.: .. ,
Изобретение относится к области сварки, а нменно к конструкции агрегата для сварки продольных балок преимущественно из легированных сталей коробчатого сечения, Известен агрегат для сварки продольных балок, нрёнмущественно из пегнрованньгх сталей коробчатого сечения, содержащий смонтированные на основании канто1ватель свариваемой балки вокруг ее продольной оси и перемещаемый от привода по рельсам вдоль балки портал с двумя сварочными головками, каждая головка вшолнена в виде приводной каретки для поперечного перемещения. электрода относительно свариваемой балки и выдвижной щтдаги для перемещения электрода в направлении, перпендикулярном основанию, а также снабжена стабилизаторами направления здектродов вдоль свариваемых кромок балок 1.
Недостатком известного агрегата является то, что он не обеспечивает высокого качества свариваемых балок, так как в них велики 6сУаточные деформации.
Целью изобретения является создание такой конструкции агрегата, которая позволила бы
Повысить качество свариваемых балрк благодаря умеш.шения в някрттрчных деформаций.
Указанная цель достигается тем, что агрегат оснащен устройством для ноДотрёва балки в процессе сварки, ра ёщеиным в йоловании
сбоку от рельс дяя перемещения порила и ниже их уровня, прИ этом , устройство для но;-. догрева балки в процессе сварки выполнено в виде последовательно установленных нагревателя газа, веНтилятора и трубопроводов, нодсоеданенньп к концам свариваемой балки. Нагреватель та вьиюлнеи в виде ра млещенных вплотную к лруту в кожухе трубок коробчатого сеченИя, внутри каждой из которых па;раллельн6 оси нафеватгеля газаустановлен нагревательНый элемент.
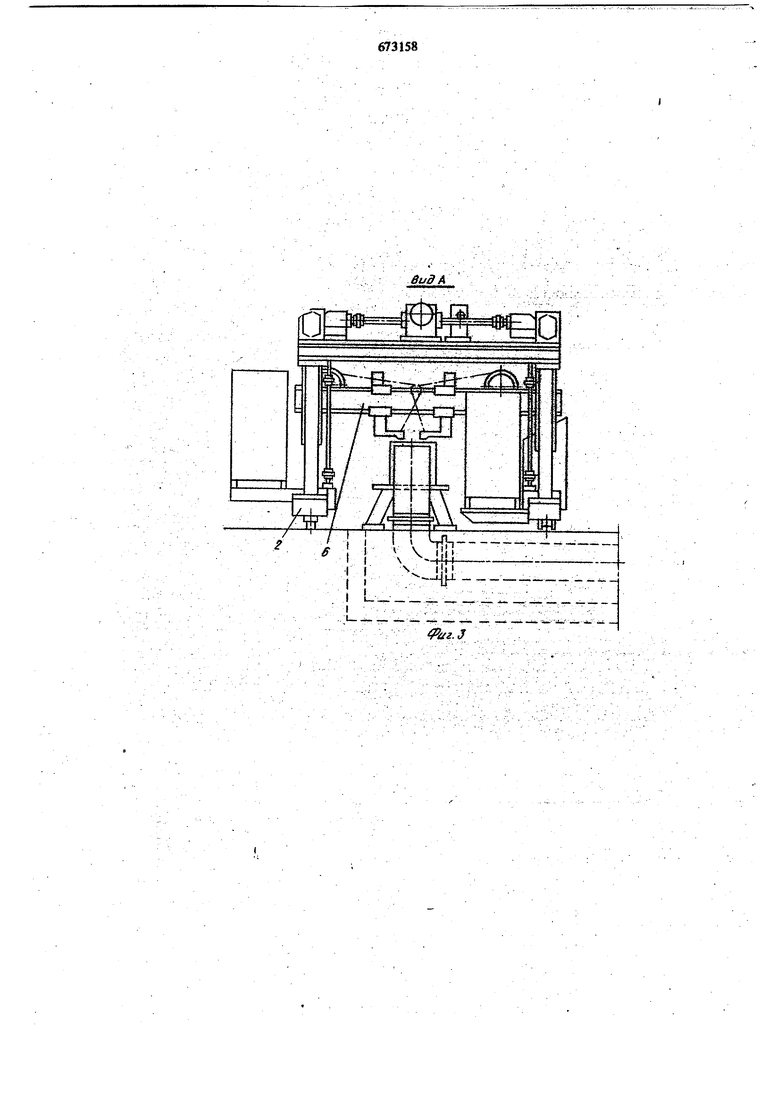
На фиг. 1 изо аясёи предлагаеКп. агрегат, вид сбоку с частИадым Выровом; на фиг. 2 ТО же, но вид сверху; на фиг. 3 - вид А
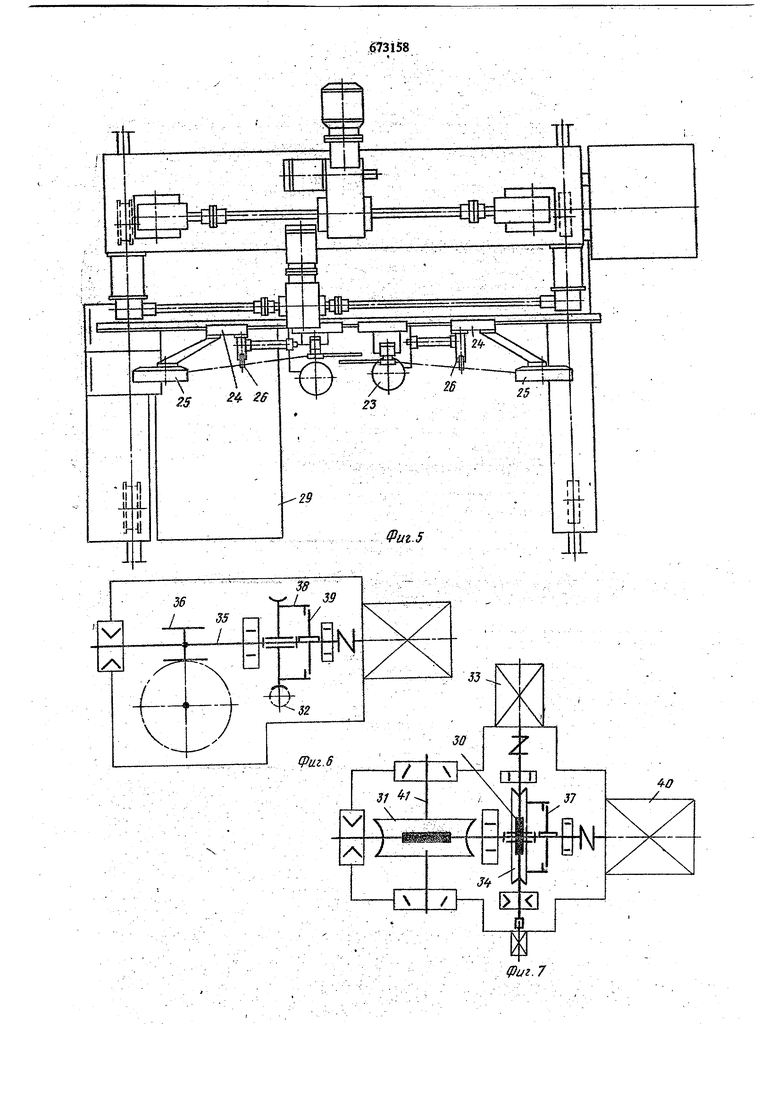
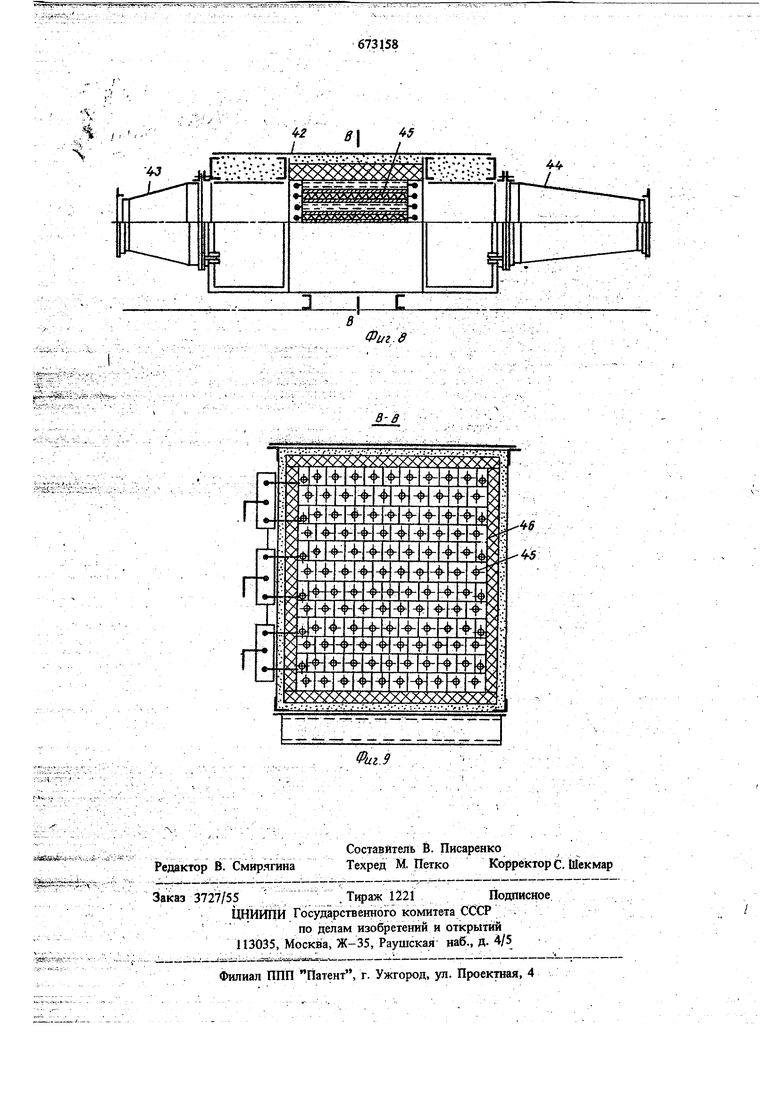
фиг. 1; на фиг. 4 - Вид Б фиг. 1; на фиг.5 то же, но вид сверху; на фиг. 6 - схема узла привода перемещения портала со .сварочной и холостой скоростями; на фиг. 7 - то же, но ид вверху; На фиг. 8 - продольное сечение
устройства для подогрева балки впроцессе сварки; на фиг 9 -сечение В-В фиг. 8. ;
Агрегат для сварки продольных балок содежнт рснование Ь tia котором размещен портал 2, перемещаемый от фивода 3 перемещений со сварочной и холостой скоростями по рельсам 4. Портал 2 содержит привод 5 перемещения поперечной балки 6. Агрегат содержит устройство 7 для подогрева балки в процессе сварки, расположенное в основании 1 (ку от рельс 4.
Устройство 7 для подогрева лки в процессе сварки с двух сторон соединшо трубопроводами 8 со свариваемой балкой 9. В устройство 7 входит вентилятор 10. Свариваемая балка 9 закреплена в кантователе, состояо м из двух вращателей 11 и 12, которые taK же как н подвижный портал 2 расположены на рельсах 4. .
