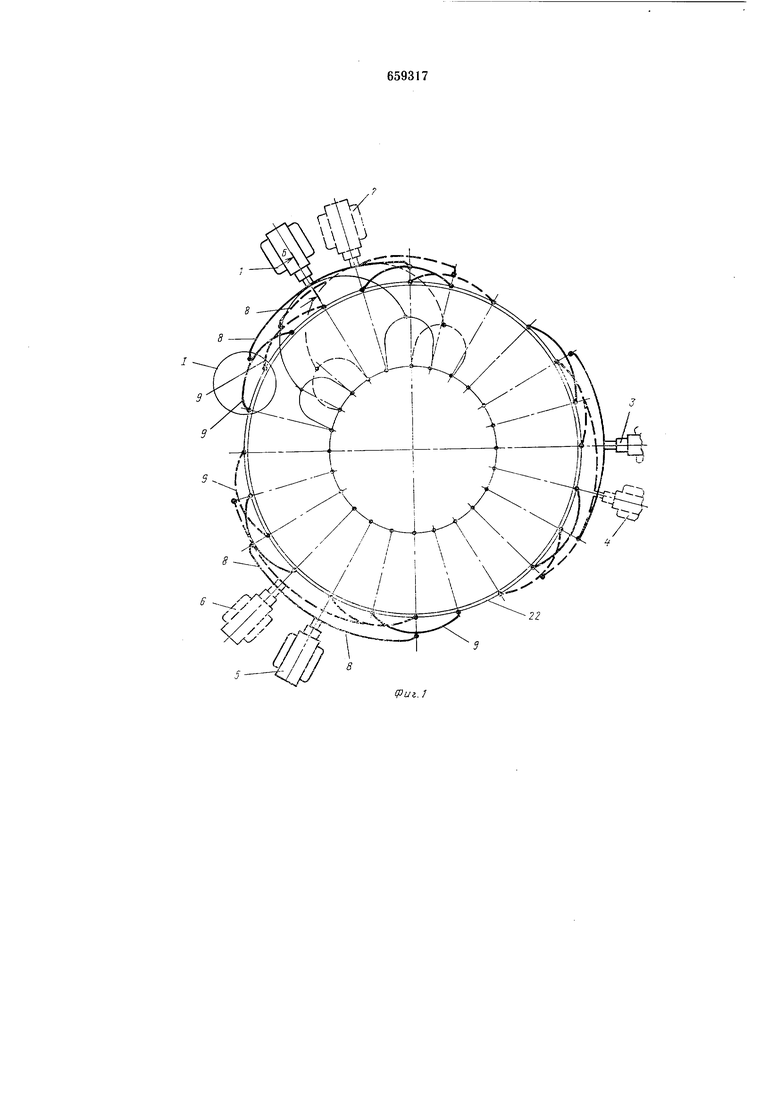
(54) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ
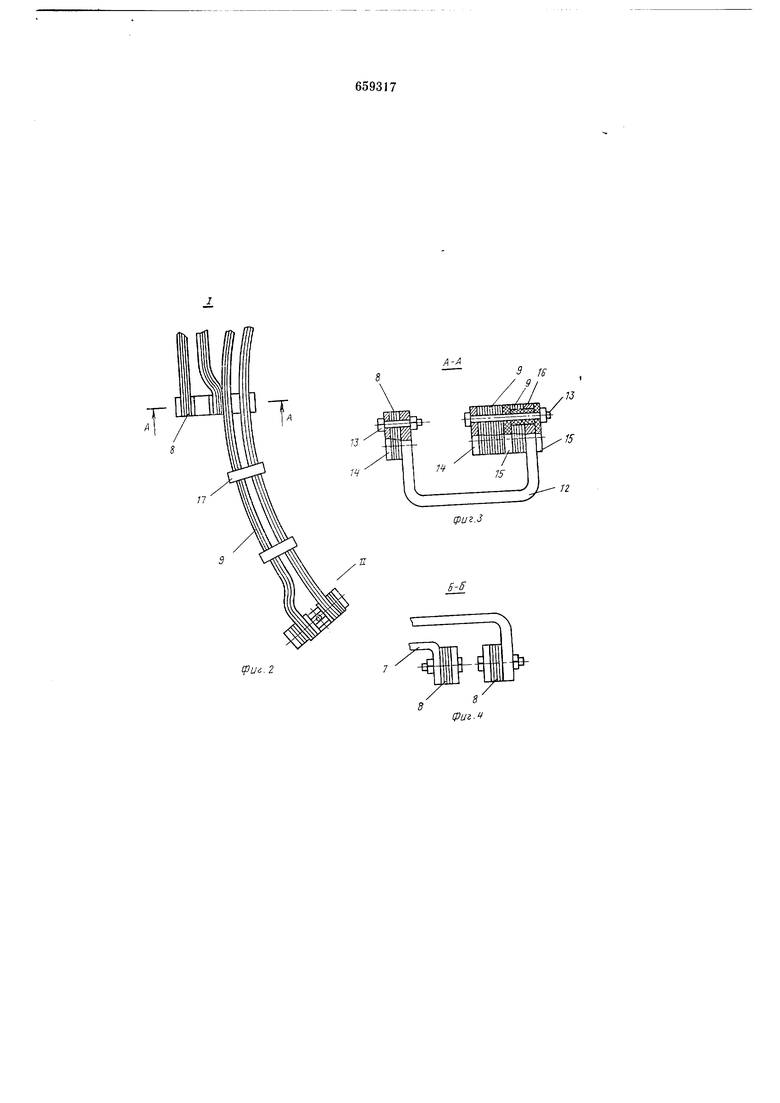
Сдвоенные гибкие шины 8 екреплены золирующнми пряжками 17 для сохранения постоянного зазора между шинами.
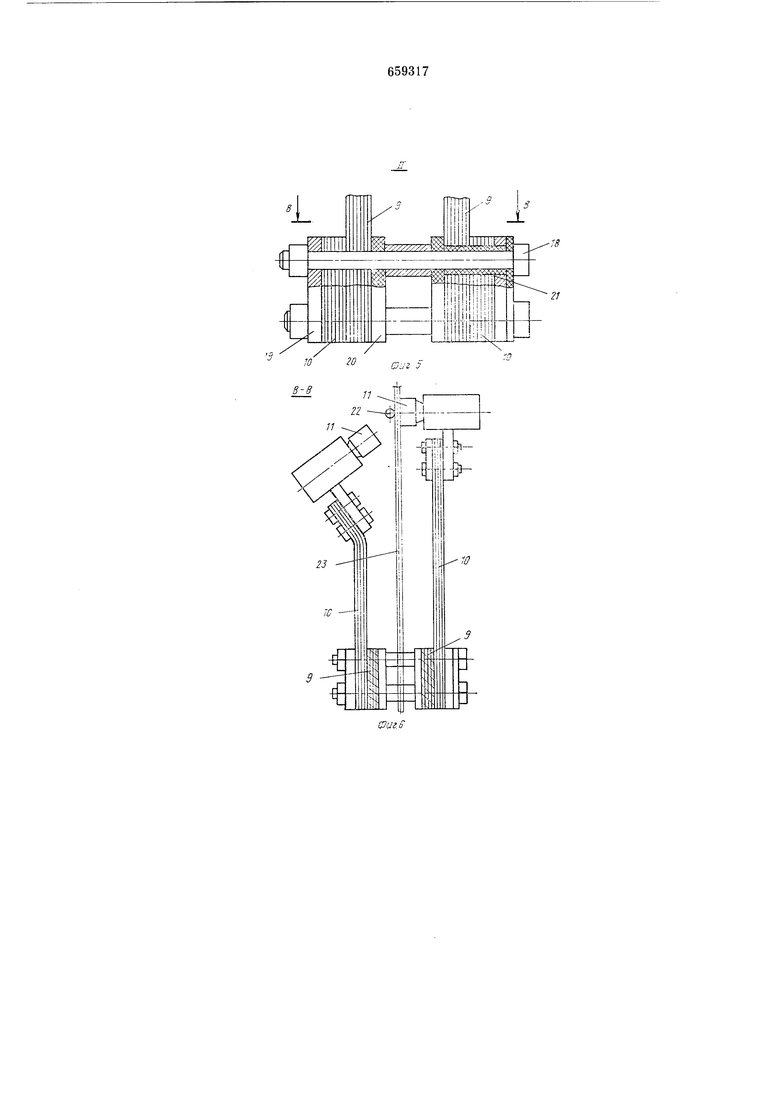
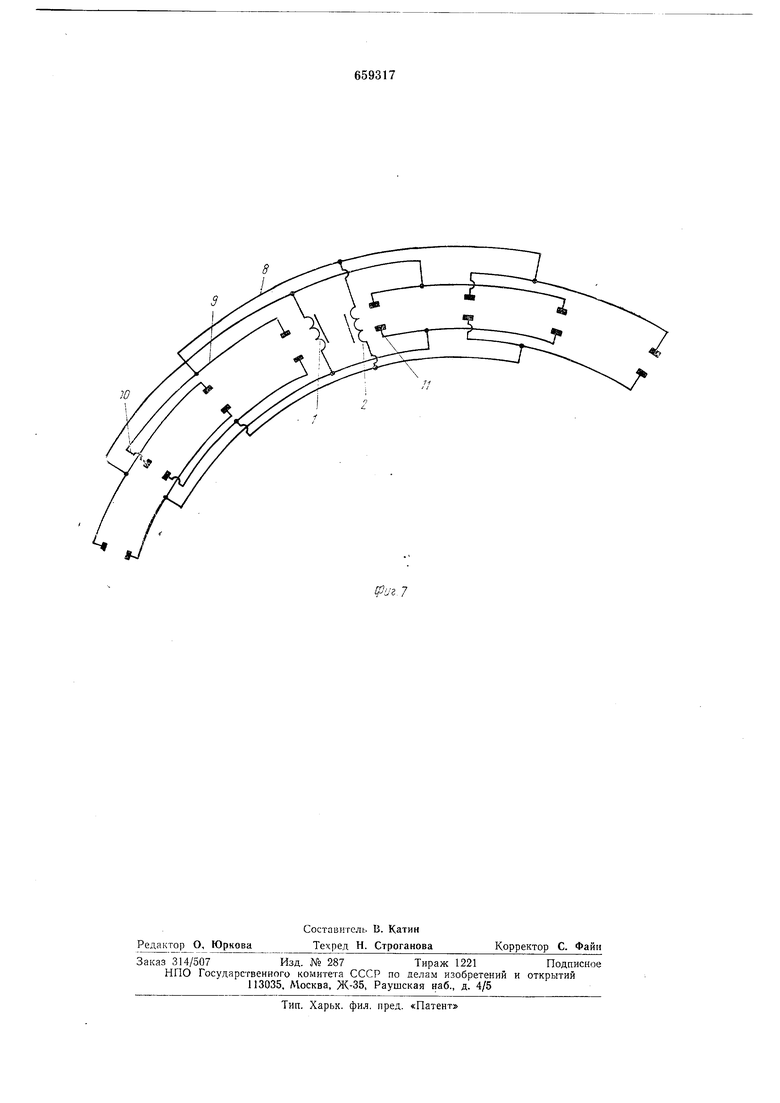
Концы шин 9 соединепы с помошыо болтов 18, планок 19, 20 и изолирующих вт лок 2/ с шинами 10, подключенными к элек тродам //, осущеетвляюш,им сварку в точке (ересечения поперечной арматуры 22 с продольной арматурой 2.3 каркаса.
Устройство работает следуюш,пм образом.
При сварке арматурного каркаса поперечная арматура 22 навивается на стержни протольной арматуры 23 в положении, когда электроды // разжаты. После того, как па первый по ходу навивки продольны стержень будет уложена поперечная арматура, происходит зажатпе электродами точки пересечения арматуры, тем самым оказывается подготовленной к включенлю электрическая иепь этой пары электродов, сое.тпнепной с трасформатором / шинами 8, 9 II 10 в то время, как все остальные электроды разжаты, и, следовательно, электрическая цепь у них разо,1кцута. Включением трансформатора / подается ток ня первую пару электродов и производите/ сварка пересечения арматурой взятой точки. Одповременно поперечная арматура ..: хкладываетея на следуюпгий поодольный стержень, и про.иеходит зажим второго апматурцого пересечения второй парой эле:-;тродов.
