(54) КАНТОВАтеЛЬ
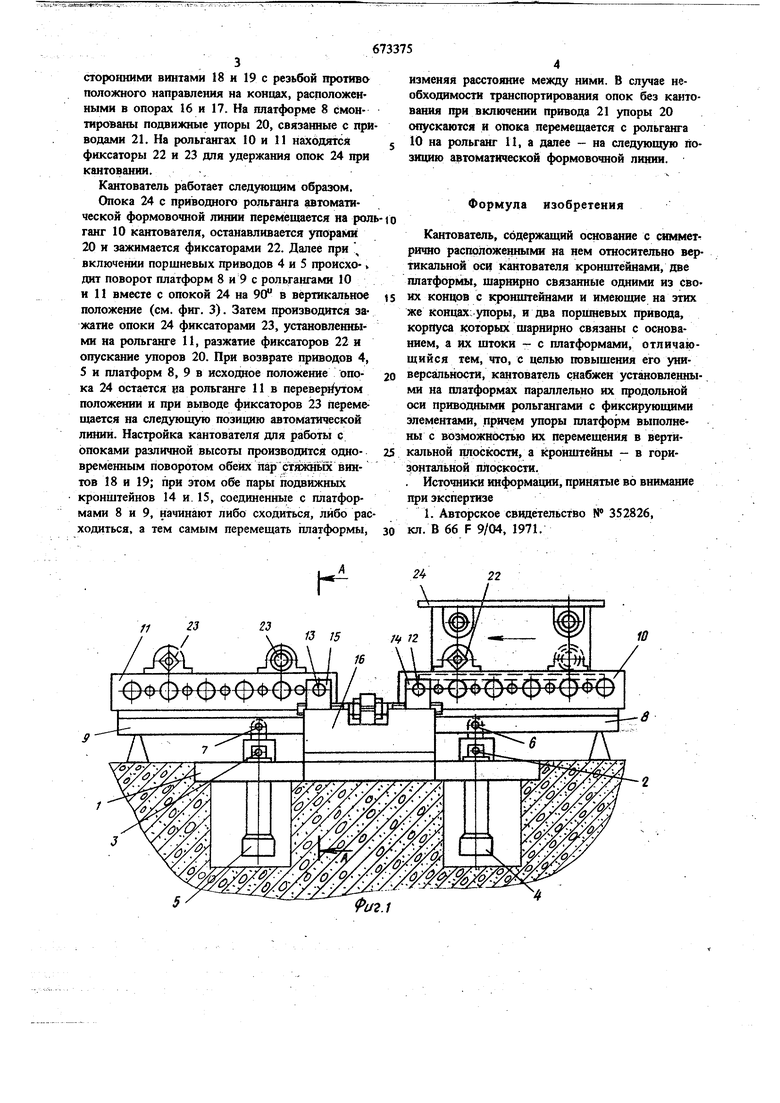
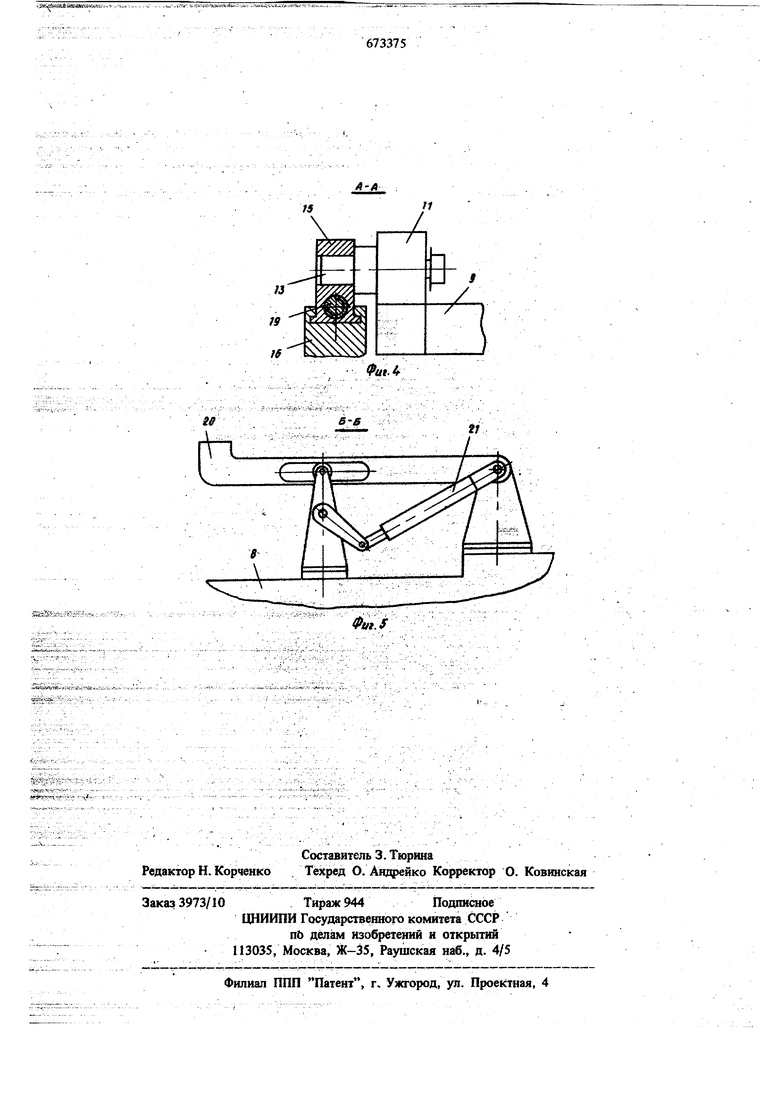
сторонними винтами 18 и 19 с резьбой противо положного направления на концах, расположенными в опорах 16 и 17. На платформе 8 смонтированы подвижные упоры 20, связанные с приводами 21. На рольгангах 10 и 11 находятся фиксаторы 22 и 23 для удержания опок 24 при кантовании.