Поперечная балка 6 устаиовпена на вертикальных направляющих 13. На поперечной балке 6 установлены суппорты 14, ыа которьйс расположены механизмы 15 для электродной проволоки 16, направляющие узлы 17, держатели 18 двух сварочных головок 19, плавающие упоры 20, снабженные прижимами 21, упоры 22 направления электрод юи прово йоки 16 и сборники 23 флнхя. Kpoitfe тогЪ, возле суппортов 14 на поперечной балке 6 установлены хомуты 24 с закрепленными н них магазинами 25 и кондукторами 26 электродной проволоки, а также сервомоторами 27, соединенными с суппортами 14. ,
С левой стороны подвижного портала 2 закреплена аппаратура 28 управлеййятёхлйлогическим процессом сварки и площадка 29 для оператора. Привод 3 пе емещення портала со сварочной и холостой скоростями Состоит из двух червячных передач 30 и 31, червяк 32 которого получает вращеггае от двигателя 33 йbCt6яiЁйpгo тЬка, а его червячное колесо 34 посажено на вал 35 червяка 36. Муфта 37, например электромагнитная, одной половинкой 38 соединена и червячным колесом 34, а второй половинкой 39 - с валом 35 червяка 36, который передает сдвигателя 40 переменного тока вращение на вал 41 второй червячной передачи 31. С Вала 41 вращение передн тся на портал 2..
