1
Изобретение относится к обработке металлов давлением, в частности к станам для продольно-винтовой прокатки сверл и других осесимметричных режущих инструментов с винтовой поверхностью.
Известен стан для продольно-винтовой прокатки изделий типа сверл, содержащий установленные в станине рабочие валки, привод вращения рабочих валков с промежуточным валом, параллельным оси прокатки, заднюю проводку, параллельную оси прокатки, а также наклонный лоток для отвода изделий, имеющий рабочую поверхность, уменьшающуюся по ширине по мере удаления от проводки 1.
Угол наклона лотка превышает угол трения (сцепления) сверла с поверхностью лотка, что и обеспечивает движение прокатанных сверл. Большая ширина профиля приемной части лотка, расположенной непосредственно под проводкой и воспринимающей из нее прокатанное сверло, соответствует его длине, а малая ширина противоположной части лотка на выходе из стана соответствует диаметру сверла, так как за счет смещения центра тяжести к хвостовой части сверло поворачивается на лотке на угол до 90° и перемещается хвостом вперед в боковом (поперечном) направлении.
Такая конфигурация лотка с многократным уменьшением его ширины в направлении движения сверла обусловлена ограниченным пространством для размещения лотка.
При различных и практически неизбежных неблагоприятных технологических воздействиях, в особенности повышении сцепления прокатанных сверл с поверхностью лотка, поворот сверла на широкой приемной части лотка нередко запаздывает и оно застревает в суживающейся части лотка, что приводит к нарушению работы и снижению производительности стана.
Целью изобретения является повышение надежности отвода изделий.
Поставленная цель достигается за счет того, что предлагаемый стан снабжен механизмом для периодического встряхивания лотка, выполненным в виде расположенного на промежуточном валу привода кулачка с ударным элементом, имеюшим возможность взаимодействия с лотком, при этом лоток установлен с возможностью :пбворота вокруг оси, параллельной оси прокатки. Ударный элемент выполнен в виде ролика. На фиг. 1 показан предлагаемый стан; на фиг. 2 - вид по стрелке А на фиг. 1. Наклонный лоток 1 установлен поворотно на оси 2, параллельной оси прокатки . Один конец лотка расположен под задней проводкой 3, его средняя часть - над валом 4 системы привода валков 5, а другой конец - над сборником 6 сверл или сопряжен с другим лотком, направленным в сборник. Ударный, элемент 7 выполнен в виде ролика, установленного поворотно на оси 8, параллельной оси прокатки и закрепленной на кулачке, расположенном на валу 4. Стан работает следующим образом. При работе стана вал 4 с ударным элементом 7 вращаются против часовой стрелки, задняя проводка 3 перемещается вдоль оси О-О прокатки. В определенных положениях валков 5 и проводки 3 прокатанное сверло выбрасывается из нее на широкую приемную часть лотка 1, который под воздействием ударного элемента 7 поворачивается на оси 2 по часовой стрелке, а затем под воздействием собственного веса или пружины (на чертеже не показана) - против часовой стрелки, совершая резкое поворотное колебание. Сверло при этом быстро поворачивается и перемещается по лотку в сборник 6 Частота поворотных колебаний лотка Определяется количеством и скоростью вращения ударных элементов, амплитуда - конструктивными параметрами и настройкой системы. Соответствующей настройкой взаимо ШЛбжений ударного элемента и валков исключаются колебания лотка и, следовательно, вибрация в момент прокатки, что повыщает ее точность.
667306 Выполнение ударного элемента в виде поворотного ролика повышает его срок службы и работоспособность системы. Параллельность осей поворота лотка и вращения ударного элемента обеспечивает их перем.е щение в параллельных плоскостях, перпендикулярных оси прокатки, что исключает побочное горизонтальное усилие в системе, повышая ее работоспособность. Предлагаемый стан позволяет повысить надежность отвода сверл без усложнения конструкции и увеличения ее ra6apHtOB, обеспечить свободный доступ ко всем регулируемым узлам стана. Эксплуатация стана приэтом облегчается, а работоспособность повышается. Формула изобретения 1. Стан для продольно-винтовой прокатки изделий типа сверл, содержащий установленные в станине рабочие валки, привод вращения рабочих валков с промежуточным валом, параллельным оси прокатки, заднюю проводку, параллельную оси прокатки, а также наклонный лоток для отвода изделий, имеющий рабочую поверхность, уменьщающуюся по щирине по мере удаления от проводки, отличающийся тем, что, с целью повышения надежности отвода изделий, он снабжен механизмом для периодического встряхивания лотка, выполненным в виде расположенного на промежуточном валу привода кулачка с ударным элементом, имеющим возможность взаимодействия с лотком, при этом лоток установлен с возможностью поворота вокруг оси, параллельной оси прокатки. 2. Стан- по п. 1, отличающийся тем, что удар«ый элемент выполнен в виде ролика. Источники информации, принятые во внимание при экспертизе 1. Ав.торское свидетельство СССР № 136700, кл В 21 Н 9/00, 1960.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| МНОГОВАЛКОВЫЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU302144A1 |
| Стан для прокатки спиральных сверл | 1987 |
|
SU1433606A1 |
| Стан для продольно-винтовой прокатки сверл | 1989 |
|
SU1738452A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| ОБЪЕДИНЕННЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2636792C2 |
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
| Способ винтовой прокатки спиральных сверл | 1960 |
|
SU132183A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Задний стол стана поперечно-винтовой прокатки | 1989 |
|
SU1713705A1 |
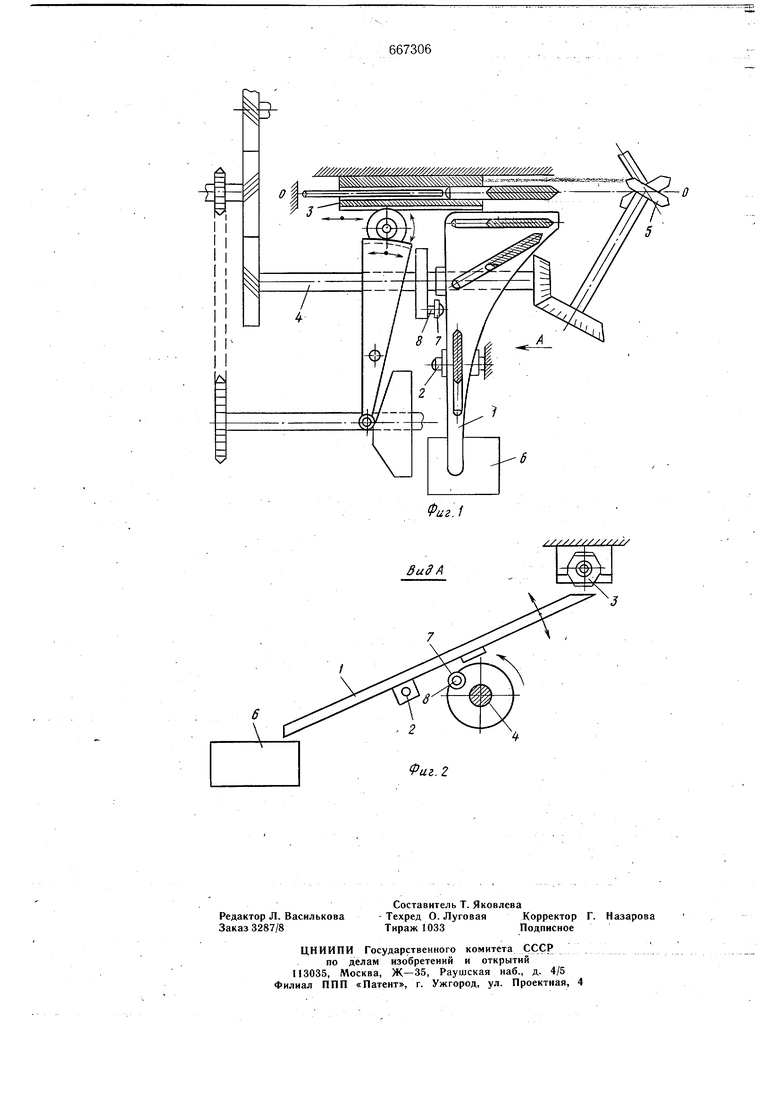
В ид А
Фиг.2
