(54) УСТРОЙСТВО ДЛЯ СБОРКИ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА ЦИЛИНДРИЧЕСКОЙ ФОРМЫ
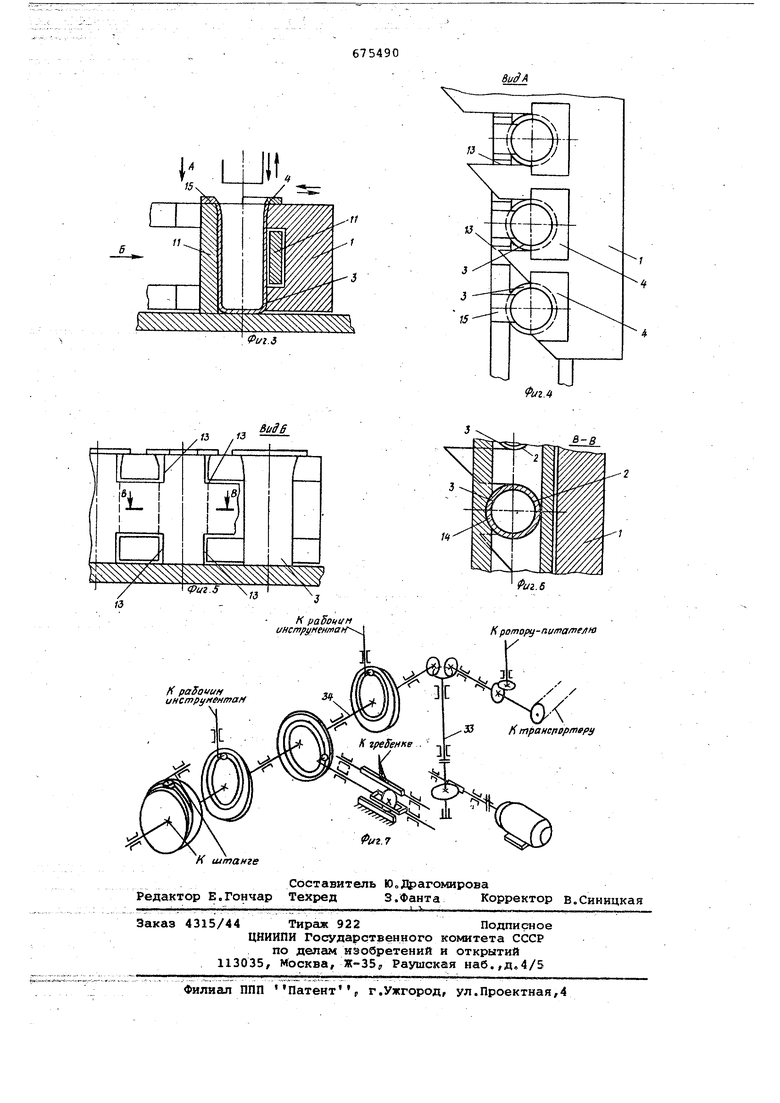
Торец 5 центрального зуба 6 гребенки 1 имеет симметричный двухсторонний срез в форме клина, зубья 7.и 8, расположенные по обе стороны от зуба б, имеют односторонние срезы, выполненные параллельно соответствующим линияг) среза центрального зуба б.
|Длина зубьев 7 гребенки 1, расположенных симметрично по отношению к
Hfliia fbHOMy зубу 5, уменьшается в направлении от центрального зуба б к боковым, причем, вершина каждого бокового зуба находится, на уровне вершины тупого угла предыдущего зуба.