Устройство 7 для подогрева балки в процессе сварки состоит из кожуха 42, заканчивающегося двусторонними удлиненными фланцами 43 и 44 и комплекта нагрёь1тёЙ1ЙТх элементов 45; размещенных в керамических трубах 46 коробчатого сбчения, расПоложён1й гх . - Х ВДОЛЬ оси нагревателя /. .
Предлагаемый агрегат работает сМ1ВД {Цим образом..
После установки свариваемой балки 9 на вращателях 11 и 12 трубопроводы 8 соединяЬтся С устройством 7 для нагрева балки в (Процессе с варки, которое включается. Последовательное опёрфовшше соответствующими кнопками пультов управления аппаратуры 28 приводит к ойусканию поперечной балки 6 до соприкосновения 20 и 22 сварбчйЫх: головок IS с повёрхнрстяло свариваемой балки 9. В это время сервомоторы 27 обеспечивают перемещение суппортов 14 к свариваемой балке 6, которые в продолжение хода сварки вьщерживают электродные проволоки 16 относительно шцфавлешга сварки.
Йа {федаагаемом агрегате возможна также сварка балок криволинейной формы.
Электродная тфоволока 16 находится в магазиЁах 25, закрепленных на хомутах 24. Электродная провойока через кондукторы 26 механизмами 15 для подачи подводится к сварочным головкам 19, а флюс находится в сборниках 23. OrtepaTop, обслуживающий arperat во время процесса сварки, находится на площадке 29 и все время контролирует ход процесса. Управление рабочей скорость сварки, . являющейся бесступенчатой и холостой скоростью перемещения портала, а также остальШЫа йа1рамётрами сйарки, в том числе током сварки, производатся оператором на аппаратуре 28. ., , Благодаря нагреву свариваемой балки в процессе сварки обеспечивается высокое качество сварных соединений, а также минимальная деформация балки после сварки. Кроме того, достигнута высокая производительность процесса Щ1И минимальных затратах труда и энергии.
В результате сварки на предлагаемом агрегате балки сечением 400 х 400 и длиной 10 м, ее прямолинейность обеспечивается в пределах до 2 .мл4.
Ф 6 р м у л а и 3 о б |) е т е Н и я
1. Агрегат доя сйарки про ольньк,балок йрёй1иуШественн6 из легированных сталей коробчатого сечения, содержащий смонтированные на оснований кантователь свариваемой балки вокруг ее продольной- оси и перемещаемый of привода по рельсам вдоль балки портал с . двумя сварочными гбловками, каждая из которых вьшойн на в виде приводной каретки для поперечного леремещения электрода OTHO-I с.тгльно свариваемой балки и вьщвижной штанги для перемещения электрода в направлении, перпендикулярном основанию, а также снабжена стабилизаторами направления электродов вдоль свариваемьЬс кромок балок, отличающийся тем, что, с целью повышения качества свариваемых балок путем уменьшения в них Остаточный .деформаций, он снабжен устройством для подогрева балки IB процессе сварки, выполненным в виде последовательно установленных нагревателя газа, вентилятора и трубопроводов, подсоединенных к концам свартваемой балки, и размещениым в основании сбоку от рельс ддя перемещения портала и ниже их уровня.
2. Агрегат по п. 1, о т л и ч а ю щ и и с я тем, что нагреватель газа вьшолнен в 9Иде трубок коробчатого сечения, размещенньп вплотную друг к другу в кожухе, внутри каждой такой трубки параллельно оси нагревателя газа установлен нагревательный элемент.
Источники информации, принятые во внимание при экспертизе
1. Куркин С. А. Техиология. изготовления свиных конструкций, атлас чертежей. Машгиз, М., 1962, с. 52, фиг. Ш-28,
аг.З J I С Фиг.е

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| СПОСОБ СВАРКИ РАМЫ МИКРОАВТОМОБИЛЯ КАРТ | 2023 |
|
RU2825352C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| Агрегат для сборки и сварки элементовпРОдОльНОгО пРОфиля K пОлОТНищу | 1979 |
|
SU848227A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ | 2006 |
|
RU2314184C1 |
| Установка для сборки и сварки изделий коробчатого сечения | 1991 |
|
SU1816617A1 |