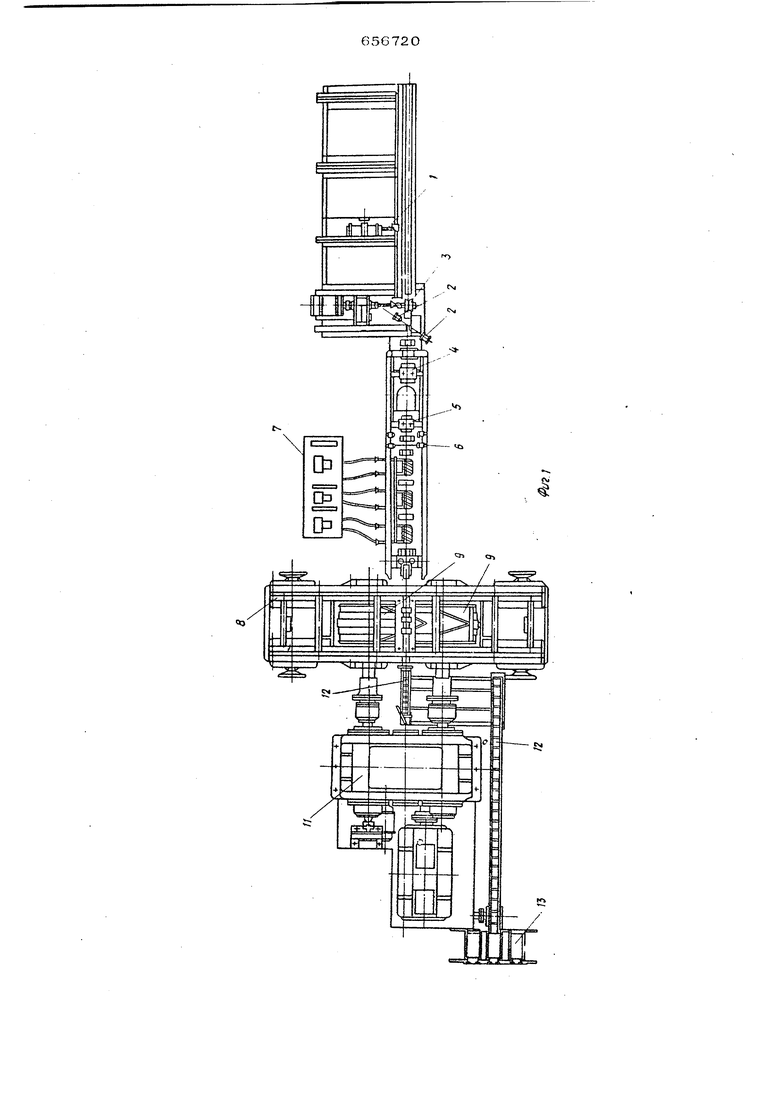
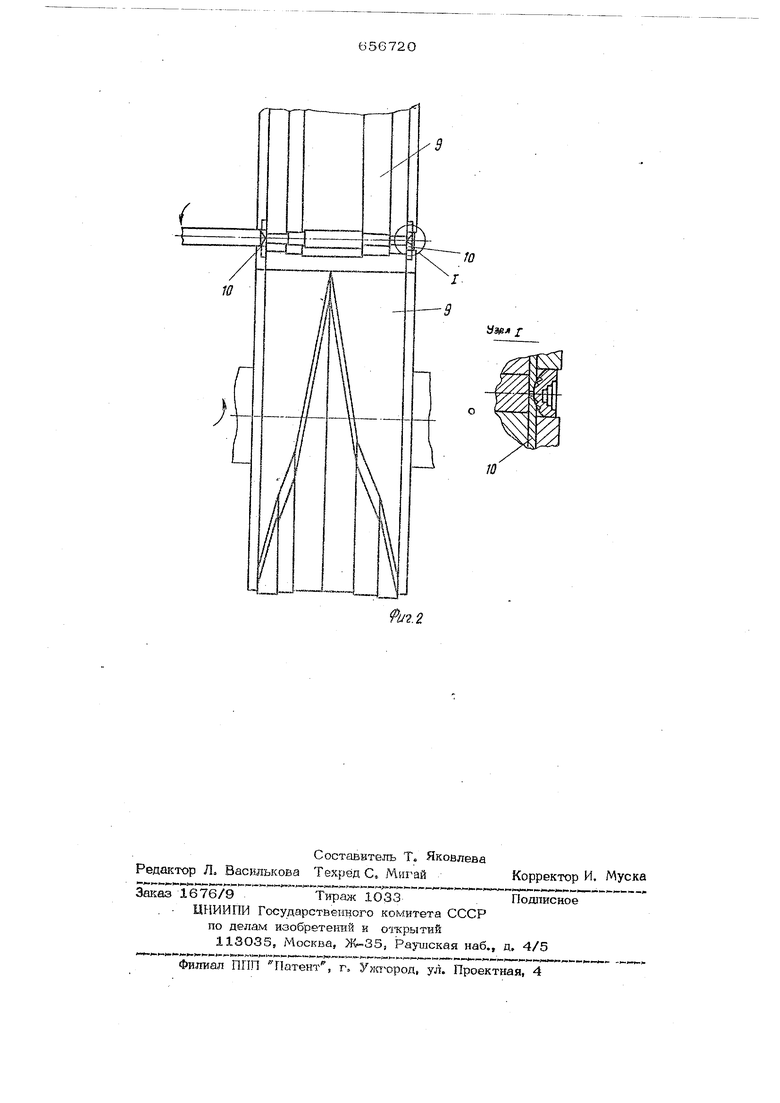
ва 12 и механизм 13 для чистовой обработки изделий. Линия работает следующим образом. Штанга дозатором 1 подается в жеглоб, при это1ус засвечивается фотореле 2 и подает команду на сведение транспор ткрующих роликов 3 и их вращение, заготовка - штанга поступает в зоиу действия механизма 4 подачи. Губки кл&щей механизма подачи зажимают пруток и передают его в нагревательное устройство 7 на определенный шаг, соответст вующий порции металла, необходимой для формообразования одного изделия. В нагревательном устройстве заготовка нагревается до температуры 1100 120О С и подается в рабочие валки 9, где за один оборот валков происходит формовка изделия, отделение проката от штанги и подрезка торна. Для компенсации разницы между шагом подачи и дл№ной заготовки (шаг подачи равен длине загрговки плюс вытяжка металла при про катке) перед нагревательным устройством усганавливаюгся дополнительные клещи 5, которые должны зажимать пруток и возвращать его вместе с нй гревательным устройством йазад на величину вытяжки. Заготовка прокатывается за один оборот валка. Когда задний конец штанги пройдет фотореле 6, включается счетный механизм, который отсчитывает п-ое ко;личество заготовок и открывает входную проводку для выброса негабаритного куск Прокатанная заготовка выталкивается на транспортер выгрузочного устройства концом штанги, заданной в валки, и передается на чистовую обработку. Затем цикл повторяется Внедрение одной такой линии обёспочкт производительность свьдие 