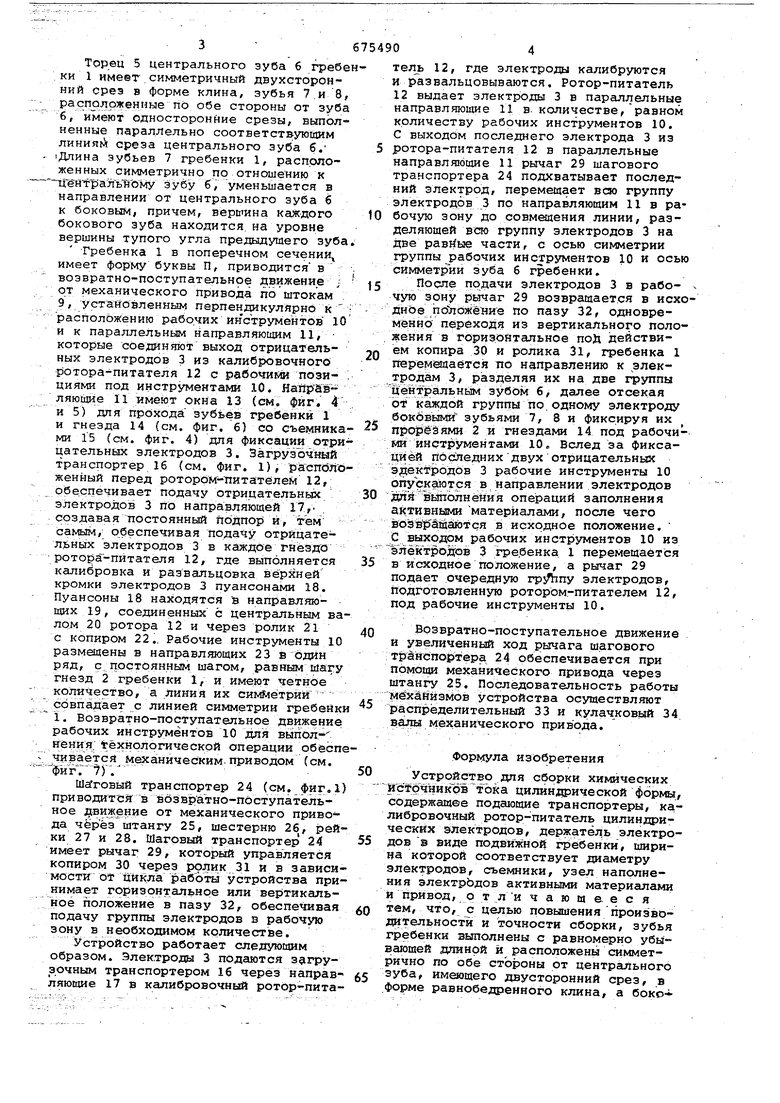
Гребенка 1 в поперечном сечении, имеет форму буквы П, приводится в : , возвратно-поступательное движение ; от механического привода по штокам 9, установленным перпендикулярно к ; расположению рабочих инструментов 10 и к параллельным направляющим 11 которые соединяют выход отрицательных электродов 3 из калибровочного ротора-питателя 12 с рабочими пози- . циями под инструментами .10. ЯаЯраВ ляющие II имеют окНа 13 (см. Фиг. 4 . и 5) для прохода зубьев гребенки 1 и гнезда 14 (см. фиг. 6) со съемниками 15 (см. фиг. 4) для фиксации отрицательных электродов 3. Загрузочный транспортер 16 (см. фиг. 1) , распбпоженный перед ротором-ттитателем 12, обеспечивает подачу отрицательных электродов 3 по направляющей 17, . создавая постоянный подпор и, Тем самым, обеспечивая подачу отрицательных электродов 3 в каждйе гнездо ротора-питателя 12, где выполняется калибровка и развальцовка верхней кромки электродов 3 пуансонами 18. Пуансоны 18 находятся в направляющих 19, соединенных с центральным валом 20 ротора 12 и через ролик 21 с копиром 22.. Рабочие инструменты 10 размещены в направляющих 23 в Один ряд, с,постоянным шагом, равным Шагу гнезд 2 гребенки 1, и имеют четн:ое количество, а линия их сиг ётрий ; совпадает с линией симметрии гребенки 1. Возвратно-поступательное движение рабочих инструментов 10 для выполнёнид технологической операции обёспе читается механическим.приводом (см.
Fr t)V
ШеГговый транспортер 24 (см. фиг.1} при водится в воз вратно-поступательное движение от механического приво да чёрёз штангу 25, шестерню 26, рейки 27 и 28. Шаговый транспортер 24 имеет рычаг 29, который управляется копиром 30 через ролик 31 и в зависимости от цикла работы устройства принимает горизонтальное или вертикальное положение в пазу 32, обеспечивая подачу группы электродов в рабочую зону в необходимом количестве.
