I
Изобретение относится к области внепечной обработки стали и может использовать. ся для проведения процесса вакуумирования стали циркуляционным способом.
Известно устройство, в котором при использовании тензодатчиков, установленных в жестко закрепленных крюках, измеряется вес движущегося слоя металла в вакуумной камере 1.
По весу движущегося слоя металла контролируется его расход при вакуумировании, а экстремальный регулятор, воздействуя на исполнительный механизм регулировочного вентиля, определяет требуемый расход инертного газа, обеспечивающий максимальный вес движущегося слоя металла, что соответствует оптимальному режиму вакуумирования.
Устройство, за счет которого реализуется система автоматического управления, состоит и5 вакуумной камеры с жестко закрепленными на ней крюками, тензодатчиков, установленных в крюках, тензоусилителя, сумматора сигналов тензодатчиков, регулировочного вентиля с исполнительным механизмом и экстремального регулятора.
В таком устройстве необходимо проводить компенсацию показаний веса металла в вакуумной камере после набора разре-жения и ТОЛЬКО тогда измерять вес движущегося слоя металла. В связи ; этим первые 3 мин ОТ начала процесса вакуумирования управление режимом не производится, ЧТО затягивает процесс на 25-ЗО /о, кроме ТОГО, не контролируется качество металла при его обработке.
Целью изобретения является сокращение времени вакуумирования н повышение качества металла.
Это достигается тем, что предлагаемая система автоматического управления дополнительно содержит два активометра, установленных во всасывающем и сливном рукавах, блок дифференцирования, причем выходы актнвометров соединены с входами арифметического блока, выход которого через блок дифференцирования соединен с регулятором,
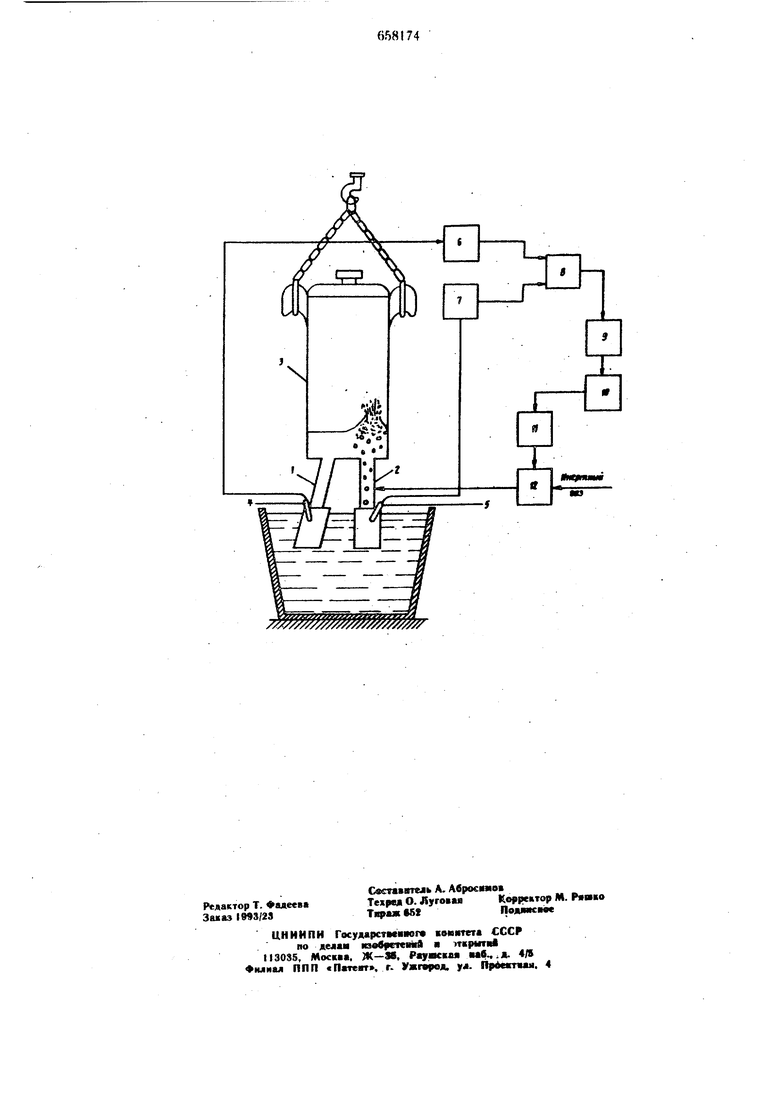
На чертеже дана структурная хема предлагаемой системы.
