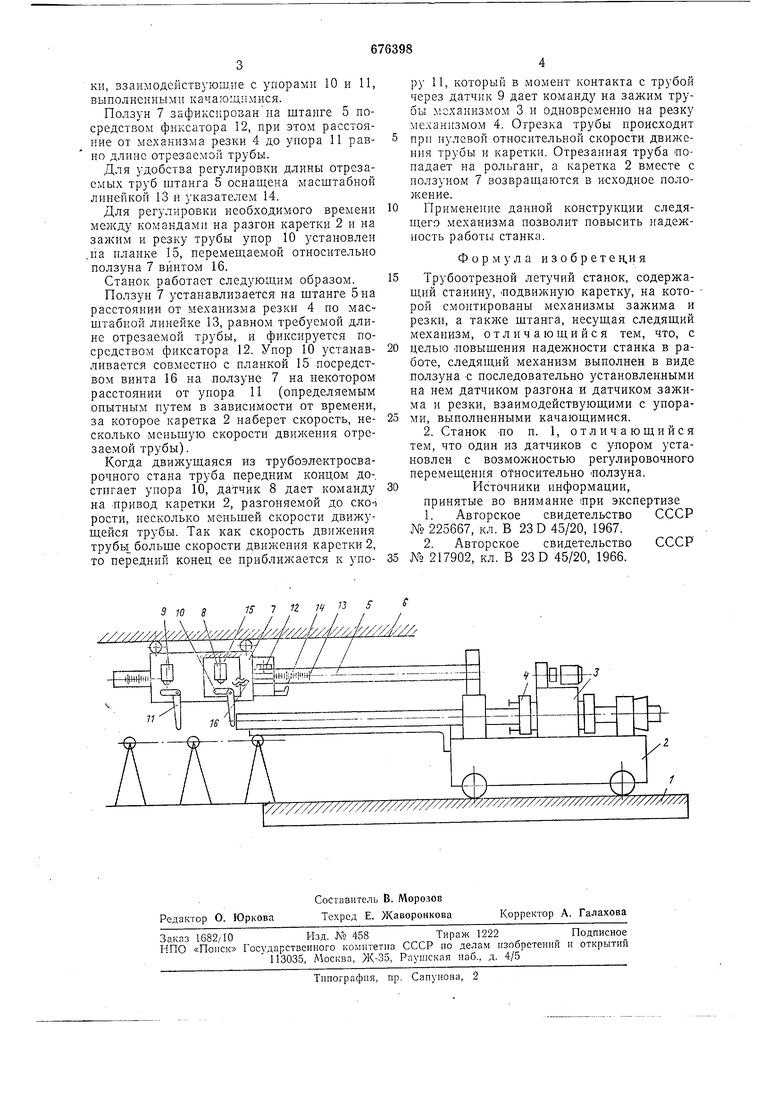
кн, взаимодействующие с упорами 10 и 11, выполненными качающимися. Ползун 7 зафиксирован па штанге 5 посредством фиксатора 12, при этом расстояние от механизма резки 4 до уиора 11 равно длине отрезаемой трубы. Для удобства регулировки длины отрезаемых труб щтанга 5 оснащена масштабной линейкой 13 и указателем 14. Для регулировки необходимого времени между командами на разгон каретки 2 и на зажим и резку трубы упор 10 установлен ,иа планке 15, перемещаемой относительно ползуна 7 винтом 16. Станок работает следующим образом. Ползун 7 устанавливается на штанге 5 на расстоянии от механизма резки 4 по масштабной линейке 13, равном требуемой длине отрезаемой трубы, и фиксируется посредством фиксатора 12. Упор 10 устанавливается совместно с планкой 15 посредством винта 16 на лолзуне 7 на некотором расстоянии от упора И (определяемым опытным путем в зависимости от времени, за которое каретка 2 наберет скорость, несколько меньшую скорости движения отрезаемой трубы). Когда движущаяся из трубоэлектросварочного стана труба передним концом до-, стигает упора 10, датчик 8 дает команду на привод каретки 2, разгоняемой до ско-) рости, несколько меньшей скорости движущейся трубы. Так как скорость движения трубы больше скорости движения каретки 2, то передний конец ее приблилсается к упо3 10 8 ру И, который в момент контакта с трубой через датчик 9 дает команду на зажим трубы механизмом 3 и одновременно на резку механизмом 4. Отрезка трубы происходит при нулевой относительной скорости движения трубы и каретки. Отрезанная труба попадает на рольганг, а каретка 2 вместе с ползуном 7 возвращаются в исходное положение. Применение данной конструкции следящего механизма позволит повысить надежность работы станка. Формула изобретен.ия Трубоотреаной летучий станок, содержащий станину, подвижную каретку, на которой смонтированы механизмы зажима и резки, а также штанта, несущая следящий механизм, отличающийся тем, что, с целью ловыщения надежности станка в работе, следящий механизм выполнен в виде ползуна € последовательно установленными на нем датчиком разгона и датчиком зажима и резки, взаимодействующими с упорами, выполненными качающимися. 2. Станок -по п. 1, отличающийся тем, что один из датчиков с упором установлен с возможностью регулировочного перемещения относительно лолзуна. Источники информации, принятые во внимание лри экспертизе 1.Авторское свидетельство СССР 225667, кл. В 23 D 45/20, 1967. 2.Авторское свидетельство СССР 217902, кл. В 23D 45/20, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной автомат | 1977 |
|
SU740414A1 |
| ОТРЕЗНОЙ СТАНОК | 1968 |
|
SU217902A1 |
| Трубоотрезной летучий станок | 1980 |
|
SU897422A1 |
| Отрезной автомат | 1975 |
|
SU555998A1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Трубоотрезной летучий станок | 1978 |
|
SU804255A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| Установка для изготовления и резки непрерывно движущегося профиля | 1977 |
|
SU747630A1 |
| СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ | 1972 |
|
SU352719A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
