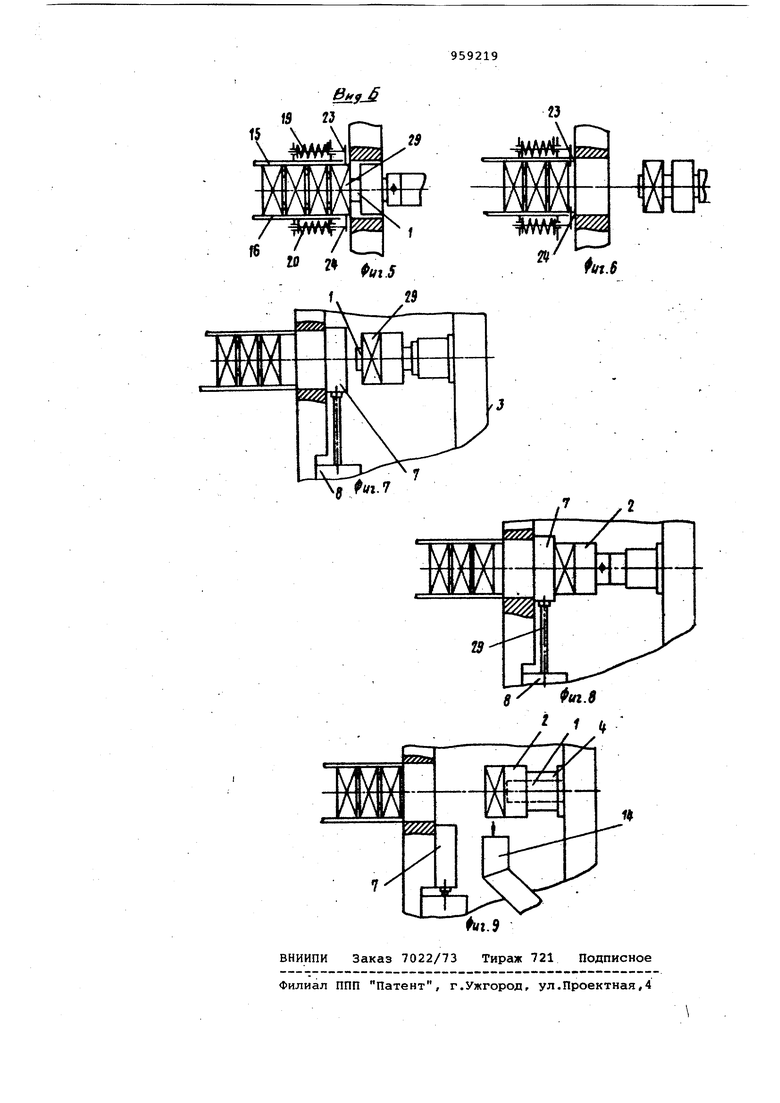
Изобретение относится к технологическому оборудованию для изготовления пакетов магнитопроводов и может быть использовано в электротехнической промышленности. Известен автомат для изготовления пакетов магнитопроводов, содержащий корпус, оправку для размещения пакетов магнитопроводов, снабженную приводом ее возвратно-поступательного перемещения, опрессовочную плиту, Силовой цилиндр, для опрессовки паке тов и сварочную головку с приводом ее возвратно-поступательного перемещения вдоль оси оправки CljНедостатком известного автомата для изготовления пакетов магнитопроводов является низкая производительность, так как пакеты магнитопроводов устанавливаются ,на вертикальную оправку для их размещения, чтф не позволяет использовать автомат в сочетании с пресс-автоматом, от которО го листы пакетов магнитопроводов подаются непрерывно по полой оправке,заканчиваюшейся горизонтальным участком Цель изобретения - повышение про. изводительности. Поставленная цель достигается тем, что автомат для изготовления па кетов магнитопроводов содержит съёмник пакетов с оправки, выполненный в виде втулки, установленной на оправке с возможностью перемещения вдоль ее оси, направляющий элемент lj-образного профиля, установленный на корпусе, отсекающее устройство, выполненное в виде двух стаканов, расположенных с обеих сторон направляющего элемента, в каждом из которых установлен подпружиненный к стакану толкатель, на конце которого установлена обойма с ножом и выступом, снабженная приводом ее поворота, при этом обойма установлена с возможностью ее вращения относительно оси толкателя, нож подпружинен к обойме в плоскости ее вращения, а выступ контактирует с приводом поворота обоймы, опрессовочная плита установлена на Корпусе и снабжена приводом ее возвратно-поступательного перемещения в направлении перпендикулярном оси оправки, а оправка расположена горизонтально и симметрично относительно U -образного профиля направляющего /элемента. На фигЛ показан автомат для изготовления пакетов магнитопроводов, общий вид; на фиг.2 - отсекающее устройство, на фиг.З - разрез А-А на фиг.2/ на фиг.4 - оправка для размещения пакетов магнитопроводов в исходном положении, на фиг.З - вид Б н фиг.4; на фиг.6 - отделение пакета от стопы пластин-; на фиг. 7 - положа ние оправки при поднятой опрессовочной плите; на фиг.8 - положение опра ки и опрессовочной плиты -при сварке пакета магнитопровода; на фиг.9 - по ложение оправки и опрессовочной плиты при снятии с оправки пакета магни топрбвода. Автомат для изготовления пакетов магнитопроводов состоит из корпуса, на котором смонтированы оправка 1 для размещения пакетов магнитопроводов со съемником 2 пакета, выполненньом в виде втулки, установленной на оправке с возможностью перемещения вдоль ее оси, привода 3 возвратно-по ступательного перемещения оправки, в полненного в виде гидро- или пневмоцилиндра. На крышке привода 