О)
сд
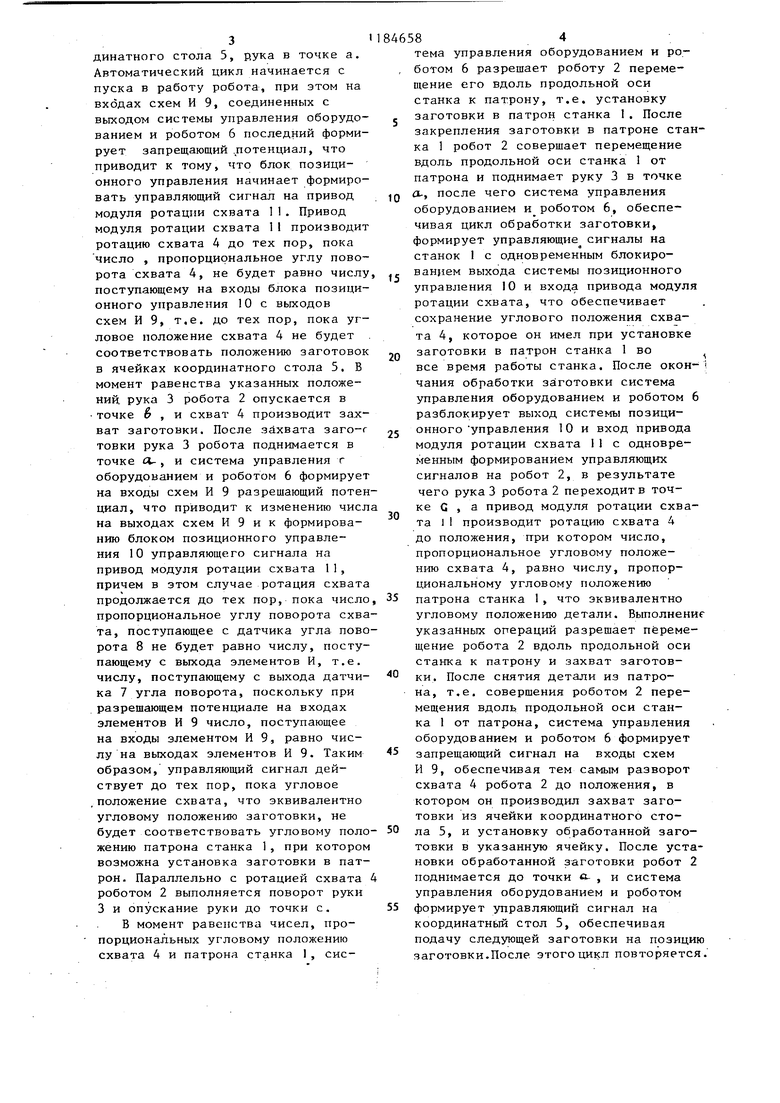
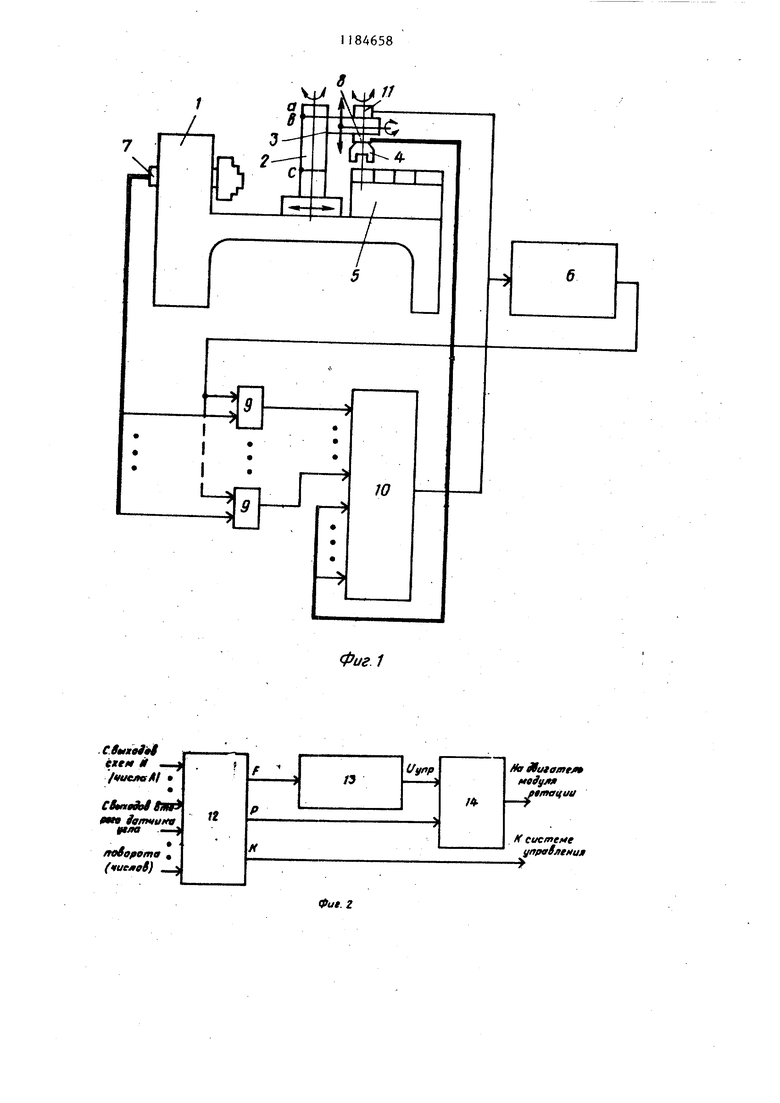
ое 1 Изобретение относится к машиностроению и предназначено для обслу живания станков при обработке дета лей, не имеющих симметрии относительно оси вращения, Цель изобретения - расширение технологических возможностей автоматизированной технологической единицы за счет взаимного ориентирования захвата робота и патрона стан ка. На фиг, 1 изображена автоматизированная технологическая единица общий вид; на фиг, 2 - структурная схема блока позиционного управления на Фиг, 3 - функциональная схема блока позиционного управления. Автоматизированная технологическ единица содержит станок 1 , промышле ный робот 2 с рукой 3 и схватом 4, координатный стол 5, систему управления оборудованием и роботом 6, первый датчик 7 угла поворота, вто рой датчик 8 угла поворота, схемы И И 9, блок позиционного управления 10,модуль ротациисхвата 11с приводо В качестве системы управления промышленным роботом и оборудованием в предлагаемой автоматизированно технологической единице используетс система управления Цикл 48-12. Блок позиционного управления (фиг, 2) состоит из вычислителя рас согласования 12, преобразователя код - временной интервал 13 и усилителя мощности 14, Вычислитель, рассогласования (фиг, 3) выполнен на базе арифметико-логического устройства AL1-15, В состав преобразователя код временной интервал входят генератор 16, двоичный счетчик СТ2-17 и арифметико-логическое устройство 18, Усилитель мощности вьтолнен по мостовой схеме с включением двигателя 19 привода ротации схвата в диагональ моста. Указанная схема вместе с входной логикой, выполненной на стандартных функциональных элементах И 20, обеспечивает изменение направления тока, протекающего через вдигатель привода ротации схвата в зависимости от знака разности Р. В блоке позиционного управления на первые входы вычислителя рассогласования поступает код с выходов схем И (фиг. 1), пропорциональный угловому положению патрона станка 8 или положению деталей в координатном столе (число А), На вторые входы вычислителя рассогласования поступает код с выходов второго датчика угла поворота, пропорциональный текущему угловому положению схвата робота (число В), Вычислитель рассогласования, вычитая из числа А число В, формирует: код разности по абсолютной величине F, равный F(A-B); знак разности Р, определяемый как при А-В О и при сигнал сравнения, определяемый как К при А-В О и при . Код разности F поступает на вход преобразователя код - временный интервал, который формирует управляющее напряжение на вход усилителя мощности по закону , где Kj коэффициент