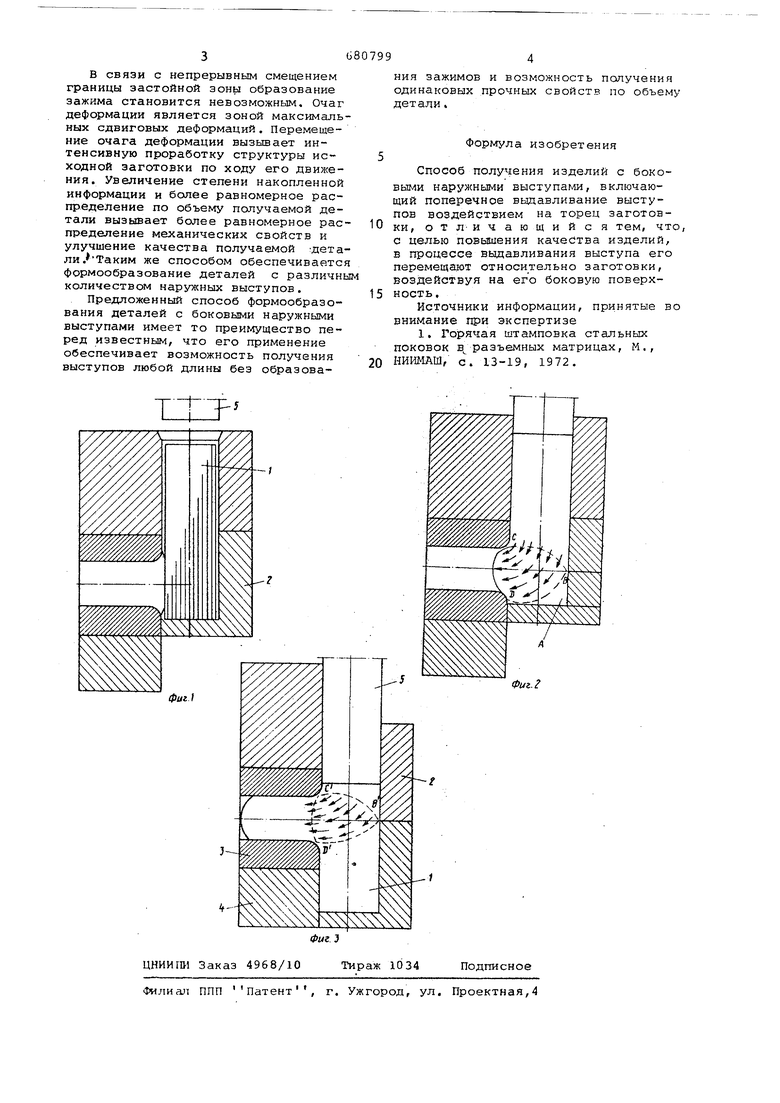
Изобретение относится к обработке металлов давлением, а именно к способам изготовления деталей выдавливаением с одним или нескольким боковыми наружными выступами, напри мер, втулок шпинделя, корпусов труб проводной арматуры и других деталей Известен способ выдавливания детгьлей с боковыми наружными выступами, вк.гаочак)1ций поперечное выдавлива :ние выступов воздействием на торец заготовки 1, Недостатком указанного способа является образование застойных зон, вызывающих возникновение зажимов, кроме того, имеет место малая степень проработки исходной структуры центральной части заготовки. Все зто отрицательно влияет на качество изделий. Целью изобретения является повышение качества изделий, за счет предотвращения образования ЗЕОКИМОВ в процессе формоизменения и достижения большей однородности механических свойств по объему детали. Это достигается тем, что в процессе выдавливания выступа его перемещают относительно заготовки, воздействуя на его боковую поверхность . На фиг. 1 представлена схема процесса в начальной стадии; на фиг. 2 - то же, в промежуточной стадии; на фиг. 3 - то же, в конечной стадии . Заготовку 1 размещают в полости штампа 2. Матрица 3 с полостью под выступ закреплена на планке 4, которая может перемещаться. Затем прикладывают деформирующее усилие посредством пуансона 5, производит сначала открытую, далее закрытую осадку заготовки и начинает вытеснение металла в полос.