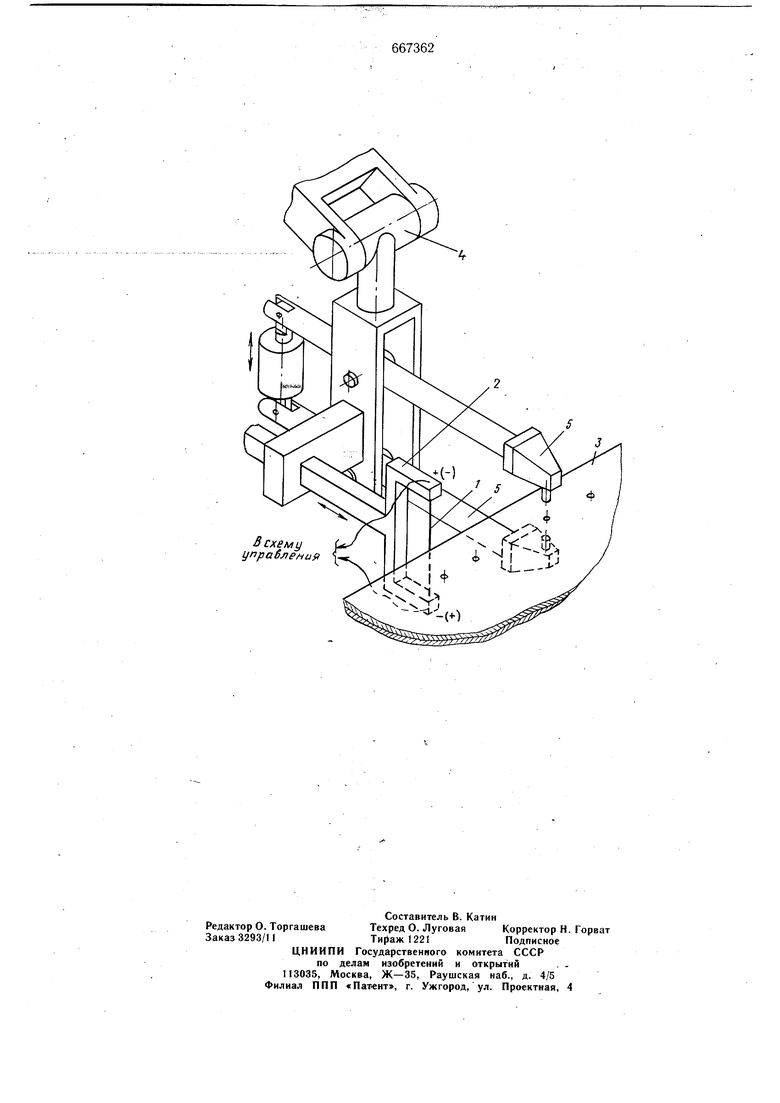
(54) СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ КРОМКИ ИЗДЕЛИЯ ОТНОСИТЕЛЬНО РАБОЧЕГО ОРГАНА ПРОМЫШЛЕННОГО РОБОТА координате судят по моменту нзменения одного из измеряемых электрических параметров, например тока или напряжения, проводника. О положении кромки по второй координате судят после соприкосновения кромки и проводника путем сравнения результатов измерения одного из электрических параметров, получаемых при пропускании тока в прямом и обратном направлениях, что необходимо для исключения влияния сопротивления контакта между проводником и изделием. На чертеже изображено устройство для осуществления способа. В предлагаемом способе измерительный инструмент в виде высокоомного проводника, подключенного к источнику напряжения и ориентированного перпендикулярно плоскости изделия, перемещают в направлении кромки изделия. После соприкосновения проводника с кромкой, фиксируемого моментом падения напряжения в цепи питания проводника, пере.мещение последнего прекращают и измеряют величину произведенного перемещения. Результат измерения определяет положение кромки по одной координате. После соприкосновения проводника с кромкой измеряют также величину напряжения или тока в проводнике, затем изменяют полярность на концах проводника, снова измеряют величину напряжения или тока в проводнике и по разности результатов измерения судят о положении кромки по второй координате. Высокоомный проводник 1 закреплен двумя концами в вилке 2, ориентирован перпендикулярно плоскости изделия 3. Вилка 2 установлена на руке 4 робота, несущей рабочий орган 5, с возможностью перемещения в направлении изделия 3 относительно руки 4 робота. К концам проводника 1 приложено напряжение, а в цепи протекания тока установлены .приборы для определения одного из электрических параметров, а также схема сравнения, связанные с приводами осей координат руки.4 робота. . Устройство для определения положения кромки работает следующим образом. Перемещают вилку 2 с проводником 1 в направлении изделия 3. О соприкосновении проводника с изделием 3, т. е. о положении изделия 3 относительно руки 4 по одной координате, судят по моменту изменения одного из измеряемых электрических параметров, например тока, в проводнике 1. Изменение величины тока в момент соприкосновения произойдет потому, что ток протекает только через часть проводника 1 и замыкается на источник через изделие 3. В момент изменения тока прекращает перемещение вилка 2 в направлении изделия 3. Положение кромки изделия 3 по одной координате относительно руки 4 робота определяют по величине перемещения вилки 2 относительно руки 4. Для определения второй координаты кромки ток через проводник 1 пропускают в обратном направлении, снова измеряют его величину и сравнивают с величиной, полученной для прямого направления. Так как при протекании в обратном направлении электрическая цепь замыкается через вторую часть проводника, защунтированную при первом измерении изделием, то величины тока будут различными, если точка соприкосновения находится не в середине проводника. Разность между измеряемыми значениями тока пропорциональна величине смещения кромки изделия по второй координате. Результат измерения этой разности используют для коррекции положения рабочего органа относительно изделия. Предлагаемый способ может быть использован в промыщленных роботах, например для контактной точечной сварки, при определении положения свариваемых кромок, если положение изделия при его подаче на рабочую позицию нестабильно. Смещение же изделия от запрограммированной траектории перемещения клещей приводит к дополнительной нагрузке на механизмы робота за счет сил деформации изделия, преждевременному износу инструмента и снижению качества сварки. Предлагаемым способом можно определить две координаты положения кромки относительно рабочего органа с помощью одного измерительного инструмента. Формула изобретения Способ определения положения кромки изделия относительно рабочего органа промыщленного робота, при котором осуществляют программное перемещение в направлении изделия рабочего органа с измерительным инструментом в виде проводника тока, ориентированного поперек плоскости заземленного изделия, и определяют одну координату изделия по моменту соприкос,новения проводника с его кромкой путем измерения электрического параметра проводника, отличающийся тем, что, с целью одновременного определения двух координат посредством одного измерительного инструмента, пропускают ток в прямом и обратном направлениях и другую координату определяют по величине разности результатов измерения электрического параметра, полученных для прямого и обратного направлений протекания тока. Источники информации, принятые во внимание при экспертизе 1.Авторской свидетельство № 440248, кл. В 25 i 9/00, 1974. 2.Камыщный Н. И. Автоматизация загрузки станков, М., Изд-во «Мащиностроение, 1977, с. 119-120.
В схему упра6лени{
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения положения кромки изделия относительно рабочего органа промышленного робота | 1977 |
|
SU727420A1 |
| Устройство для автоматического наведения оси сварочного инструмента на линию стыка при сварке пространственных швов | 1979 |
|
SU863227A1 |
| Способ программного управления промышленным роботом | 1977 |
|
SU673398A1 |
| Способ измерения параметров расположенияКРОМОК СТыКА | 1978 |
|
SU804276A1 |
| Способ программного управления промышленным роботом для точечной сварки | 1977 |
|
SU617206A1 |
| Устройство для автоматической сварки иНАплАВКи СлОжНыХ пОВЕРХНОСТЕй | 1979 |
|
SU804278A1 |
| Схват промышленного робота | 1984 |
|
SU1291389A1 |
| АДАПТИВНЫЙ МОБИЛЬНЫЙ ПРОСТРАНСТВЕННЫЙ РОБОТ-МАНИПУЛЯТОР И СПОСОБ ОРГАНИЗАЦИИ ДВИЖЕНИЙ И КОНТРОЛЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ И ГЕОМЕТРИЧЕСКОЙ ФОРМЫ КОНТАКТИРУЕМОЙ ПОВЕРХНОСТИ И ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ С ЕГО ПОМОЩЬЮ | 2009 |
|
RU2424893C2 |
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННЫХ РОБОТОВ | 2011 |
|
RU2466858C1 |
| Устройство для программного управления промышленным роботом для контактной точечной сварки | 1977 |
|
SU617207A1 |