1
Изобретение относится к области обработки металлов давлением, в частности к устройствам для обработки трубных изделий, а именно для формовки концов трубных заде.ток.
Известно устройство, содержащее пуансон с матрицей, имеющей заходную часть, проходя которую труба частично деформируется 1.
Такое выполнение матрицы позволяет значительно упростить конструкцию, вследствие наличия только одного движения рабочего органа.
Однако возникают большие усилия обжима. Это происходит в результате того, что обжим происходит в две стадии: сначала сечение трубы в заходной части приобретает форму овала с минимальным размером, равным предполагаемому диаметру сжимаемой части, затем овал сжимается до соприкосновения всех стенок трубы друг к другу. В момент начала сжатия овала и далее во время его смятия стенки трубы больше работают на сжатие, чем на изгиб, вследствие чего на пуансоне развиваются значительные усилия.
Известпо также устройство для штамповки изделий, содержащее матрицу и иуансоны, выполненные в виде шарнирно закрепленных в нижней части устройства
поворотных рычагов, свободные концы которых выполнены в форме изделия, а также центральный пуансон 2.
Однако и в этом устройстве на пуансоне развиваются значительные усилия вследствие того, что штамповка ведется в один прием.
Целью изобретения является уменьшение усилий при ковке, осуществляемой на одном щтамне при одном движении пуансона.
Эта цель достигается тем, что боковые нуаксоны установлены с возможностью поворота в плоскости, перпендикулярной к оси заготовки, и размещены на осях, отстоящих от рабочей поверхности матрицы на расстоянии, большем полутора диаметров трубной заготовки, при этом рабочие поверхности пуансонов выполнены гребенчатыми.
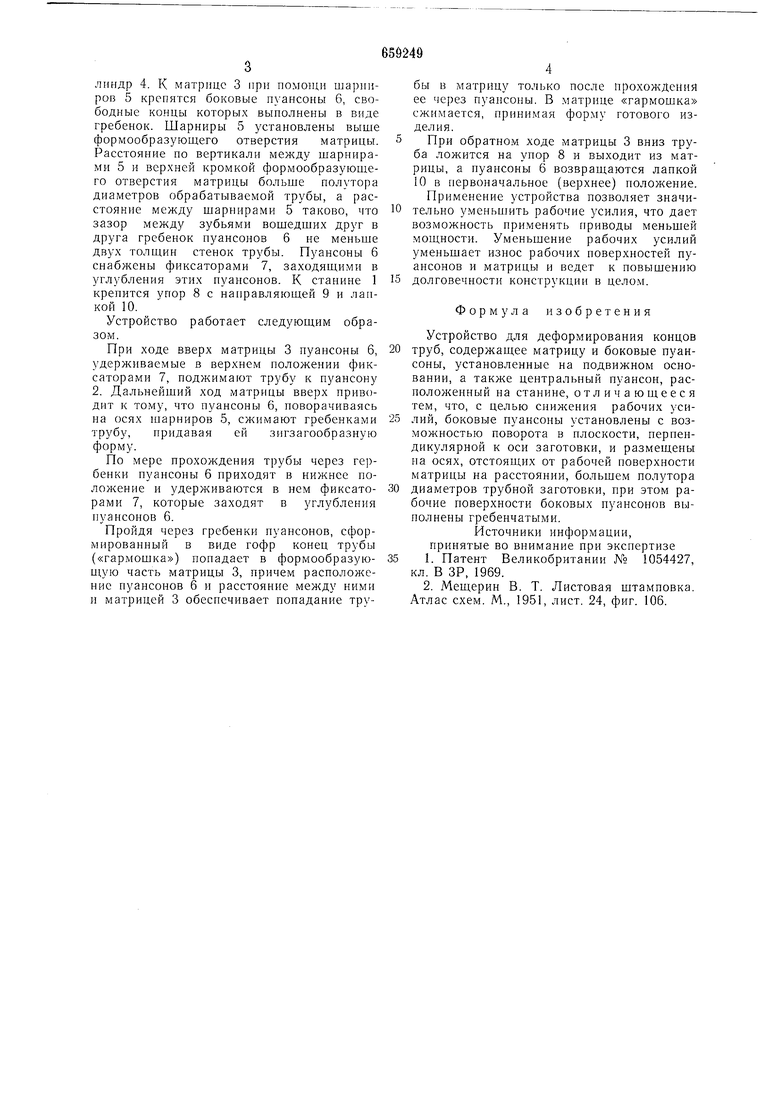
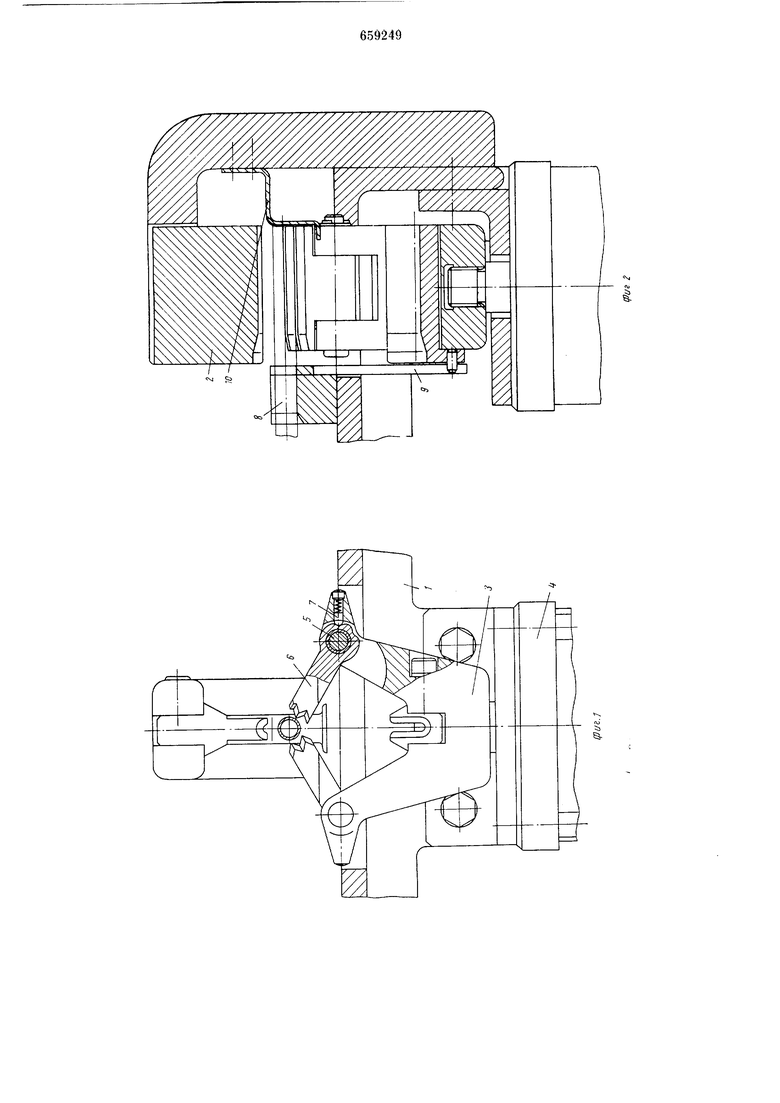
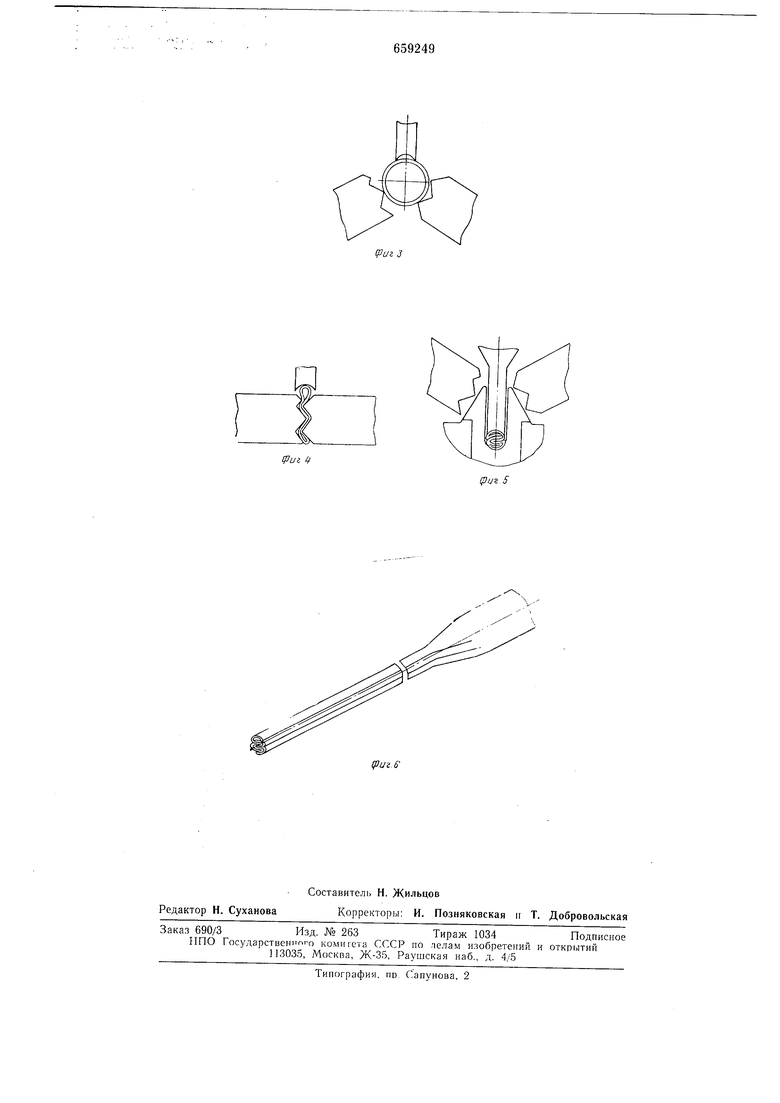
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез по вертикали; на фиг. 3 - исходное положение трубы; на фиг. 4 - труба, сдеформированная гребенками дополнительных пуансонов; на фиг. 5 - труба, сжатая пуансоном и матрицей; на фиг. 6 - труба в готовом состоянии.