Устройство работает следующим ; образом. Электроды 3 подаются загрузочным транспортером 16 через направляющие 17 в калибровочный ротор-питатель 12, где электроды калибруются и развальцовываются. Ротор-питатель 12 выдает электроды 3 в параллельные направляющие 11 в количестве, равном количеству рабочих инструментов 10. С выходом последнего электрода 3 из ротора-питателя 12 в параллельные направляющие И рычаг 29 шагового транспортера 24 подхватывает последний электрод, перемещает всю группу электродов 3 по направляющим 11 в рабочую зону до совмещения линии, разделяющей всю группу электродов 3 на две равные части, с осью симметрии группы рабочих инструментов 10 и осью симметрии зуба 6 г ребенки.
После подачи электродов 3 в рабочую зону рычаг 29 возвращает.ся в исходное полбжёние по пазу 32, одновременно переходя из вертикального положения в горизойтальное пой действием копира 30 и ролика 31, гребенка 1
перемещается по направлению к .электродам 3, разделяя их на две Й1ент)ральным зубом б, далее отсекая о 1 аждс5й группы по. одному электроду бокдвым зубьями 7, 8 и фиксируя их
прорезями 2 и гнездами 14 под рабочими инструментами 10, Вслед за фиксацией п6 1педнихдвух отрицательных электродов 3 рабочие инструменты 10 опускаится в направлении электродов
дп;яёьйтолнения операций заполнения активными материалами, после чего
1Ё1бдв Ййо11Ьтдя в исходное положение.
С выходом рабочих инструментов 10 из элёктройов 3 гребенка 1 перемещается
в исходное положение, а рычаг 29 подает очередную rpxhny электродов, подготовленную ротором-питателем 12, под рабочие инструменты 10.
Возвратно-поступательное движение и увеличенный ход рычага ш.агового TpaHcnojjTepa 24 обеспечивается при помоои механического привода через штангу 25. Последовательность работы 11Ёх1ййэмов устройства осуществляют распределительный 33 и кулачковый 34. валы механического привода.
Формула изобретения
Устройство для сборки химических источников тока цилиндрической форма, содержащее подающие транспортеры, калибровочный ротор-питатель цилиндрических электродов, держатель электродов э виде подвижной гребенки, ширина которой соответствует диаметру электродов, съемники, узел наполнения электрЬдов активными материалами и привод, о т ли чающееся
тем, ЧТО, с целью повышения производительности и точности сборки, зубья гребенки выполнены с равномерно убывающей ДЛИНОЙ и расположены симметрично по обе стороны от центрального
зуба, имемщего двусторонний срез, в форме равнобедренного клина, а боко вые зубья имеют односторонние срезы, ориентированные параллельно соотвёт ствующим срезам центрального зуба, причем вершина каждого бокового зуба расположена на уровне вершины тупого угла прелыдуиего зуба, при этом перА nexaHu4e(KO . прибору Ось симметрии
Н
/
гггУГГГГГГГ
п
/ пендйкулярно зубьям размещены- направляющие, выполненные с гнездами для центровки электродов и с окнами, форма и расположение которых соответствуют . конфигурациии расположению зубьев гребенки. Л HexuHwfслону wy fctfenaHuv/fKOffy прчвоау
ч
V
/7t/wfi среза Лини/1 среза
BoKoBafl сторо/га jySa
//
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU343919A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| КОНВЕЙЕРНАЯ СИСТЕМА УНИВЕРСАЛЬНАЯ БЛОЧНО-ИНТЕГРАЛЬНО-СЕКЦИОННАЯ ЗООПЕРЕРАБАТЫВАЮЩАЯ | 2002 |
|
RU2239982C2 |
| РОТОРНАЯ МАШИНА | 1969 |
|
SU247217A1 |
| Устройство для изготовления химических источников тока | 1978 |
|
SU1246182A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499412A1 |
| Устройство для группирования штучных изделий | 1975 |
|
SU685559A1 |
| УСТРОЙСТВО ДЛЯ ЗАВЕРТЫВАНИЯ В «НОСОК» ШТУЧНЫХ ИЗДЕЛИЙ | 1973 |
|
SU379460A1 |
| СПОСОБ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ КОРОБКУ | 2011 |
|
RU2461795C1 |