2-« млн. валов электрорвигателей в год при низкой трудоемкости процесса и малых ее габаритах. Народнохозяйственный эффект от внедрения составит около 1 млн. руб. Формула -изобретения Автоматическая линия для производства изделий переменного сечения, содержащая устройство для резки заготовок, нагревательное устройство, устройство для профилирования заготовки пластическим , деформированием, устройство для отрезки концевых отходов, отличающа с я тем, чдо, с целью повышения производительности, а также сокращения занимаемых площадей и обслуживающего персонала, устройство для пластического деформирования выполнено в виде двухвалкового стана поперечной прокатки, а устройство для резки заготовок и устройство для отрезки концевых отходов выполнены в виде ножей,, установленных на валках стана поперечной прокатки. Источники информации, принятые- во внимание при экспертизе 1. Станы для прокатки точных заготовок машиностроительных деталей. Каталог-справочник , НИИИНФОРМТЯЖМАШ, М., 1972, с. 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для производства изделий переменного сечения | 1986 |
|
SU1444044A1 |
| Поточная линия для производства периодических профилей | 1979 |
|
SU940976A1 |
| Способ получения изделий из тугоплавких металлов | 1981 |
|
SU963583A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Трехвалковый стан поперечно-винтовой прокатки круглых периодических профилей | 1977 |
|
SU975165A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Многослойный пруток | 1984 |
|
SU1278160A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |