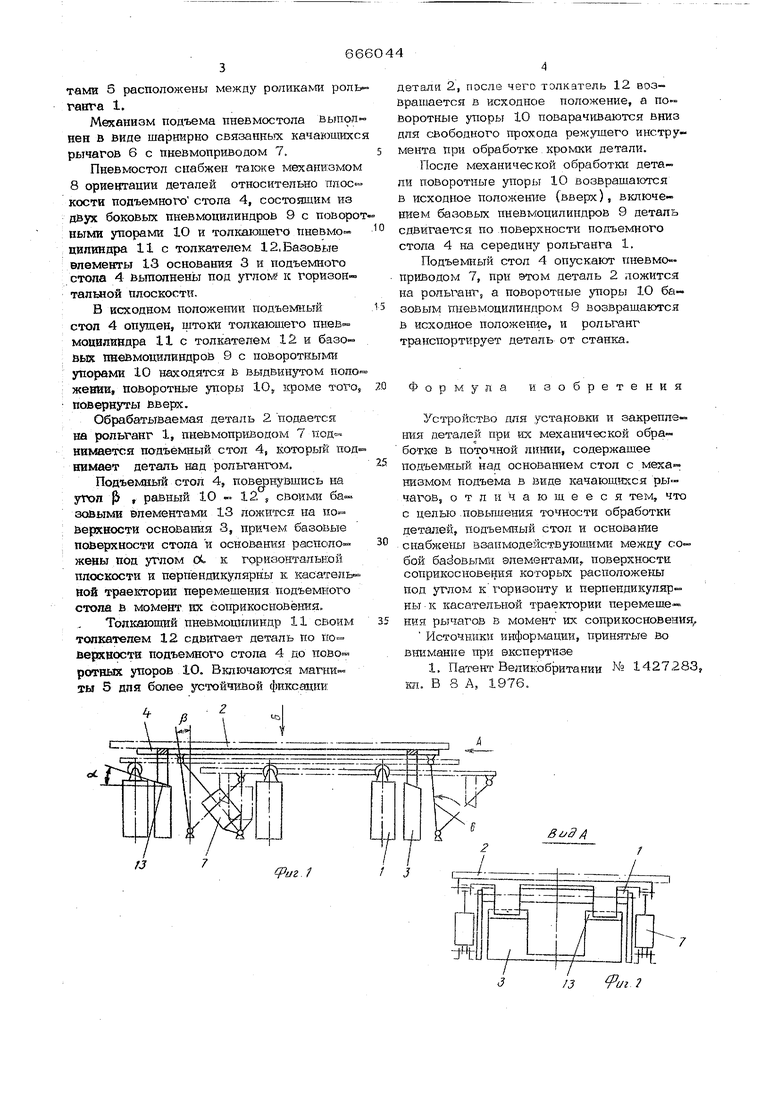
(54) УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ тами 5 расположены между роликами роп Ганга 1, Механизм подъема пневмостола выпо нен в виде шаршрно связанных качаюитх рычагов 6 с пневмоприводом 7. Пневмостол снабжен также механизмо 8 ориентации деталей относительно плос кости подъемного стола 4, состоящим из двух боковых пневмоцилиндров 9 с повор ными упорами 10 и толкающего пневмоцвпиндра 11 с толкателем 12. Базовые влементы 13 основания 3 и подъемного стопа 4 вьгаолнены под углоь к горизонтальной плоскости, В исходном положении подъемный стол 4 опущен, штоки толкающего пневмоципивдра 11с толкателем 12 и базовых тшевмодилиндров 9 с поворотными упорами 10 находятся в выдвинутом поло жешн, поворотные упоры 10, кроме того повернуты вверх. Обрабатываемая деталь 2 подается на ропьгакг 1, пневмоприводом 7 под. нимается подъёмный стол 4, который под нимает деталь над рольгангом. Подъемный стоп 4, повернувщись на угол , равный 10 «. 12 , своими ба зовьтми элементами 13 ложится на поверхности основания 3, причем базовые поверхности стола и основания расположены под углом pt к горизонтальной плоскости и перпендикулярны к касатепь вой траектории перемещения подъемного стона в момент их соприкосновения. Толкающий пневмошгаиндр 11 своим топкатепем 12 сдвигает деталь по поьерхвоста подъемного стола 4 до пово« ротвых упоров 10. Включаются магниты 5 для более устойчивой фиксации
иг 1
А