Система автоматического управления состоит из установки циркуляционного вакуумирования стали, которая имеет ашвной 1 и всасывающий 2 рукава, прикрепленное к днищу вакуумной камеры 3. В футеровке сливного рукава установлен активометр 4, а в футеровке всасывающего рукава - активометр 5. Сигналы с активометров 4 и 5 поступают на измерительные приборы 6, 7 и затем ерез устройства дистанционной передачи .юказаний приходят на блок 8 вычитанчя, где из показаний активометра 5 вычитаются показания активометра 4. С блока 8 сигнал поступает на блок 9 дифференцирования, выход которого соединен с экстремальным регулятором 10, С экстремального регулятора 10 сигнал поступает на исполнительный механизм П, который жестко соединен с вентилем 12, осуществляклщим ре гулирование расхода инертного газа.
Система работает следующим образом. Установку циркуляционного вакуумирования стали устанавливают над ковшом, всасывающий и слявной рукава погружают в металл на глубину мм. Включаются вакуумные насосы, в вакуумной камере 3 создается разрежение, и металл через рукава установки заполняет камеру 3.
Во время поступления.металла в рукава, во всасывающий рукав 2 ввидш-ся инертный газ и на основе явления «эрлифта металл начинает циркулировать через вакуумную камеру, где происходит его дегазация.
При прохождении металла через ааку. умную камеру уменьшаете активность кислорода в металле, актйвометры 4 и 5, через блок вычитания фиксируют эту разность. Блок 9 дифференцирования определяет производную от разности сигналов ив заBHCHihiocTH от знака и величины производной экстремальный регулятор Ш выдает электрический сигнал на исполнительный механизм И, который, через регулировочный вентиль 12 изменяет расход инертного газа. Вновь изменяется производная от разHQCTH сигналов актиаометров 4 и 5, экстремальный регулятор 10 через исполнительный механизм t и вентиль 2 изменяет расход инертного газа. Экстремальный регулятор производит поиск такого рнсхода инертного газа, при котором производная от разности покаэений активометров не будет равна нулю. В этом случае скорость движения
металла от расхода инертного газа максимальна, а разность показаний активометров 4 и 5 минимальна. Дальнейшее повышение расхода инертного газа вызывает уменьшение скорости движения металла и, следовательно, разность показаний активометров смешается с минимума.
По мере дегазации металла скорость его движения уменьшается, разность показаний активометров начинает увеличиваться, на блоке 9 дифференцирования возникает сигнал и экстремальный регулятор 10 вновь отрабатывает такой расход инертного газа, при котором производная от разности показаний активометров будет равна нулю. Регулятор 10 дискретно, изменяет расход инертного газа до тех пор, пока разность показаний активометров не будет равна нулю. Следовательно, дегазация металла прекратилась и вакуумирование прекращается. Таким образом, предлагаемая система автоматического управления-процессом ва9 куумирования осуществляет процесс в оптимальном режиме по производной от разности сигналов активометров, где поиск минимума производится экстремальным регулятором. При этом повышается качество металла, сокращается время вакуумирова ння и обеспечивается стабильность качества вакуумируемого металла.
Формула изобретения
Система автоматического управления про цессом вакуумирсгвания стали, содержащая арифметщ еекнй блок, регулятор, соединенный с исполнительным механизмом, -оглычающаяся тем, что, с цёлью сЬкращеИия времени вакуумирования и повышения качества металла, она дополнительно содержит два актинометра, установленных во всасывающем и сливном рукавах, блок дифференцирования, причем выходы активометров соединены с входами арифметического блока, выход которого через блок дифференцирования соединен с регулятором.
Источники информации, принятые во внимание при экспертизе
i. Авторское свидетельство СССР
№ 379638, кл. С 21 С 7/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления процессом вакуумирования стали | 1978 |
|
SU771169A1 |
| Система автоматического управления процессом вакуумирования металла | 1974 |
|
SU529225A1 |
| Устройство автоматическогоупРАВлЕНия пРОцЕССОМ ВАКууМиРОВАНияМЕТАллА | 1979 |
|
SU798184A1 |
| Система автоматического управления процессом вакуумирования стали | 1981 |
|
SU996463A1 |
| Устройство управления процессомВАКууМиРОВАНия СТАли | 1979 |
|
SU804698A1 |
| Способ управления процессом вакуумирования стали | 1976 |
|
SU591516A1 |
| Способ управления процессом вакуумирования металла | 1974 |
|
SU515798A1 |
| Система автоматического управления процессом вакуумирования стали | 1980 |
|
SU899668A1 |
| Система автоматического управления установкой циркуляционного вакуумирования стали | 1984 |
|
SU1199806A1 |
| Способ управления процессом вакуумирования стали | 1981 |
|
SU969751A1 |