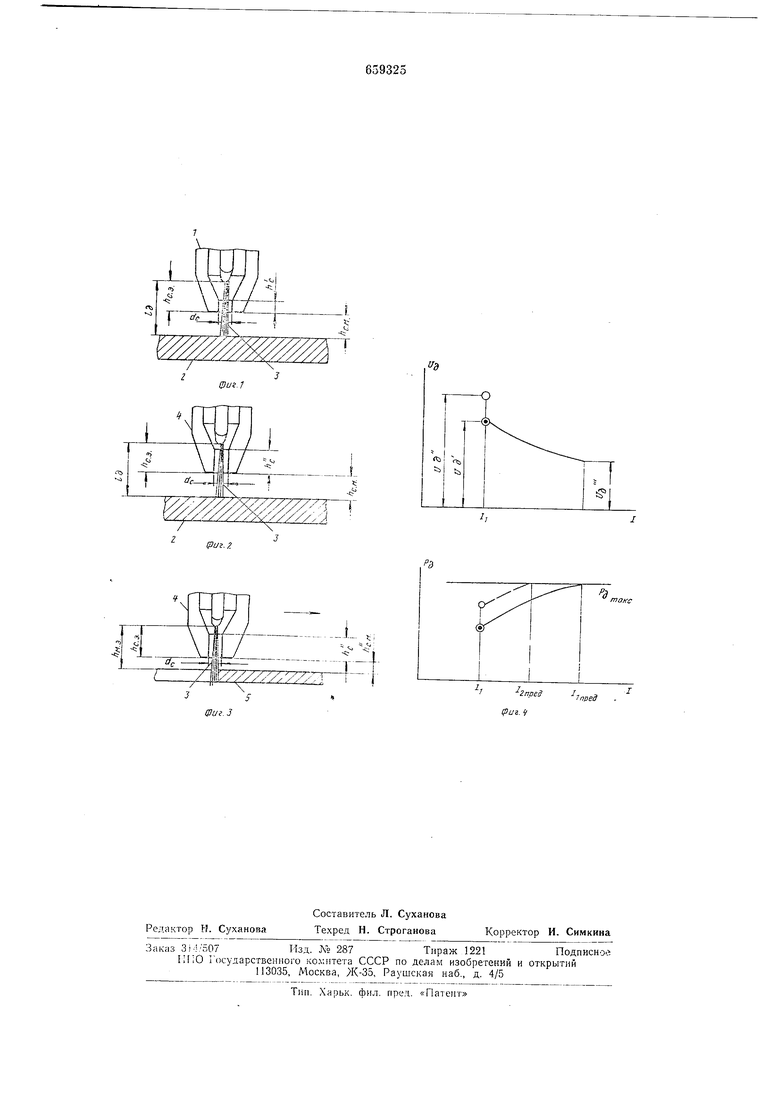
деляют Г1ре1д:ельныи ток для различных сопл 3. Однако предложенные зависимости хапактеризуют связь режимных параметров только с глубино утопления электрода в сопле дугового плазматрона. Между теу реальные производственные условия обуславливают технологическую независимост, выполнения процесса резки соплами с различной высотой канала сопла. При этом зсякое увеличение длины канала сопла при данной глубине утопления электрода неизбежно связано с необходимостью уменьшения предельно допустимого значения токя (при данной глубине утоп.оепия электрода п расходе газа). Изм:енен1ие высоты канала а свою очередь обусловлено различием технологических задач: чем больше высота камала сопла, тем соответственпо выше качество плазменно-дугового среза, соответст: еи1 о уменьшение длины канала хотя и снижает качество кромок, однако об|еспечивает повышение производительности обработки за счет возможности гзыиолнения резательных работ при более форсировапиых режимах по току. Однако известный способ не обеспечивает возможнослж определения предельно доиустимого значения тока нрп изменении ВЕЛСОТЫ каиала сопла. С целью ускорения режимов настройки ирн одновременном использоваиии для резки сопл с различиой высотой канала сопла и обеспечения максимальной нроизводительности выполнения резательных работ в предлагаемом способе возбуждение плазменных дуг производят с постоянной столба для всех сопл при одном н том же значении рабочего тока, меньшем иредельно допустимого значения для всех сопл, и фик сируют при этом напряжения на дуге для каждого из них, затем экспериментально определяют предельный ток для одного из сопл, устанавливают соответствующее ему наиряжение на дуге и значение ее дош.ности и эту мощность принимают постоянной /для всех сопл, а значения предельных токов изменяют обратно пропорционально напряжению на дуге, которое в свою очередь определяют как бд ±ЛСд , где U - напряжение на дуге, соотвествующее экспериментально определенному предельному току для одного сопла; а Af/, - абсолютная разница в напряжении для двух сопл при одном и том же указанном токе, причем знак плюс в соотношении принимают для сопла с меньшей длиной канала, а минус - с большей. На фиг. 1 показано горение дуги на иеплавящемся аноде при использовании сопла с меньшей длиной канала; на фиг. 2 - то же с большей длиной канала; на фиг 3 - выполнение процесса резки соплом; па (|)иг. 4 - изменение напряжения на дуге, а ть режущей дуги при изменсорении дуги иа пеплавящемх даны следующие обозначеатроп с меньшей длиной каилавяшийся анод; 3 - плаз4 - нлазматрон с большей сопла; 5 - обрабатываемое зке; лина канала сонла плазмарона /; лина канала сопла плазматрона 4; глубина утопления электрода в еопле; высота расположения сопла плазматрона относительно иеплавящегося анода; лина плазменной дуги при ее горении на иеплавящийс апод; длина от конца электрода Д(J наружной поверхности обрабатываемого металла в процессе резки; расстояние от среза сопла лазматрона до наружной поверлноспи обрабатываемого металла в процессе резки; напряжение на дуге ири токе /1 для соила с высотой капала /гс при горении дуги на пеплавяшемся аноде; наиряжение иа дуге при токе /1 для соила с высотой канала при горен и дуги на неплавящемся аноде; ток плазменной дуги; значение тока плазменной дупи при ее горении па неилавяП1емся аноде (значение тока существенно меньше предельного значения); предельно допустимое зиачение тока плазменной дуги .для сопла с высотой канала /гс ; предельно допустпмое значение тока плазменной дуги длч сопла с высотой канала папряжепие на дуге, соответствующее ир;едельиому току для сопла с высотой канала h f при горении дуги на иеплавящемся аиоде; изменение мощности дуги ил дуге для соила с высотой канала сопла Лс при изменении тока /I до /I прел при горении дуги на неплавявдемся аиоде; значение мощности дуги для сопла с высотой канала h при горении дуги на иеилавящийся анод, соответствующее