Кантователь работает следующим образом.
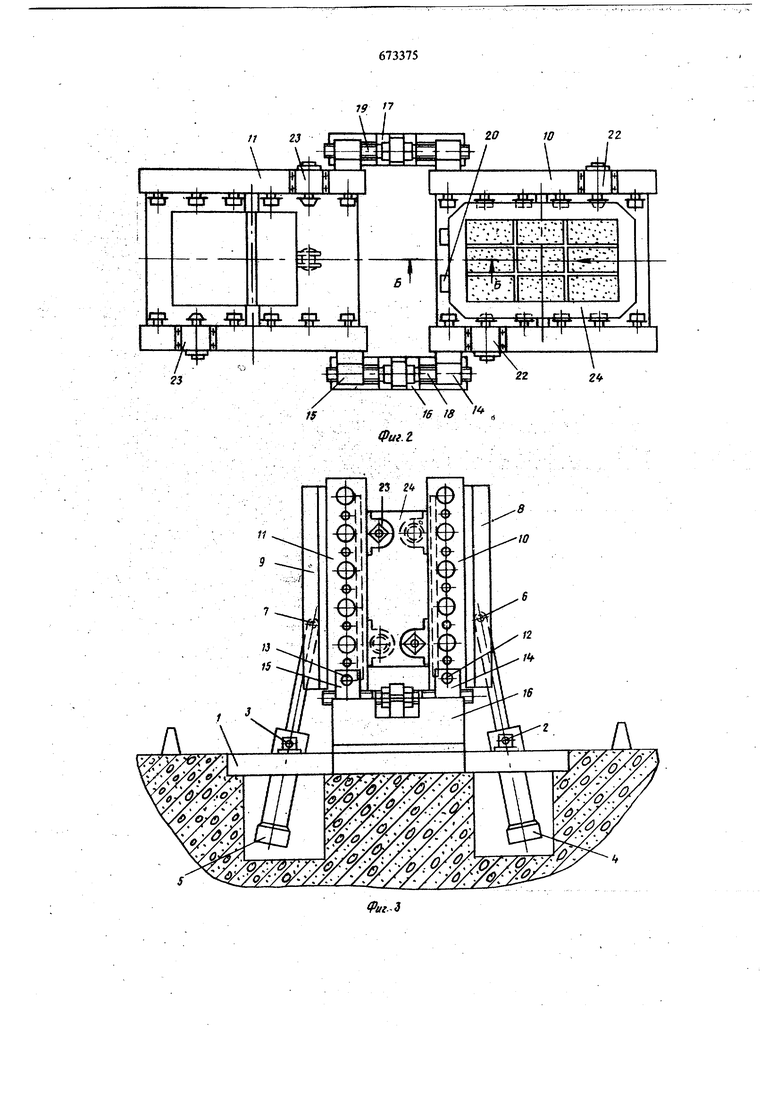
Опока 24 с приводного рольганга автоматической формовочной линии перемешается на рол Ганг 10 кантователя, останавливается упорами 20 и зажимается фиксаторами 22. Далее при , включении поршневых тфиводов 4 и 5 происхо-, дит поворот платформ 8 и 9 с рольгангами 10 и 11 вместе с опокой 24 на 90 в вертикальное положение (см. фиг. 3). Затем производится зажатие опоки 24 фиксаторами 23, установленными на рольганге 11, разжатие фиксаторов 22 и опускание упоров 20. При возврате приводов 4, 5 и платформ 8, 9 в исходное положение опока 24 остается на рольганге 11 в перевернутом положении и при выводе фиксаторов 23 перемещается на следующую позицию автоматической линии. Настройка кантователя для работы с опоками различной высоты производится одновременным поворотом обеих: пар стяжнь1х винтов 18 и 19; при этом обе пары подаижных кронштейнов 14 и. 15, соединенные с платформами 8 и 9, начинают либо сходиться, либо расходиться, а тем самым перемещать платформы,
изменяя расстояние между ними. В случае необходимости транспортирования опок без кантования при включении привода 21 упоры 20 опускаются и о1юка перемещается с рольганга 10 на рольганг 11, а далее - на следующую позицию автоматической формовочной линии.
Формула изобретения
Кантователь, содержащий основание с сммметрично расположенными на нем относительно вертикальной оси кантователя кронштейнами, две платформы, щарнирно связанные одними из своих концов с кронштейнами и имеющие на этих же Концах: упоры, и два поршневых привода, корпуса которых шарнирно связаны с основанием, а их штокн - с платформами, отличающийся тем, что, с целью повышения его универсальности, кантователь снабжен установленными на платформах параллельно их продольной оси приводными рольгангами с фиксирующими элементами, причем упоры платформ выполнены с возможностью их перемещения в вертикальной плоскости, а Кронштейны - в горизонтальной плоскости.
. Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство N 352826, кл. В 66 F 9/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1978 |
|
SU743782A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Автоматическая формовочная линия | 1980 |
|
SU910358A1 |
| Кантователь | 1986 |
|
SU1407991A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| Устройство для извлечения модели из формы | 1981 |
|
SU996093A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Автоматическая линия изготовления форм | 1977 |
|
SU670383A1 |
| Устройство для распаровки опок и установки их на позицию формовки | 1983 |
|
SU1080928A1 |
151
А-А
13
/9
ff
/
в-в
