изм-енеиня измерительного сигнала, несколько большей нулевой .
Прибор работает следующим образом.
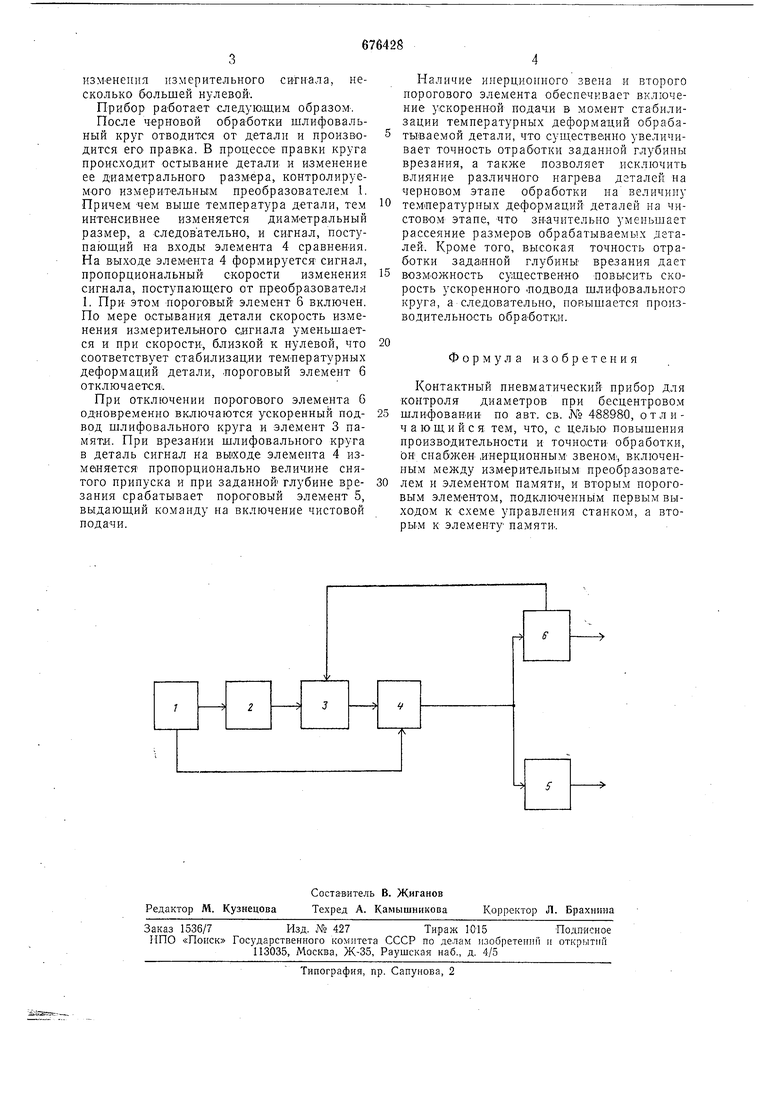
После черновой обработки шлифовальный круг отводит-ся от детали и производится егО . В процессе нравки круга происходит остывание детали и изменение ее диаметрального размера, контролируемого измерительным преобразователем 1. Причем чем выше температура детали, тем интенсивнее изменяется диаметральный размер, а следовательно, и сигнал, поступающий на входы элемента 4 сравнедия. На выходе элемента 4 формируется сигнал, пропорциональный скорости изменения сигнала, поступающего от преобразователя 1. При этом пороговый элемент 6 включен. По мере остывания детали скорость изменения измерительного сигнала уменьшается и при скорости, близкой к нулевой, что соответствует стабилизации температурных деформаций детали, .пороговый элемент 6 отключается.
При отключении порогового элемента 6 одновременно включаются ускоренный подвод шлифовального круга и элемент 3 памяти. При врезании шлифовального круга в деталь сигнал на выкоде элемента 4 изменяется пропорционально величине снятого припуска и при заданной глубине врезания срабатывает пороговый элемент 5, выдающий команду на включение чистовой подачи.
Наличие инерционного звена и второго порогового элемента обеспечивает включение ускоренной подачи в момент стабилизации температурных деформаций обрабатываемой детали, что существенно увеличивает точность отработки заданной глубины врезания, а также позволяет исключить влияние различного нагрева деталей на черновом этапе обработки на величину
температурных деформаций деталей на чистовом этапе, что значительно уменьшает рассеяние размеров обрабатываемых деталей. Кроме того, высокая точность отработки заданной глубиньг врезания дает
возможность существенно повысить скорость ускоренного .подвода шлифовального круга, а следовательно, повышается производительность обработкл.
Формула изобретения
Контактный пневматический прибор для контроля диаметров при бесцентровом шлифован.ии по авт. св. № 488980, отличающийся тем, что, с целью повышения производительности и точности обработки, ОН снабжен .инерционным звеном, включенным между измерительным преобразователем и элементом памяти, и вторым пороговым элементом, подключенным нервым выходом к схеме управления станком, а вторым к элементу памяти..
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Самонастраивающаяся система управления поперечной подачей | 1980 |
|
SU931434A1 |
| Способ адаптивного управления шлифовальным станком | 1984 |
|
SU1291379A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