пропорциональности. Учитывая, что скорость вращения двигателя по модулю ротации схвата робота определяется как V , где Кд, - коэффициент пропорциональности, то конечная функция, выполняемая преобразователем код - временной интервал, управление скоростью вращения двигателя модуля ротации схвата робота пропорционально коду разности F. Сигнал Р поступает на усилитель мощности, обеспечивая необходимый знак напряжения, формируемого усилителем мощности, т,е, сигнал Р обеспечивает необходимое направление вращениядвигателя модуля ротации. Сигнал К поступает в систему управления. При , т.е. при системе управления разрешается переход к следующему такту программы. Сигналы Uyrjp и Р поступают на вход усилителя мощности, обеспечивая поворот привода модуля ротации схвата в направлении, при котором |А-в( соскоростью F до момента , т,е. . Таким образом обеспечивается поворот схвата до положения, в котором число В равно числу А, а также формирование в систему управления оборудованием .и промьшленным роботом сигнала, разрешающего продолжение программы. Автоматизированная технологическая единица работает следующим образом. Заготовки ориентированно устанавливаются в ячейки координатного стола 5. Робот 2 находится у коор3
динатного стола 5, рука в точке а. Автоматический цикл начинается с пуска в работу робота, при этом на входах схем И 9, соединенных с выходом системы управления оборудованием и роботом 6 последний формирует запрещающий .потенциал, что приводит к тому, что блок позиционного управления начинает формировать управляющий сигнал на привод модуля ротации схвата 11. Привод модуля ротации схвата 11 производит ротацию схвата 4 до тех пор, пока число , пропорциональное углу поворота схвата 4, не будет равно числу поступающему на входы блока позиционного управления 10 с выходов схем И 9, т.е. до тех пор, пока yi- ловое положение схвата 4 не будет соответствовать положению заготовок в ячейках координатного стола 5. В момент равенства указанных положений, рука 3 робота 2 опускается в
точке & , и схват 4 производит захват заготовки. После захвата заго-г товки рука 3 робота поднимается в точке Л-, и система управления г оборудованием и роботом 6 формирует на входы схем И 9 разрешающий потенциал, что приводит к изменению числ на выходах схем И 9 и к формированию блоком позиционного управления 10 управляющего сигнала на привод модуля ротации схвата 11, причем в этом случае ротация схвата продолжается до тех пор, пока число пропорциональное углу поворота схвата, поступающее с датчика угла поворота 8 не будет равно числу, поступающему с выхода элементов И, т.е. числу, поступающему с выхода датчика 7 угла поворота, поскольку при разрешающем потенциале на входах элементов И 9 число, поступающее на входы элементом И 9, равно числу на выходах элементов И 9. Таким образом, управляющий сигнал действует до тех пор, пока угловое