/ J детали 2, после чего толкатель 12 возвращается в исходное положение, а поворотные упоры 10 поварачиваются вниз для свободного прохода режущего инструмента при обработке кромки детали. После механической обработки детали поворотные упоры 10 возвращаются в исходное положение (вверх), включением базовых пневмопилиндров 9 деталь сдвигается по поверхности подъемного стола 4 на середину рольганга 1. Подъемный стол 4 опускают пневмоприводом 7, при этом деталь 2 ложится на рольганг, а поворотные упоры 10 базовым пневмоцилиндром 9 возвращаются в исходное положение, и рольганг транспортирует деталь от станка. Формула изобретения Устройство для установки и закрепления деталей при юс механической обра ботке в пот очной линии, содержащее подъемный над основанием стол с механизмом подъема в виде качающихся рычагов, отличающееся тем, что с целью повьпиения точности обработки деталей, подъемный стол и основание снабжены взаимодействующими между собой базовыми элементами, поверхности соприкосноверея которых расположены под углом к горизонту и Перпендикулярны к касательной траектории перемещения рычагов в момент их соприкосновения. Источники информации, принятые Во внимание при экспертизе 1. Патент Великобритании № 1427283, кл. В 8 А, 1976.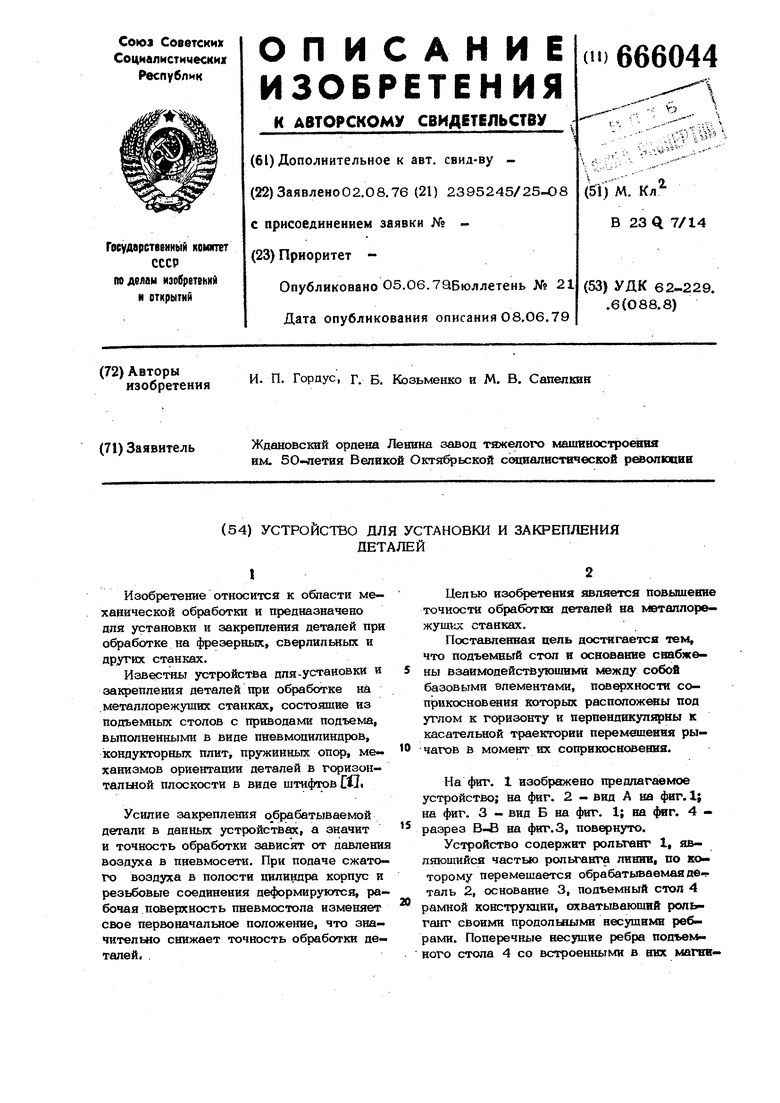
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УКЛАДКИ в СТОПУ плоских | 1973 |
|
SU393177A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Устройство для загрузки заготовок и установки штампов в рабочую зону пресса | 1984 |
|
SU1175596A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
13 ui. 2
Р/У//// ;
vl
//
fPui: 3
ОЗшЛ