Устройство содержит станину 1 с установленным на ней пуансоном 2. Ириводом матрицы 3 является пневматический цилиндр 4. К матрице 3 при помощи шарниров 5 крепятся боковые пуансоны 6, свободные концы которых выполнены в виде гребенок. Шарниры 5 установлены выше формообразующего отверстия матрицы. Расстояние по вертикали между шарнирами 5 и верхней кромкой формообразующего отверстия матрицы больше полутора диаметров обрабатываемой трубы, а расстояние между шарнирами 5 таково, что зазор между зубьями вошедших друг в друга гребенок пуансонов 6 не меньше двух толшин стенок трубы. Пуансоны 6 снабжены фиксаторами 7, заходящими в углубления этих пуансонов. К станине 1 крепится упор 8 с направляющей 9 и лайкой 10.
Устройство работает следующим образом.
При ходе вверх матрицы 3 пуансоны 6, удерживаемые в верхнем положении фиксаторами 7, поджимают трубу к пуансону 2. Дальнейший ход матрицы вверх приводит к тому, что пуансоны 6, поворачиваясь на осях шарниров 5, сжимают гребенками трубу, придавая ей зигзагообразную форму.
По мере прохождения трубы через гербенки пуансоны 6 приходят в нижнее положение и удерживаются в нем фиксаторами 7, которые заходят в углубления пуансонов 6.
Пройдя через гребенки пуансонов, сформированный в виде гофр конец трубы («гар.мошка) поиадает в формообразующую часть матрицы 3, причем расположение иуансонов 6 и расстояние между ними и матрицей 3 обеспечивает попадание трубы в матрицу только после прохождения ее через пуансоны. В матрице «гармошка сжимается, принимая форму готового изделия.
При обратном ходе матрицы 3 вниз труба ложится на упор 8 и выходит из матрицы, а иуансоны 6 возвращаются лапкой 10 в первоначальное (верхнее) ноложение. Применение устройства позволяет значительно уменьщить рабочие усилия, что дает возможность применять приводы меньшей мощности. Уменьщение рабочих усилий уменьщает износ рабочих поверхностей пуансонов и матрицы и ведет к повышению
долговечности конструкции в целом.
Формула изобретения
Устройство для деформирования концов
труб, содержащее матрицу и боковые пуансоны, установленные на подвижном основании, а также центральный пуансон, расположенный на станине, отличающееся тем, что, с целью снижения рабочих усиЛИЙ, боковые пуансоны установлены с возможностью поворота в плоскости, перпепдикулярной к оси заготовки, и размещены на осях, отстоящих от рабочей поверхности матрицы на расстоянии, большем полутора
диаметров трубной заготовки, при этом рабочие поверхности боковых пуансонов выполнены гребенчатыми.
Источники информации, принятые во внимание при экспертизе
1. Патент Великобритании № 1054427, кл. В ЭР, 1969.
2. Мещерин В. Т. Листовая штамповка. Атлас схем. М., 1951, лист. 24, фиг. 106.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1979 |
|
SU1840338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ И УСТРОЙСТВО ДЛЯ ИХ ФОРМООБРАЗОВАНИЯ | 2009 |
|
RU2405645C1 |
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| Устройство для штамповки полых угольников из трубных заготовок | 1988 |
|
SU1593749A1 |
| Устройство для сборки ребристотрубных теплообменников | 1990 |
|
SU1734981A1 |
| Штамп для изготовления лент с гофрами,имеющими непрямолинейную ось | 1979 |
|
SU858976A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
(pui Ч