ть матрицы 3. При этом около нижнего торца заготовки 1 возникает застойная зона А. Очаг деформации локализуется в зоне В С D. В зоне выле линии ВС образуется жесткая зона. Так как очаг деформации локализуется около формообразующей полости матрицы 3, то с перемещением матрицы посредством планки 4 перемещается и очаг деформации в зоне BCD. При перемещении очага деформации застойная линия смещается, а линия DB, ограничивающая застойную зону на фиг. 2 ,1еремещается и оеозначаегся BD.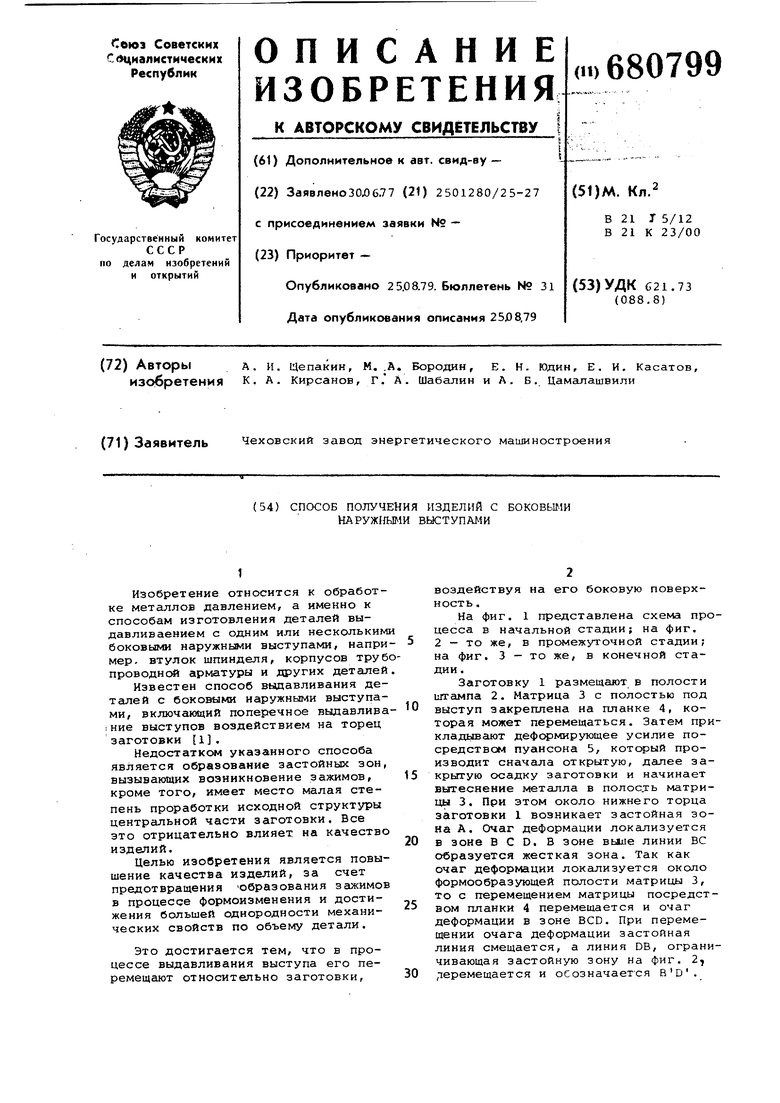
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий радиальным выдавливанием | 1986 |
|
SU1447508A1 |
| Способ получения изделий с боковыми отростками | 1979 |
|
SU871977A1 |
| Способ штамповки изделий с боковыми отростками | 1977 |
|
SU721227A1 |
| Способ изготовления изделий типа стаканов с кольцевым поднутрением | 1988 |
|
SU1660829A1 |
| Способ изготовления деталей типа стакана с фланцем | 1978 |
|
SU772668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ДИСКОВ, КОЛЕЦ, ФЛАНЦЕВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2232663C2 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