току /1,|ред ;
диаметр канала сопла дугового плазматрона.
Способ осуществляют следующим образом.
При даппой глубине утопления электрода в сопле плазматрона Ас э Зстанавливают сопло с любой длиной канала (в пределах используемых для резки длин канала), в данном случае зта длина канала сопла имеет величину /гс- Затем между электродом, установленным в камере плазматрона 1, и неплавящ.имся анодом 2 возбул дают плазменную дугу 3. При ее горении обеспечивают любые произвольные значения длины дуги /, II расстояния от среза сопла до поверхности неплавя:щегося анода /IC.M. В качестве неплавящегося анода используют медную водоохлаждаемую пластину, на которой горение дуги 3 поддерживают при неподвижном положении плазматрона; при отсутствии таковой горение дуги 3 поддерживают непосредственно на обрабатываемом изделии, однако при этом перемещаюг илазматрон / относительно изделия со скоростью, существенно нревышающей ее значение при резке. Данное обстоятельство гарантирует отсутствие разрушения обрабатываемого изделия в результате термического воздействия на него иотоком илазмы, что в свою очередь обеспечивает постоянство установленного значения длины дуги /д. При этом величину тока режущей дуги /1 нринимают существенно меньщим предельного значения для всех длин каналов, используемых для выполнения процесса резки, что в свою очер.едь гарантирует для сопл с диаметром канала d и различной высотой канала отсутствие двойного дугообразования при горении дуги на токе 1. При этом для данной высоты канала сопла Л (. и длины дуги /я фиксируют напряжение па дуге , лосле чего повышают плавно значение тока режущей дуги / пока оно не достигнет предельно допустимого значения для данной высоты канала соила /1пред; этому току соответствует напряжение на дуге и. Так как вольтамперная характеристика малоамперной плазменной дуги имеет падающий характер, то повыщение тока от /I до /1 пред обуславливает ум-епьшение напряжения на дуге U . Наряду с напряжением дуги U фиксируют значение мощности дуги Р.1, соответствующее току /1 пред - Амякс - Повышение тока / от /i до /I пред обуславливает повыщение мощности дуги Рд . Для нрочих сопл с другой длиной канала оиределение .тельно-допустимых значений тока не производят экспериментально. При этом для сопла 4 с высотой канала , в данном случае также возбуждают на неилавящемся аноде на токе /1 плазмепную дугу 3 и фиксируют напряжепие на дуге6 д . Пра-i этом обеспечивают такую же длину дуги /, и расстояние от сопла до металла, как и для сопла с высотой канала /гс, также сохрппяют при этом постоянным и глубину утопления электрода в сопле /Тс. э- При этом для этих ДВУХ сопл абсолютная разница в напряжении на дуге при ее горении на токе /i составит дгУд . Так как h,h, то и напряжение на дуге при данной ее длине Уд U3.- Предельно-допустимое зпачение
тока для сопла с высотой канала оир
ределяют как ,
Это значение мощности плазменной дуги, соответствуюпгее предельно допустимому току PIпри данной ,длине столба
дуги практически не зависит от длины канала соила дугового нлазматрона. В то же
время абсолютная разница в наиряженип на дуге сохраняется постоянной как при предельно допустимых токах, так и для какого-то значения тока, существенно меньП1ем предельно допустимого значения (.
