Изобретение относится к станкостроению.
Целью изобретения является повышение производительности путем исключения остановки привода для выключения муфты при одновременном упрощении и повышении надежности конструкции.
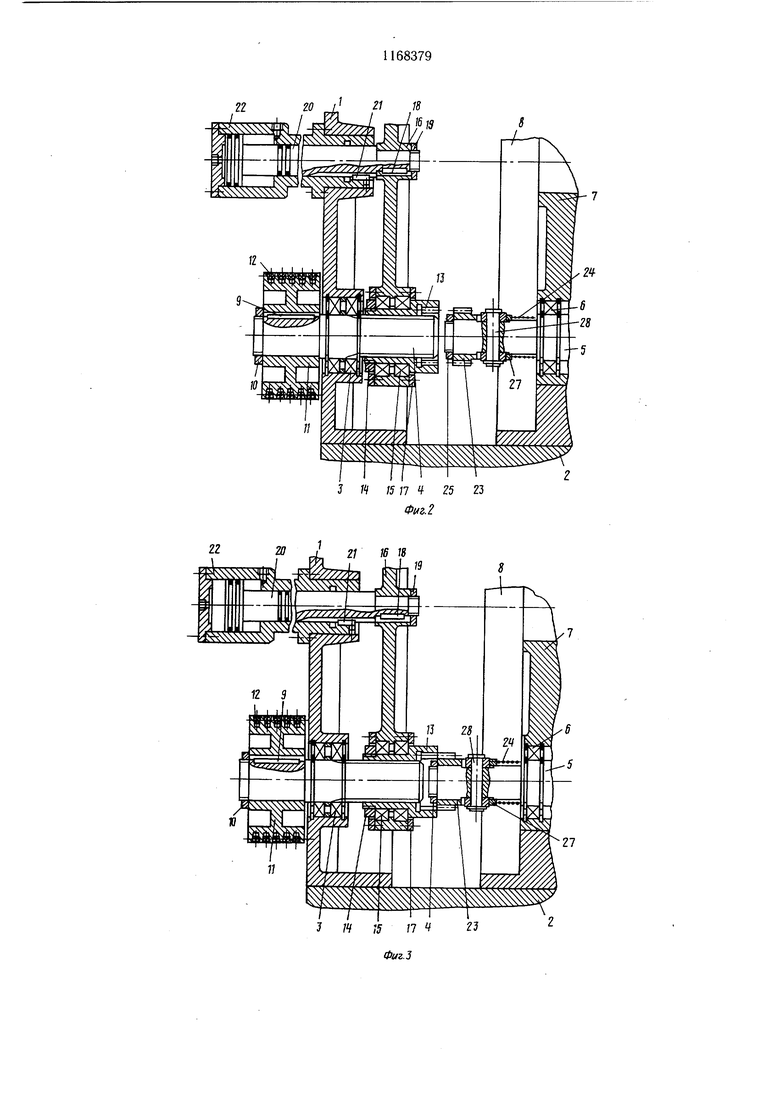
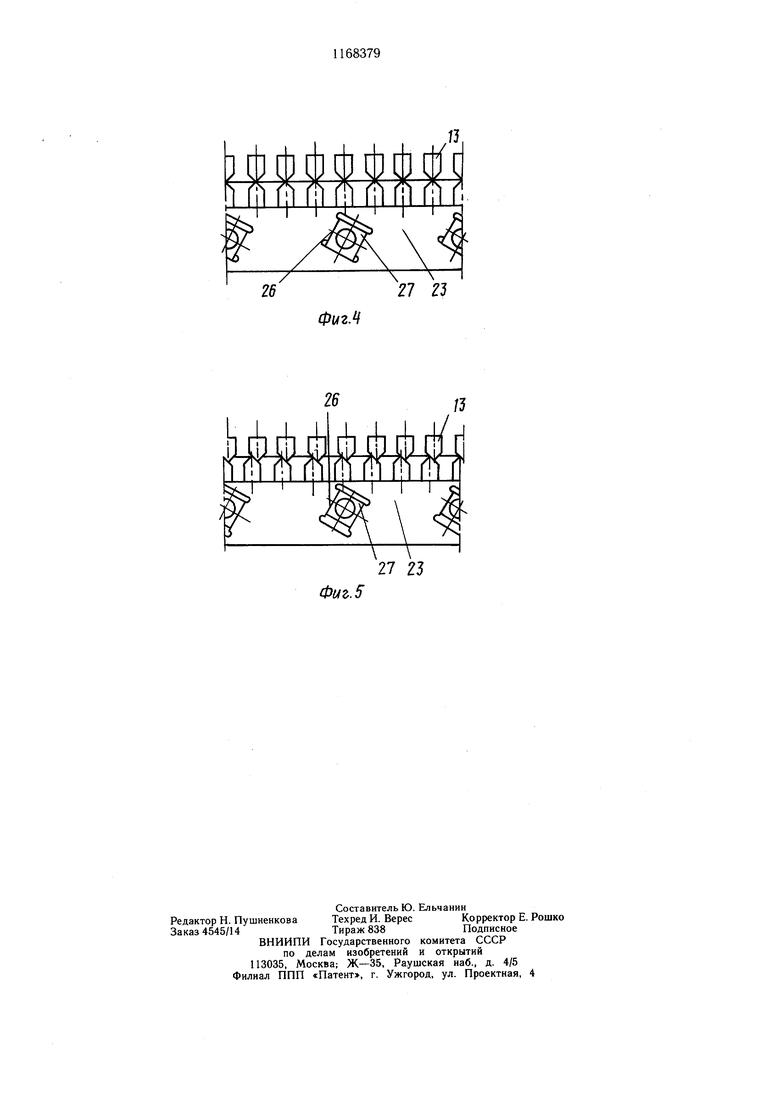
На фиг. изображена стойка многошпиндельного станка со стороны независимых приводов шпинделей, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1 (при отключенных приводах от шпинделей); на фиг. 3 - разрез А-А на фиг. 1 (при натыкании вершин зубьев ведущей и ведомой зубчатых полумуфт друг на друга; на фиг. 4 - развертка по делительной окружности ведущей и ведомой зубчатых полумуфт на фиг. 3; на фиг. 5 - развертка по делительной окружности ведущей и ведомой зубчатых полумуфт на фиг. 3 после поворота ведомой зубчатой полумуфты.
Привод шпинделей токарного многошпиндельного станка содержит стойку 1, установленную на станине 2, на подшипниковых опорах 3 смонтированы валы 4, соосные со щпинделями 5, установленными на подшипниковых опорах 6, расположенных в расточках шпиндельного барабана 7, имеющего возможность периодического поворота в расточке корпуса щпиндельного блока 8, неподвижно установленного на станине 2.
