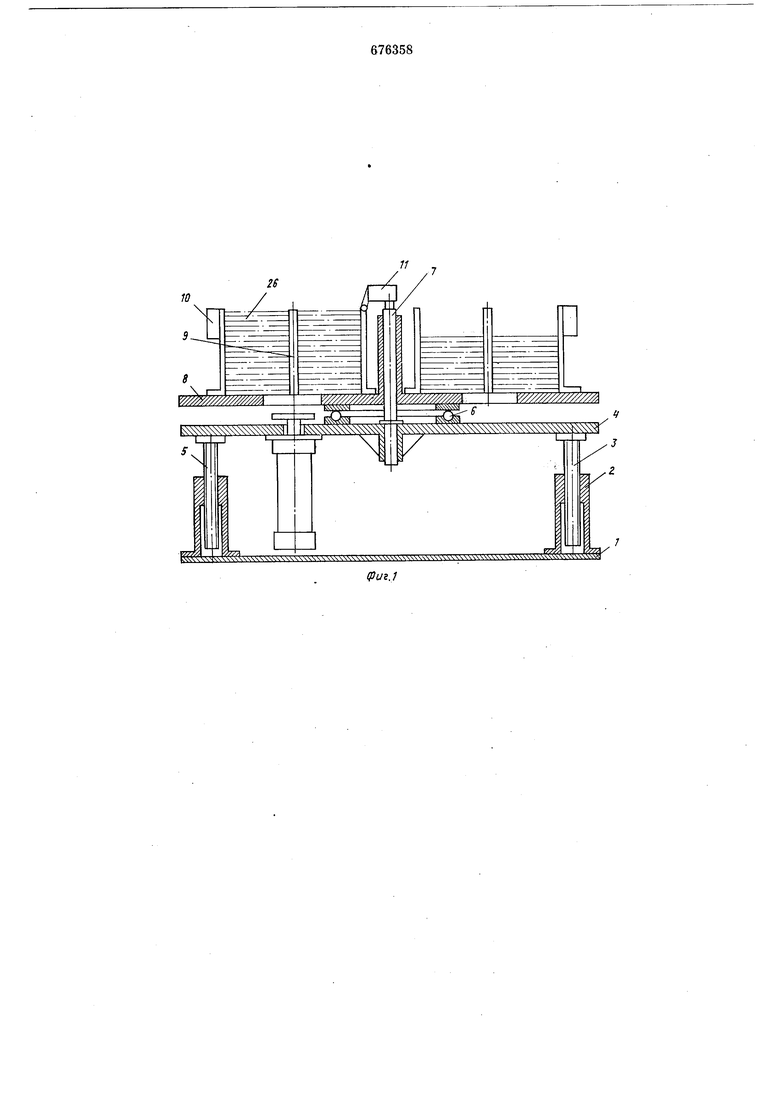
. На загрузочной позиции магазин устройства загружается стопой заготовок 26 и поворотная платформа 8 поворачивается вручную) вокруг оси 7 до совмещения загруженного магазина с рабочей позицией. Поворотная платформа 8 фиксируется относительно неподвижной платформы фиксатором (не показан).
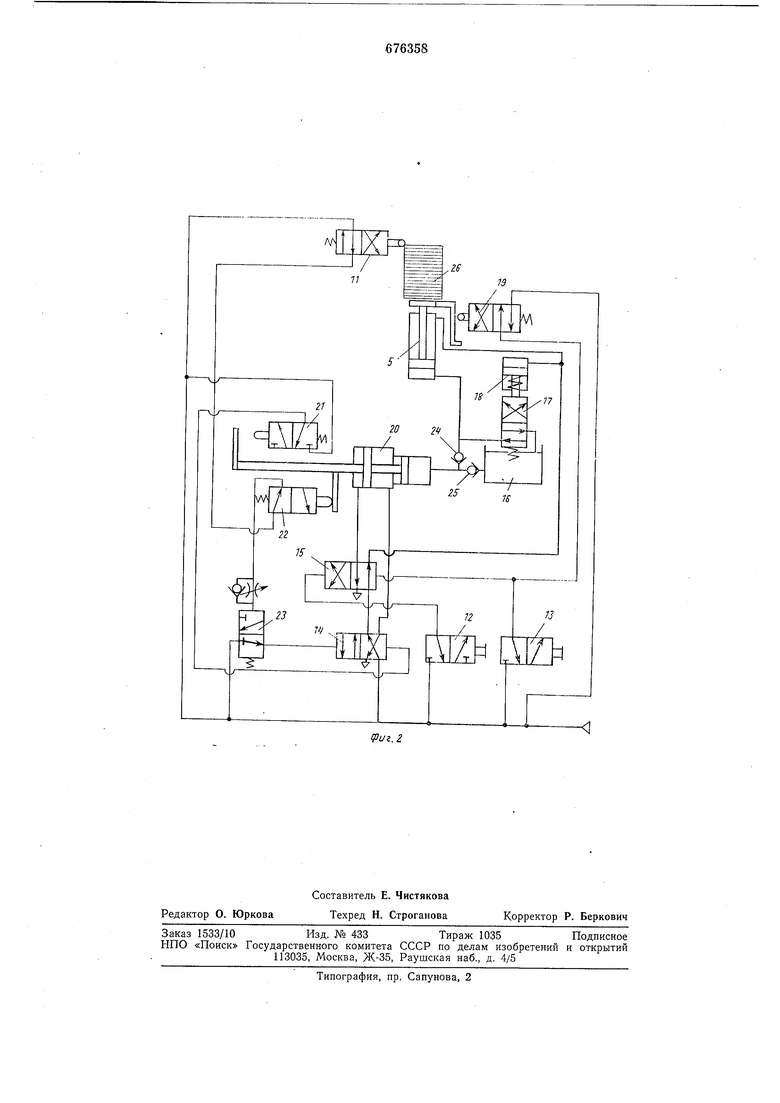
При подаче сжатого воздуха от узла подготовки воздуха промышленного робота к воздухораспределителям И, 14 и 19, клапанам 12, 13, 21 и 22 и реле времени 23 поршень пневмоцилиндра 5 находится в нижнем положении, сжатый воздух через воздухораспределитель 14 поступает в правую полость мультипликатора 20. Клапан 22 нажат.