Вышеуказанные факторы обеспечивают возможность быстрого определения предельно допустимого значения тока для сопла, практпчески не испытывая его на предельно-донустимый режим по току, которое обозначено штриховой линией. При этом необходимо знать только предельно допустимый режим для какого-то одного значения высоты канала сопла п абсолютную разницу в напряжении на дуге при токе (1), существенно меньшем предельного доиустимого значения для сопл с различной высстой канала.
В случае, если экспериментально испытанное на предельно допустимый режим по
току сопло имеет большую длину канала соила, то для сопла с меньщей длиной канала предельпо допустимое значение тока р
определяют -как Значение
тока , соответствующее соплу с высотой канала устанавливают любое, обусловленное требованиями технологии расстояние от ср.еза сопла до поверхности металла расстояние .M и выполняют резку
обрабатываемого изделия 5 на токе Направление перемещения сопла 4 показапо стрелкой. При этом при данной глубине затопления электрода в сопле Лс.э длина участка дуги от конца электрода до наружной поверхности обрабатываел-юго изделия. Таким образом, предлагаемый способ не требует эксперимеитального определении предельно допустимого значения тока для каждого значения высоты канала сопла дугового плазматрона, что сокращает время
настройки режима. В то же время этот способ обеспечивает выполнение процесса ре.чки на предельно допустимых режимах по току для сопл с различной высотой канал. сопла, что в свою очередь обеспечивает
максимальную производительность выполнения резательных работ при использованнг сопл с различной высотой канала.
В табл. 1 приведены предельно допустимые токи для сопл диаметром 0,5 и 0,6 лгл.
В процессе испытаний расход плазмообразующего газа поддерживали постоянным. Глубина утопления электрода в сопле 5,0 мм, расстояние от сопла до анода 6,0 мм, расход газа (азота) для сопла плазматрона (0,5 мм) 1,1 куб. м1ч, а для сопла плазматрона (0,6 мм) 1,26 куб. м/ч.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для плазменно-дуговой резки | 1978 |
|
SU716747A1 |
| Способ плазменно-дуговой обработки | 1977 |
|
SU782973A1 |
| Способ плазменно-дуговой резки | 1977 |
|
SU742086A1 |
| Устройство для плазменно-дуговой резки | 1979 |
|
SU903041A1 |
| Способ плазменно-дуговой поверх-НОСТНОй РЕзКи | 1979 |
|
SU816727A1 |
| Способ дуговой обработки | 1979 |
|
SU821104A1 |
| Способ настройки режима плазменно- дуговой резки | 1977 |
|
SU716738A1 |
| Способ многопроходной плазменно-дугОВОй РЕзКи | 1979 |
|
SU823040A1 |
| Горелка для плазменно-дуговой резки | 1977 |
|
SU727367A1 |
| Способ плазменной обработки | 1977 |
|
SU737151A1 |
Для одного из сопл (высота канала сопла) дугового плазматрона при вышеуказанном расходе газа и длине столба дуги повышали величину рабочего тока до возникновения так называемой двойной дуги.
После этого рассчитывали напряжение на дуге, соответствующее предельному току, для сопл с различной высотой канала сопла, как Уд бд + АОд , где Уд -напряжение на дуге, соответствуюнхее предельно допустимому току для сопла с данной высотой канала (табл. 2),Д{/д -абсолютная разница в напряжении на дуге для двух сопл с различной высотой канала, одно из которых экспериментально испытано на предельно-допустимый режим, а второе не подвергалось указанным испытаниям. Это значение ДУд приведено для тока суш.ественно ниже предельно допустимого значеЭто повышение тока производили путем последовательного возрастания тока с интервалом в 1 А.
В табл. 2 приведены данные, характеризуюидие параметры плазменной дуги.
Таблица 2
ния (табл. 1 и 2). Соответственно предельное значение тока рассчитывалось как
р /пред - JY . При ЭТОМ значения мощности
tд
дуги Яд принимались для сопл с различной высотой канала сопла на основании данных, приведенных в табл. 2 (2,6 и 4,0 кет. При этом также определялось экспериментально для каждого значения высоты канала сопла предельно-допустимое значение тока.