На валах 4 посредством шпонок 9 и гаек 10 жестко закреплены щкивы 11, через ремни 12 связанные с независимыми приводами вращения шпинделей 5. На шлицевом конце валов 4 установлены с возможностью осевого возвратно-поступательного перемешения ведущие зубчатые полумуфты 13, на которых установлены закрепленные на них гайками 14 подшипники 15, сидящие в расточках диска 16 и зафиксированные в нем крышками 17.
Диск 16 посредством шпонки 18 и гайки 19 неподвижно закреплен на имеющем возможность осевого возвратно-поступательного перемещения щтока 20, сориентированном шпонкой 21 в гидроцилиндре 22, неподвижно закрепленном в стойке 1.
На конце шпинделей 5 смонтированы с возможностью аксиально-поворотного перемещения относительно шпинделей 5 ведомые зубчатые полумуфты 23, пружинами 24 поджатые к гайке 25.
Ведомые зубчатые полумуфты 23 снабжены двумя диаметрально расположенными к их продольной оси пазами 26 ограниченной длины, которые при взаимодействии с сухарями 27, сидящими на осях 28, неподвижно закрепленных в щпинделях 5, могут обеспечить аксиально-поворотное перемещение ведомых зубчатых полумуфт 23 относительно шпинделей 5, причем паз 26 выполнен такой длины, что зазор между торцом паза 26 и сухарем 27, взаимодействующим с пазом, меньще отношения окружного шага зубьев зубчатого элемента к синусу угла наклона паза к продольной оси зубчатого элемента.