.положение схвата, что эквивалентно угловому положению заготовки, не будет соответствовать угловому положению патрона станка 1, при котором возможна установка заготовки в патрон. Параллельно с ротацией схвата роботом 2 выполняется поворот руки 3 и опускание руки до точки с.
В момент равенства чисел, пропорциональных угловому положению схвата 4 и патрона станка 1, сис46584
тема управления оборудованием и ро, ботом 6 разрешает роботу 2 перемещение его вдоль продольной оси станка к патрону, т.е. установку заготовки в патрон станка 1. После закрепления заготовки в патроне станка 1 робот 2 совершает перемещение вдоль продольной оси станка 1 от патрона и поднимает руку 3 в точке
Q О-, после чего система управления оборудованием и роботом 6, обеспечивая цикл обработки заготовки, формирует управляющие сигналы на станок 1 с одновременным блокиро, ванием выхода системы позиционного управления 10 и входа привода модуля ротации схвата, что обеспечивает сохранение углового положения схвата 4, которое он имел при установке
Q заготовки в патрон станка 1 во все время работы станка. После окончания обработки заготовки система управления оборудованием и роботом 6 разблокирует выход системы позици5 онногоуправления 10 и вход привода модуля ротации схвата I1 с одновременным формированием управляющих сигналов на робот 2, в результате чего рука 3 робота 2 переходит в точке С , а привод модуля ротации схвата 1 1 производит ротацию схвата 4 до положения, при котором число, пропорциональное угловому положению схвата 4, равно числу, пропорциональному угловому положению
5 патрона станка 1, что эквивалентно
угловому положению детали. Выполнение указанных операций разрешает перемещение робота 2 вдоль продольной оси станка к патрону и захват заготовки. После снятия детали из патрона, т.е. совершения роботом 2 перемещения вдоль продольной оси станка 1 от патрона, система управления оборудованием и роботом 6 формирует
запрещающий сигнал на входы схем
И 9, обеспечивая тем самым разворот схвата 4 робота 2 до положения, в котором он производил захват заготовки из ячейки координатного стола 5, и установку обработанной заготовки в указанную ячейку. После установки обработанной заготовки робот 2 поднимается до точки с- , и система управления оборудованием и роботом
формирует управляющий сигнал на координатный стол 5, обеспечивая подачу следующей заготовки на позицию заготовки.После этого цикл повторяется.