3 закреп лена опорная втулка 4. Оправка 1 вьтолнена из двух частей: передней - заборной части имеющей минусовой допуск и задней, имеющей плюсовой допуск для точного бази рования пакета магнитопровода. Опрай ка 1 в крайнем выдвинутом положении размещается в отверстии несущей плит 5 корпуса, а ее передняя часть - в зоне отсекающего устройства б, укреп ленного на противоположной стороне плиты. Отсекающее устройство 6 стыкуется с полой оправкой (не показана выходящей, из-под штампа пресс-автома та . Опрессовочная плита 7 с гидроили пневмоцилиндром 8 ее возвратнопоступательного перемещения перпенди кулярно оси оправки крепится на несу щей плите 5 корпуса автомата. Свароч ная головка 9 расположена на подвижном кронштейне 10, который может перемещаться посредством винта 11.Вращение винта 11 осуществляется приводом 12 через редуктор 13. Под свароч ной головкой 9 располагается лоток 14 для отвода сваренных пакетов магнитопроводов , Автомат содержит также направляющий элемент LJ -образного профиля с ребрами 15 и 16 установленный на кор nyfce симметрично относительно оправки 1, который стыкуется с полой выходящей из-под штампа пресс автомата. Отсеканнцее устройство 6 состоит из двух стаканов 17 и 18, расположенных с обеих сторон направляющего элемента, в стаканах установ лены подпружиненные толкатели 19 и 20. На концах толкателей установлены обоймы.21 и 22, с ножами 23 и 24, обЬймы 21 и 22 установлены с возможностью их вращения относительно осей толкателей, ножи подпружинены к обой мам в плрскости их вращения, обойгфл 21 и 22 снабжены внступами 25 и 26 контактирующими с приводами 27 и 28 поворота обойм. Позицией 29 обозначен пакет магнитопровода. Автомат для изготовления пакетов магнитопроводов работает следующим образом. В исходном положении оправка 1 со съемником пакетов 2 находится в (крайнем выдвинутом положении (фиг.4 и 5) и ее передняя часть размещается между ребрами 15 и 16 направляющего элемента. Опрессовочная плита 7 опущена и оправка 1 принимает очередной пакет магнитопровода из стопы пластин, перемещающейся по полой оправке из-под штампа пресс-автомата. При этом толкатели 19 и 20 с обоймами 21 и 22 и ножами 23 и 24 задвинуты до упора влево, ножи 23 и 24 скользят по боковой поверхности первого пакета 29, движущегося между ребрами 15 и 16 направляющего элемента LJ -Т-образного профиля и надвигающегося на оправку 1и затем западают в образованную выступами на крайней пластине пакета 29 щель (фиг;6). Указанные выступы получают при штамповке листов пакета на прессавтомате. Продолжая двигаться, стопа пластин увлекает за собой ножи 23 и 24. После того, как пакет .29 полностью попадет на оправку 1, срабатывает привод 3 и уносит пакет на оправке вправо. При этом ножи продолжают удерживать следующие пакету магнитопроводов стопы пластин, предотвращая Их выпадение из направляющего элемента (фиг.7). Затем включается пневмоцилиндр 8 и происходит подъем опрессовочной