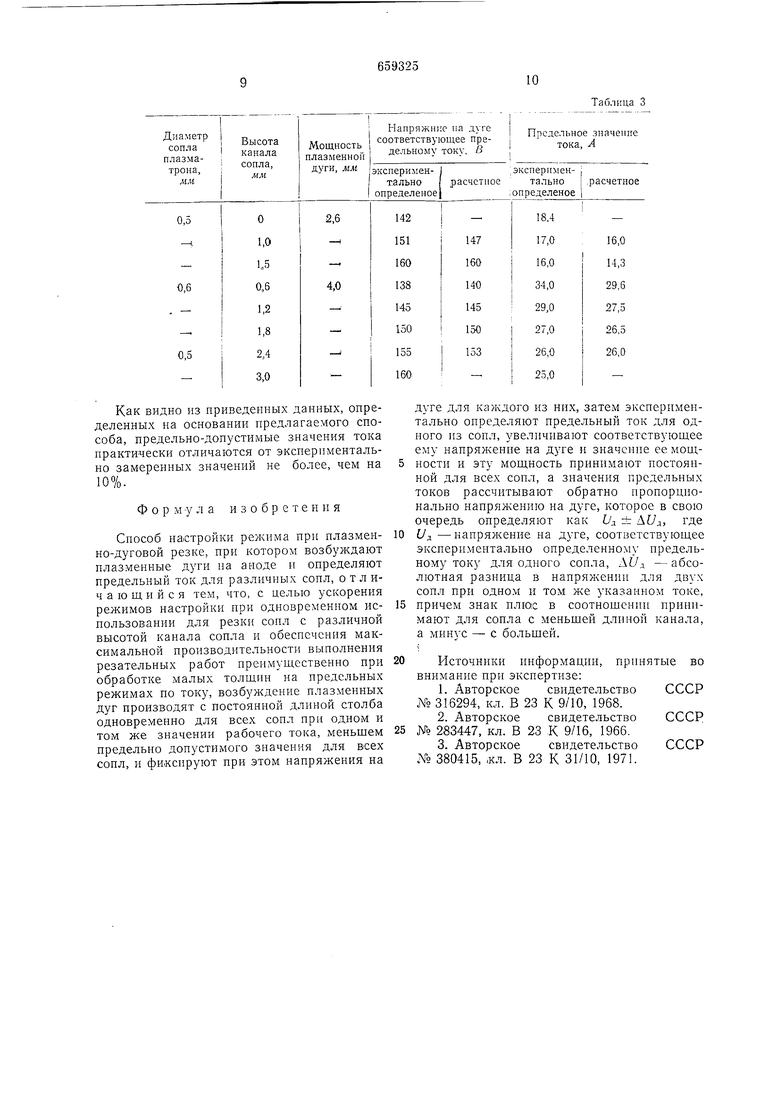
В табл. 3 приведены экспериментальные и расчетные значения тока.
Как видно из приведениых данных, определенных на основании иредлагаемого снособа, предельно-доиустимые значения тока практически отличаются от экспериментально замеренных значений не более, чем на 10%.
Формула изобретения
Способ настройки режима при плазменно-дуговой резке, при котором возбуждают плазменные дуги на аподе и определяют предельный ток для различных сопл, отличающийся тем, что, с целью ускорения режимов настройки при одновременном использовании для резки сопл с различной высотой каиала сопла и обеспечения максимальной производительности выполнения резательных работ преимущественно при обработке малых толщин на предельных режимах по току, возбуждение плазменных дуг производят с постоянной длиной столба одновременно для всех сопл прн одном и том же значении рабочего тока, меньшем предельно допустимого значения для всех сопл, и фикспруют при этом напряжения на
Таблица 3
дуге для каждого из них, затем эксперимеитально определяют предельный ток для одного пз сопл, увеличивают соответствующее ему напряжение на дуге и значение ее мощности и эту мощность принимают постоянной для всех сопл, а значения предельных токов рассчитывают обратно пропорционально напряжению на дуге, которое в свою очередь определяют как бд ± Af/j, где
{Уд - напряжение на дуге, соответствующее эксперимептальпо определенному предельному току для одного сопла, -абсолютная разница в напряжении для двух сопл при одном и том же указанном токе,
причем знак плюс в соотнощении принимают для сопла с меньшей длиной канала, а минус - с большей.
Источники информации, принятые во внимание при экспертизе:
фиг.
иг..
фиг.З
д.
/hnpca1,
If иг. t