При нажатии кнопки «П)ск клапан 12 подает команду на воздухораснределитело 15, и сжатый воздух через воздухораснределитель 14 поступает в левую полость мультипликатора 20.
При этом гидравлический поршень подает через обратный клапан 24 масло под поршень цилиндра 5. При нажатии на клапан 21 поступает сигнал на воздухораспределитель 14, который подает воздух в правую полость мультипликатора 20. При этом масло из гидробака 16 через обратный клапан 25 постунает в полость мультипликатора 20. При нажатии на клапан 22 сигнал от воздухораспределителя И через реле времени 23 поступает на воздухораспределитель 14 и воздзХ поступает в левую полость мультипликатора 20, масло снова поступает под поршень цилиндра 5.
Таким образом происходит подъем стопы заготовок штоком цилиндра до уровня захвата верхней заготовки, например, промышленным роботом. Уровень захвата верхней заготовки определяется роликом воздухораспределителя 11. При нажатии ролика воздухораспределителя И отсекается воздух от клапана 22 и таким образом
сигнал на подъем стопы заготовок не поступает на воздухораспределитель 14.
Реле времени 23 задерживает сигнал от воздухораспределителя 11 слежения за верхним уровнем стопы заготовок и тем самым исключает подъем стопы от сигналов, возникающих при удалении верхней заготовки из стоны захватным устройством, а также исключает влияние инерционности системы на точность поддержания верхнего уровня стоны заготовки.
После того как последняя заготовка захвачена и удалена из магазина, от воздухораспределителя 10 поступает сигнал на
воздухораспределитель 14. При этом воздух поступает в цилиндр 5, одновременно пневмопривод 18 переключает золотник 17, и масло сливается в гидробак 16. Шток цилиндра 5 возвращается в исходное положение. Далее цикл новторяется.
В наладочном режиме схемой предусмотрено возвращение штока цилиндра 5 в исходное положение включением клапана 13. Предложенное устройство позволяет, вопервых, повысить точность поддержания верхнего уровня стопы заготовок и, во-вторых, уменьшить массу конструкции.
Формула изобретения
Устройство для подачи штучных заготовок, содержащее магазины для заготовок и механизм подъема и поддержания стопы заготовок с системой управления, о т л ичающееся тем, что, с целью повышения надежности устройства в работе и снижения веса конструкции, система управления механизмом подъема и поддержания стопы заготовок выполнена в виде связанных между собой носредством клапанов и реле времени мультипликатора и воздухораспределителя слежения, осуществляющего контроль за верхним уровнем стопы заготовок.
Vuz.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок | 1979 |
|
SU880577A1 |
| Устройство для подачи штучных заготовок | 1981 |
|
SU1015988A1 |
| Устройство для поштучной выдачи плоских заготовок из стопы | 1986 |
|
SU1404147A1 |
| Автоматизированная линия для обработки листовых деталей | 1987 |
|
SU1466845A1 |
| Устройство для подачи плоских заготовок в рабочую зону пресса | 1984 |
|
SU1238834A1 |
| Устройство для подачи заготовок | 1984 |
|
SU1207716A2 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Автоматизированный комплекс для изготовления деталей из плоского материала | 1986 |
|
SU1349847A1 |
| Устройство для выдачи плоских заготовок из стопы | 1984 |
|
SU1235595A1 |
| Магазинное устройство к промышленному роботу | 1985 |
|
SU1326374A1 |