, Привод шпинделей работает следующим образом.
После поворота щпиндельного барабана
7в расточке корпусе шпиндельного блока
8в следующую позицию обработки изделия подается давление в левую полость
О гидроцилиндра 22, под действием которого перемещается щток 20 с жестко закрепленным на нем диском 16, вместе с ведущими .зубчатыми полумуфтами 13 по шлицевому концу валов 4 при перемещении вводятся
5 ведущие полумуфты 13 в зацепление с ведомыми полумуфтами 23, сидящими на концах шпинделей 5.
В случае попадания зубьев ведущих полумуфт 13 во впадины между зубьями ведомых полумуфт 23 происходит беспрепятственное зацепление полумуфт, после чего осуществляется включение независимых приводов и от них вращение через ременную передачу полумуфты 13 и 23 сухари и оси 28 передается щпинделям 5.
5 V,,
При натыкании верщин заходных фасок
зубьев ведущих полумуфт 13 на вершины заходных фасок зубьев ведомых полумуфт 23 возникает аксиальное усилие, приложенное к ведомым полумуфтам 23, при этом в
0 результате взаимодействия ведомых зубчатых полумуфт 23 своими двумя диаметрально расположенными, наклонными к их продольной оси пазами 26 с сухарями 27, сидящими с возможностью поворота относительно осей 28, неподвижно закрепленных в щпинделях 5, происходит аксиальноповоротное перемещение ведомых зубчатых полумуфт относительно шпинделей 5 и сжатие пружин 24 до упора торцов пазов 26 в торцы сухарей 27, что обеспечивает сход
Q вершин заходных фасок зубьев ведущих полумуфт 13 с вершин заходных фасок зубьев ведомых полумуфт 23 и размещение зубчатых венцов обеих полумуфт в положении «зуб - впадина, после чего осуществляется включение независимых приводов и далее работа станка продолжается аналогично описанному.
Перед поворотом щпиндельного барабана 7 в расточке корпуса щпиндельного блока 8 в следующую позицию обработки изделия подается давление в правую полость гидроцилиндра 22, под действием которого перемещается щток 20 с жестко закрепленным на нем диском 16 и происходит отключение привода шпинделей 5.
Предложенный привод шпинделей токарного многошпиндельного станка обеспечивает повышение производительности при одновременном упрощении и повышении надежности конструкции.
22
J W 15 Л Ч- 25 23 Фаг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный станок для групповой клепки развальцовкой | 1981 |
|
SU1007819A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Устройство для управления перемещением кулачков токарного патрона | 1987 |
|
SU1424986A1 |
| Многошпиндельный токарный автомат | 1985 |
|
SU1292923A1 |
| Многопшиндельный автомат | 1938 |
|
SU63078A1 |
| Стенд для испытания муфт | 1979 |
|
SU847124A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| Станок для обработки отверстий сВиНТОВыМи КАНАВКАМи | 1978 |
|
SU818765A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Многошпиндельное устройство к токарному станку | 1984 |
|
SU1177060A1 |
ПРИВОД ШПИНДЕЛЕЙ ТОКАРНОГО МНОГОШПИНДЕЛЬНОГО СТАНКА, содержащий установленный в шпиндельном блоке поворотный шпиндельный барабан со шпинделями, имеющими независимые механизмы вращения, которые включают расположенные в корпусе шпиндельного блока ведущие зубчатые полумуфты и ведомые зубчатые полумуфты, установленные на шпинделях с возможностью осевого перемещения, отличающийся тем, что, с целью повышения производительности при одновременном упрощении конструкции, на каждой ведомой зубчатой полумуфте выполнен наклонный паз, а каждый шпиндель снабжен неподвижным сухарем, размещенным в упомянутом пазу полумуфты, при этом зазор между торцом паза и сухарем меньше отношения окружного шага зубьев полумуфты к синусу угла наклона паза к оси шпинделя. (Л О) сх оо | QO
| Проспект фирмы Gildemester (ФРГ) на станок мод | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