Фиг. 1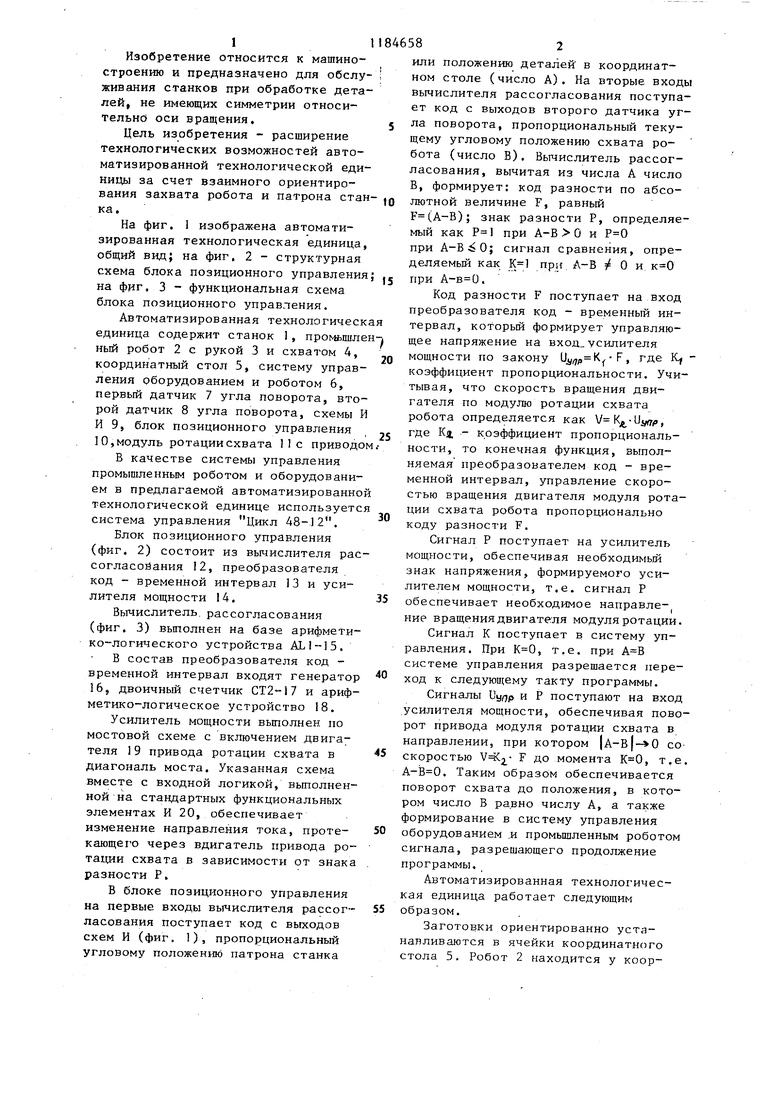
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Автоматизированная технологическая единица | 1976 |
|
SU598752A1 |
| Автоматизированная технологическая единица | 1977 |
|
SU659375A1 |
| Робототехнический комплекс | 1986 |
|
SU1425036A1 |
| Автоматизированная технологическая единица | 1985 |
|
SU1240577A1 |
| Промышленный робот | 1986 |
|
SU1348166A1 |
| Многофункциональный активный протез руки | 1980 |
|
SU973121A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СБОРОЧНЫМ УСТРОЙСТВОМ | 1991 |
|
RU2029335C1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1329948A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
АВТОМАТИЗИРОВАННАЯ ТЕХНОЛОгаЧЕСКАЯ ЕДИНИЦА, содержащая станок, промьшленный робот с рукой и поворотным схватом, модуль ротации которого соединен с системой управления оборудованием и роботом, отличающаяся тем что, с целью расширения технологических возможностей, в нее введены два датчика угла поворота, первый из которых связан с патроном станка, а второй - со схватом робота, по меньшей мере две схемы И, первые входы которых соединены с выходами первого датчика угла поворота, а вторые - с выходом системы управления, блок позиционного управления, состоящий из последовательно соединенных вычислителя рассогласования, преобразователя код - временный интервал и усилителя мощности, причем первые входы вычислителя рассогласования соединены с упомянутыми схемами И, вторые - с выходами второго датS чика угла поворота, второй выход (Л вычислителя соединен со вторым входом усилителя мощности, третий выход - с входом системы управления и приводом модуля ротации схвата.
.СвнжвЯвЛ
(жем Ж .
/«шемгХ/
Ctwaioefnf
MW igmvufte вма -
mBofoma (числвВ) -)
.15
число О
в
18
/ 20
20
Kh
T.Z
Фиг. 3
ta
| Кисть промышленного робота | 1977 |
|
SU621572A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автоматизированная технологическая единица | 1976 |
|
SU598752A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
