(54) СПОСОБ ВЫДАВЛИВАНИЯ МЕТАЛЛИЧЕСКИХ
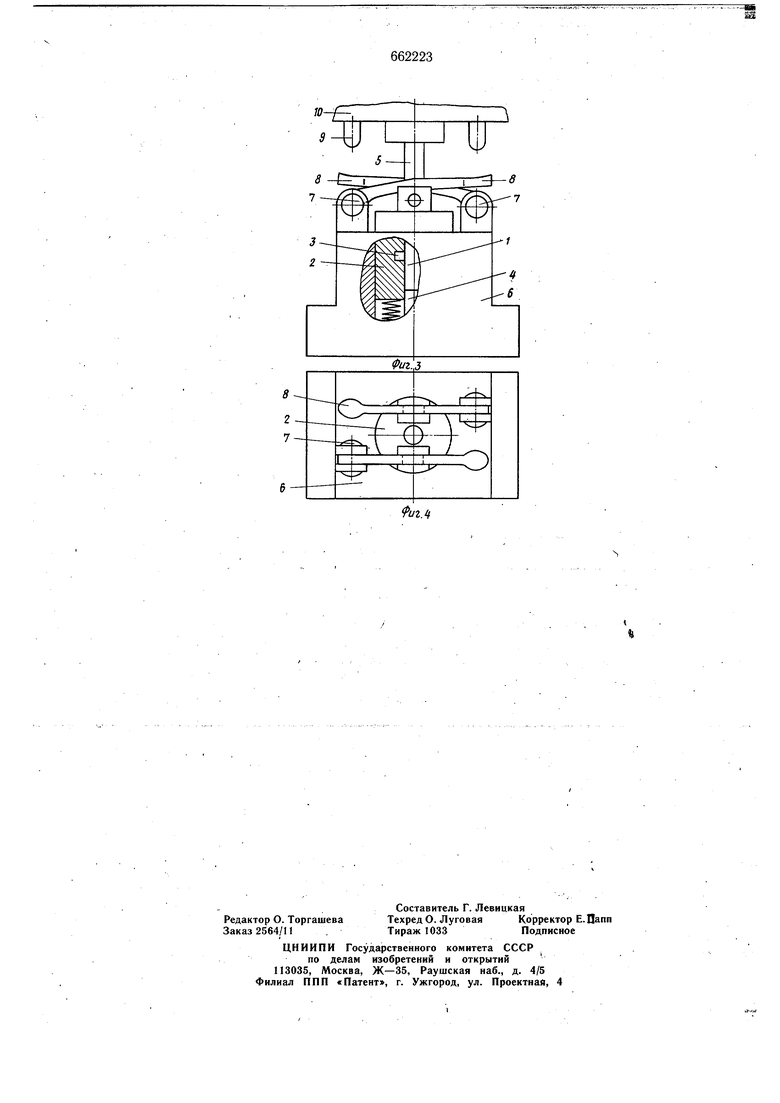
ДЕТАЛЕЙ 3 на опорный пуансон 4 и выдавливают под действием усилия Pi пуансоном 5, перемещающимися- со скоростью Vn. Одновременно с перемещением пуансона 5 в процессе деформирования относительно заготовки 1 перемещают в том же направлении, что и пуансон 5, матрицу 2 под действием усилия PZ и со скоростью VH , отличной от скорости пуансона Vn. При этом пуансон 5 опережает матрицу 2, т.е. VM Vn. Оптимальное соотношение скоростей при расположении кольцевого утолщения посредине стержневой части заготовки равно двум, т.е. Vn 2VM. Движением пуансона 5 деформируется часть заготовки 1, расположенная вьише коль цевой рабочей полости 3 матрицы 2, а движением последней обеспечивается деформирование нижней части заготовки 1, лежащей ниже полости 3. Представленное на фиг. 3 и 4 устройство реализует предлагаемый способ. Устройство содержит расположенные в неподвижном корпусе 6 на осях 7 рычаги 8, взаимодействующие своей средней частью с матрицейконтейнером 2. Рычаги 8 и матрица-контейнер 2 перемещаются под действием толкателей 9, закрепленных в подвижной, приводной части 10 устройства, где также установлен пуансон 5., В качестве привода рабочих частей устройства матрицы и пуансона может быть также использован гидропресс с независимым приводом для пуансона и матрицы-контейнера. Разъем матрицы для обеспечения возможности удаления готовой детали может быть выполнен как по горизонтальной, так и по вертикальной плоскости. Формула изобретения Способ выдавливания металлических деталей, при котором в процессе деформирования одновременно с перемещением пуансона относительно заготовки перемещают матрицу со скоростью, меньшей скорости перемещения пуансона, отличающийся тем, что с целью повышения качества деталей с кольцевыми утолщениями при их радиальном выдавливании, перемещение матрицы осуществляют в одном направлении с перемещением пуансона. Источники информации, принятые во внимание при экспертизе 1.Сборник ЭНИКМАШ. Разработка и исследование технологических процессов обаботки металлов давлением, М., изд-во «Машиностроение, 1968, выпуск 19, с. 49, рис. I. 2.Авторское свидетельство СССР № 306884, кл. В 21 С 25/00, 1969.
аг.1
. г.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания | 1975 |
|
SU550214A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2017 |
|
RU2645814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КЛАПАНОВ | 2015 |
|
RU2604548C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Способ получения полых изделий с фланцем | 1979 |
|
SU874255A1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| Способ изготовления деталей типа стаканов и устройство для его осуществления | 1980 |
|
SU1238877A1 |