плиты 7 (фиг..8) , после чего привод 3 прижимает пакет 29 съемником пакетов 2 к опрессовочной плите 7 (фиг.8). При этом оправка 1 входит в отверстие в опрессовочной плите. Включается привод 12 и кронштейн 10 с сидящей на нем сварочной головкой перемещается вдоль пакета. Одновременно с приводом 12 включается подача аргона и дается сварочное напряжение. Происходит сварка пластин пакета, по окончании которой сварочнад головка останавливается. Следующий пакет сваривается при обратном движении кронштейна 10. Затем включается привод 3 оправка уходит вправо и съемник пакетов 2 упираясь в опорную втулку 4 сбрасывает готовый пакет 29 с оправки на лоток 14, опрессовочная плита 7 опускается вниз оправка 1возвращается в исходное положение (фиг.4), Срабатывают приводы 27 и 28, воздействующие на выступы 25 и 26, вследствие чего ножи 23 и 24 выводятся за пределы стопы пластин и под действием подпружиненных толкателей 19 и 20 возвращаются в исходное положение.
Изобретение позволяет повысить производительность автомата для изготовления пакетов магнитопроводов.
Формула изобретения
Автомат для изготовления пакетов магнитопроводов, содержащий корпус, оправку для размещения пакетов магнитопроводов, снабженную приводом ее возвратно-поступательного перемещения, опрессовочную плиту, силовой цилиндр для опрессовки пакетов и сварочную головку с приводом ее возвратно-поступательного перемещения вдоль оси оправки, отличающийся тем, что, с целью повышения производительности, он содержит съемник пакетов с.оправки, выполненный в виде втулки, установленной на оправке с возможностью перемещения вдоль ее оси, направляющий элемент М-образного профиля, установленный на корпусе, отсекаклцее устройство, выполненное в виде двух стаканов , расположенных с обеих сторон направляющего элемента, в каждом из которых установлен Подпружиненный к стакану, толкатель, на конце которого
установлена обойма с ножом и выступом, снабженная приводом ее поворота , при этом обойма установлена с возможностью ее вращения относительно оси толкателя, нож подпружинен к
обойме в плоскости ее вращения, а выступ контактирует с приводом поворота обоймы, опрессовочная плита установлена на корпусе и снабжена приводом ее возвратно-поступательного перемещения в направленииj перпендикулярном оси оправки, а оправка расположена горизонтально и симметрично относительно U -образного профиля- направляющего элемента.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 656159, кл. Н 02 К 15/02, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Автомат для изготовления пакетов магнитопроводов | 1976 |
|
SU656159A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Устройство для опрессовки и скрепления пакетов магнитопроводов | 1980 |
|
SU959218A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| Автоматическая линия для изготовления пакетов магнитопроводов | 1980 |
|
SU970572A1 |
fT
ш пресса
Id
2 jwjej Hyfno
Фаг.2