Сварка первой тоЧ|КИ перееечения егце не закончена, а вторая точка пересечения уже подготовлена к сварке и при включении трансформатора 2 начинается сварка второго пересечения. Таким образом, в этот момент происходит сварка одиовременно двух арматурнььх пересечений от двух установленных в паре трансформаторов / и ., Затем по окончании сварки первой точки пересечения трансформатор / отключается, первая пара электродов размыкается, а па второй точке пересечения еварка еще продолжается. Одновременно поперечная арматура закладывается на третий продольный стержень, происходит замыкание электродами третьей точки пересечения, после чего включается опять трансформатор /, от которого ток подается только па третье пересечение, так как остальные электроды разомкнуты. Таким образом в этот момеш происходит сварка одновременно двух точек перееечения. Вторая точка п ересечения сваривается электродами, подключеиными к трансформатору 2, а третья точка - к трансформатору /. По окончании сварки второй точки пересечения трансформатор 2 отключается, вторая пара электродов размыкается, а на третьей точке пересечения сварка ienj,e пподолжается, подключается четвертая пара электродов, подсоединеппых к трансформатору 2, и производится сварка четвертой точки пересечения. Далее по море павивки поперечной арматуры на поеледуюцди1е продольные стержни пpoиcxoд :г сварка остальных пересечений от трансформаторов / и 2 поочередно так же, как первой, второй, третьей и четвертой точек.
Таким образом, производится последовательная сварка пересечепий электродами, соединенными с одним и тем же трансформатором через один.
Работа первой группы трансформаторов заканчивается в тот момент, когда заканчиваетея сварка восьмой точки пересечений, а в это время девятая точка пересечений уже варится электродами, подключенными
к трансформатору 3. Как только отрабатывает группа электродов, подключенных i трапсформаторам 3 и 4, происходпт подключение в сеть следующей пары трансформаторов 5 и 6.
Во время работы одной пары трансформаторов, трансформаторы остальных нар п работу не включаются, чем обеспечивается их допустимая продолжительность включения. При укладке и сварке еледующего витка арматурного каркаеа цикл работы сварочных трансформаторов повторяется.
Из описания работы устройства и пре,;ставленной схемы видно, что режимы сварки на всех пересечепиях арматуры одинаковы, так как длина шин, конфигурация и введенные массы шин во вторичном контуре одинаковы для всех электродных пар.
За счет того, что шины выполнены гибкими, онн позволяют производить переналадку электродов на различные диаметр1Л арматурных каркасов, что позволяет изготавливать последовательно несколько типоразмеров арматурных каркаеов.
Ф о р м у л а изобретения
Устройство для контактной сварки преимущеетвенно арматурных каркасов железобетонных труб, содержащее уетановленные е возможностью иопеременного включения сварочные транеформаторы, еоединенные носредством токоведупиьх гибких шин со сварочными электродами, расположенными по окружности и включаемыми иосле)довательно по мере укладки на продольную арматуру поперечной арматуры каркаса, отличающееся тем, что, с целью обеспечения одинаковых величин сварочного тока на всех электродах, токоведущие шины каждого трансформатора
выполнены разветвляющимися по меньшей мере на два конца, соединенных со сварочными электродами так, что после)дние соединены е одним и тем же транеформатором через один.
Источник информации, принятый во внимание при экспертизе:
1. Аксельрод Ф. А., Миркин А. М. Оборудование для сварки давлением, М., «Высшая школа, 1975, е. 164-165.
22
lpUi.2
п
L
с.
;iJ да
-Л. r
R-И5 iJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной сварки пространственных арматурных каркасов | 1983 |
|
SU1088900A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Машина для сварки плоских сеток | 1980 |
|
SU872119A1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1426726A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Устройство для контактной сварки арматурных сеток | 1956 |
|
SU107452A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |