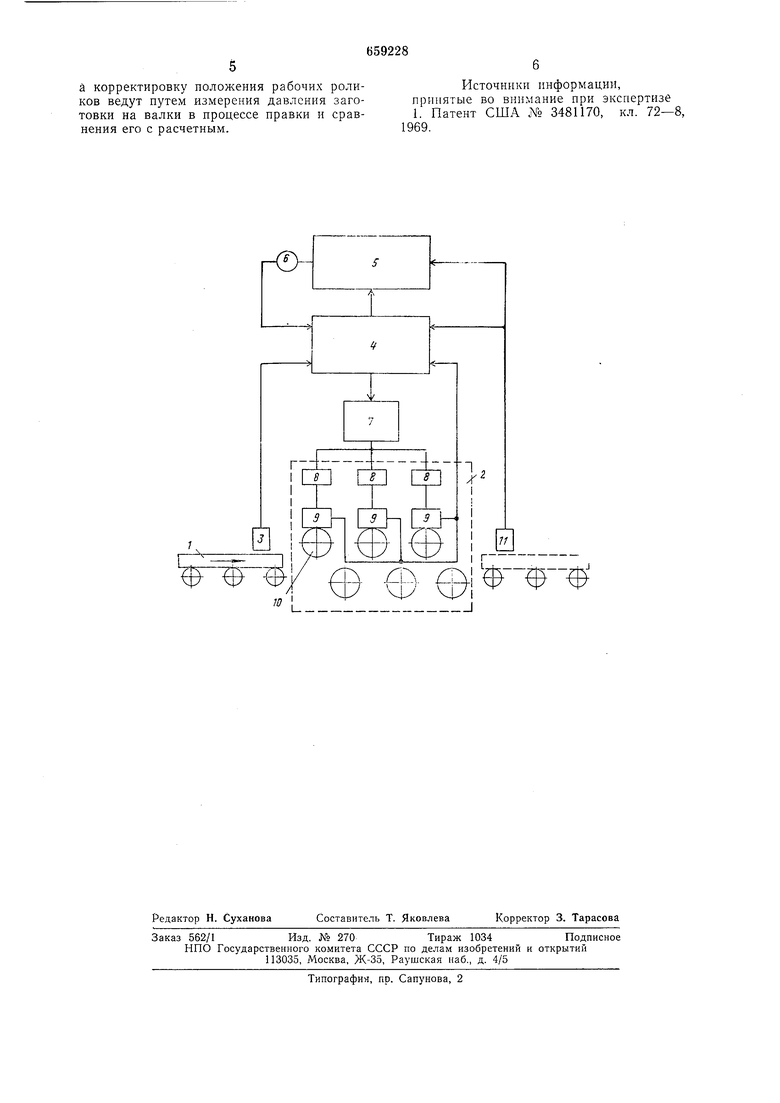
правленной штангой с помощью датчиков давленпя 9 измеряют давления металла на регулируемые ролики 10, информацию о которых вводят в УВМ.
После правки измеряют датчиком 11 остаточную кривизну выправляемой штанги и вводят информацию о кривизне в УВМ и на пульт управления 5 для контроля.
Если остаточная кривизна превышает допустимую для данного типоразмера профиля, а измеренные давления на каких-либо роликах не соответствуют расчетным, то УВМ корректирует положение каждого ролика до совпадения измеренного на нем давления с расчетным.
Пример. Для балки с исходной кривизной
1 1
Рисх
4000 см
Вводят в УВМ информацию о механических свойствах и геометрии поперечного сечения профиля.
Механические свойства поперечного сечения профиля:
Предел упругости, кг/см 4000
Модуль упругости, кг/см 2-10 Предел прочности, кг/см 5400
Деформация разрушения, % 18 Геометрические размеры поперечного сечения профиля, мм:
Высота балки990
Ширина полки320
Толщина шейки15
Толщина полки16
Измеряют исходную кривизну выправляемой штанги
1
Рнсх
400
Вводят в УВМ коэффициент о величине
исходных данных кривизны рисх.
Выбирают из памяти УВМ оптимальный режим правки для данного профиля из арсенала предварительно рассчитанных на основе давления металла на ролики режимов правки.
Прогиб под верхним роликом, мм: Первым5
Вторым3,3
Третьим2
Давление на ролики, т:
Первый106,2
Второй129,8
Третий15,0
Подают команду с УВМ на установку роликов в соответствии с выбранными режимами.
Измеряют давление металла на ролики в процессе правки, т:
Первый110
Второй130
Третий16
Вводят в УВМ информацию с датчиков давления о величине измеренного давления металла на ролики.
Сравнивают измеренное давление металла на ролики с расчетными, т:
ПервыйПО106
Второй129130
Третий1615
Измеряют остаточную кривизну выправленной балки
- J 92700см
Вводят в УВМ полученную информацию об остаточной кривизне ростСравнивают остаточную кривизну с допускаемой для данного профиля рдоп
I 1
Рдоп
1500 см
1 1
Рост Рд
92700 15000
Корректировку положения роликов до
совпадения измеренных давлений металла на ролики с расчетными в данном случае не производят, так как остаточная кривизна не превышает допускаемую. Поскольку режимы правки рассчитаны по
условию необходимой деформации, достаточной для получения требуемой прямолинейности, то уровень остаточных напряжений в профиле после правки будет минимальным, что повысит долговечность конструкций изготовляемых из этих профилей. Применение предлагаемого способа сократит время настройки роликоправильных машин, что повысит пропускную способность участков правки и увеличит производительность прокатного стана на 1-2%.
Формула изобретения
Способ автоматического управления правкой проката на роликоправильной машине, при котором после правки измеряют кривизну изделия, сравнивают ее с допустимой кривизной и корректируют положение рабочих роликов, отличающийся тем, что, с целью повышения производительности процесса правки и улучшения качества изделий, перед правкой рассчитывают режимы правки для ряда типоразмеров профилей разной кривизны и материалов, вводят полученные значения режимов в память управляющей вычислительной машины (УВМ), измеряют исходную кривизну заготовки, геометрические размеры и механические свойства материала, вводят указанные данные в память УВМ, а сигнал, полученный на выходе УВМ в результате сравнения расчетных данных с измеренными перед правкой параметрами заготовки, вводят
в исполнительный орган рабочих роликов,
а корректировку положения рабочих роликов ведут путем измерения давления заготовки на валки в процессе правки и сравнения его с расчетным.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3481170, кл. 72-6 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления правкой оребренных трубных плетей | 1985 |
|
SU1400701A1 |
| СПОСОБ ПРАВКИ КОНЦЕВЫХ УЧАСТКОВ ПРОКАТА | 1997 |
|
RU2139767C1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| Устройство автоматического управления процессом холодной правки рельсов на роликоправильной машине | 1980 |
|
SU897328A1 |
| Способ управления центрирующими роликами кольцепрокатного стана | 1987 |
|
SU1496886A1 |
| Способ продольного разделения составных прокатных профилей | 1983 |
|
SU1166857A1 |
| СПОСОБ ПРАВКИ ТОЛСТОГО ЛИСТА ШТРИПСОВОЙ СТАЛИ | 2005 |
|
RU2299775C2 |
| Способ получения профилей | 1988 |
|
SU1585025A1 |
| Устройство для правки трубных заготовок | 1983 |
|
SU1138205A1 |
| Способ правки заготовок плоским изгибом и устройство для его осуществления | 1977 |
|
SU780926A1 |
