резки непрерывно движущейся ленты пенопласта.
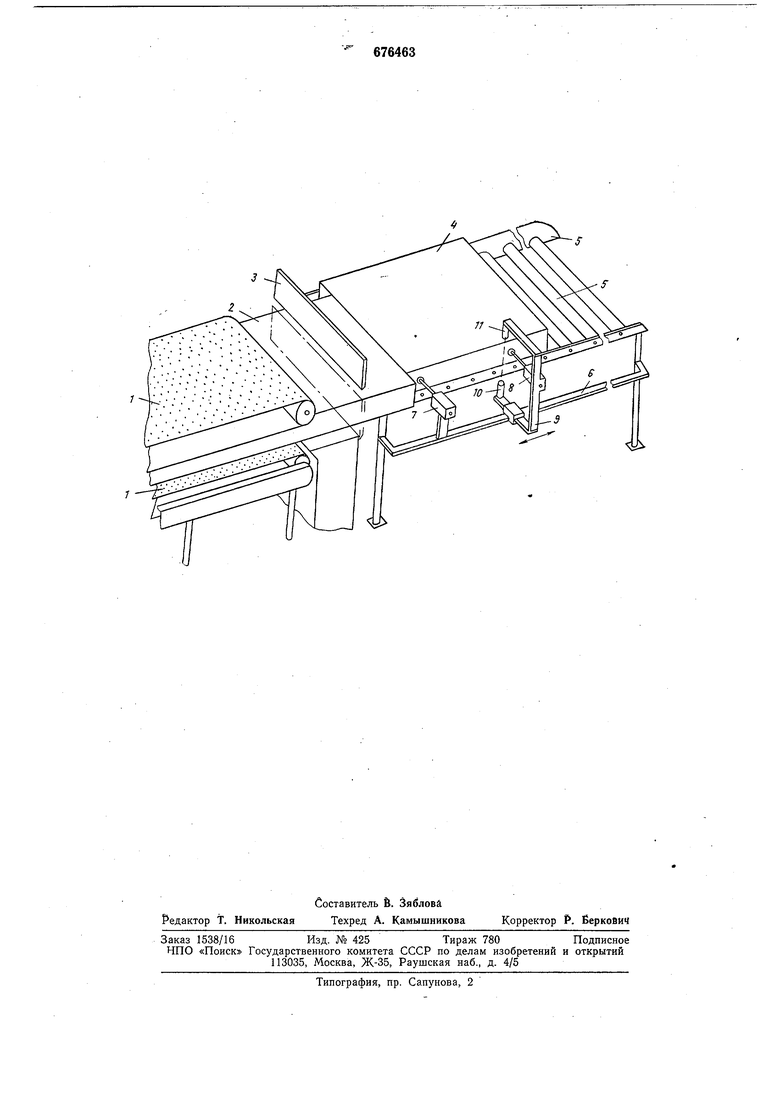
Устройство содержнт подающий транспортер 1, ленту 2 пенопласта, «летающие ножницы 3, разрезающую ленту 2 на куски 4, отборочный рольганг 5, на направляющих 6 которого установлены сдвигающие электромагнитные толкатели 7 и 8. Толкатель 7 установлен неподвижно относительно ножниц 3, а толкатель 8 установлен на передвижной каретке 9 совместно с фотореле, включающем фотоприемник 10 и осветитель И.
Работа автоматического устройства для поперечной резки непрерывно движущейся ленты осуществляется следующим образом.
Лента 2 пенопласта выходит из подающего транспортера 1 под движущиеся в вертикальной плоскости ножницы 3, которые приводятся в действие в момент перекрытия передней кромкой ленты 2 луча осветителя 11 по сигналу с фотоприемника 10, электроток которого резко именитсяпри затемнении. Лента 2 движется таким образом, что край ее свисает с неприводного рольганга 5 с той стороны, где установлены электромагнитные толкатели 7 и 8 и осветитель 11 с фотоприемником 10. При перемещении режущего элемента ножниц в крайнее положение после окончания процесса резки отрезанная заготовка 4 сдвигается электромагнитными толкателями 7 и 8, -при этом освобождается от перекрытия луч осветителя 11. Сигнал на включение электромагнитных толкателей 7 и 8 поступает от фотоприемника 10, управляющего движением ножниц с временной задержкой, равной длительности процесса резки. Отрезанная заготовка сдвигается по неприводному рольгангу 5 в продольном направлении лод действием ленты 2.
Устройство предз сматривает полуавтоматический режим работы, заключающийся в том, что команда на привод ножниц 3 подается не от фотореле, а вручную, с блока управления.
Электромагнитный толкатель 8 установлен на передвижной каретке 9 для обеспечения сдвига различных ло длине заготовок без перекоса, а перемещение каретки 9 вдоль Продольной оси рольганга позволяет
изменять длину отрезаемых плит в широком диапазоне.
Входное отверстие фотоприемника оснащено щелевой диафрагмой, ось симметрии которой параллельна передней кромке ленты 2.
Использование в автоматическом устройстве для поперечной резки непрерывно движущейся ленты неприводного рольганга и электромагнитных толкателей упрощает конструкцию устройства и повышает его надежность. В данном устройстве не требуется применения приводного откатного транспортера и согласования его скорости со скоростью подающего транспортера, причем точность длины отрезаемых заготовок сохраняется. Простота перенастройки без останова работы в широком диапазоне длин заготовок пенопласта позволяет ликвидировать вспомогательно-подготовительные операции.
Ожидаемый технико-экономический эффект от внедрения предлагаемого устройства обусловливается снижением себестоимости устройства на 40% за счет уменьшения количества дорогостоящей контрольно-измерительной аппаратуры и применения неприводного рольганга вместо приводного откатного транспортера.
Формула изобретения
Автоматическое устройство для поперечной резки непрерывно движущейся ленты, содержащее подающий транспортер, нож, отборочный рольганг и управляющее устройство, включающее фотореле, установленное на каретке, отличающееся тем, что, с целью упрощения конструкции устройства и повышения надежности его работы, оно снабжено электромагнитными толкателями, один из которых установлен на раме рольганга, а второй - на каретке с фотореле, причем рольганг выполнен неприводным.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 439401, кл. В 29 С 17/10, 1972.
2.Патент ФРГ № 2249467, кл. В 27 L 5/08, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Устройство для сортировки и укладки заготовок | 1981 |
|
SU977340A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Станок для резки непрерывно движущейся ленты на мерные изделия | 1984 |
|
SU1240601A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Установка для изготовления и резки непрерывно движущегося профиля | 1977 |
|
SU747630A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |