1
Изобретение относится к области обработки металлов давлением и может быть использовано для прессования полых изделий.
Известен инструмент для прессования полых изделий, содержащий коническую иглу, пресс-штемпель и коническую матрицу
1.
Однако его изделия отличаются низкой точностью из-за повышенной поперечной и продольной разнотолщинности.
Также известен инструмент для прессования полых изделий, содержащий иглу, выполненную в виде двух цилиндрических ступеней, связанных коническим переходом, пресс-штемпель и коническую матрицу 2.
К основным недостаткам данного инструмента относится то, что при непрерывном прессовании существенно ухудшается качество поверхности и точность изделий, так как иглу перед загрузкой очередной заготовки необходимо сначала вывести из очага деформации, а затем, после загрузки, вновь ввести Б очаг, при этом неизбежно повреждение внутренней поверхности заготовки, а также отклонение исходного расположения иглы для последующего цикла прессования от конечного при предыдущем цикле. Кроме того, необходимость в двух описанных
операциях приводит к увеличению вспомогательного времени при прессовании.
Целью изобретения является повышение производительности труда и качества изделий.
Поставленная цель достигается тем, что в известном инструменте для прессования полых изделий, содержащем двухступенчатую цилиндрическую иглу с коническим переходом между ступенями, пресс-щтемпель с центральным отверстием и коническую матрицу, игла установлена в отверстии пресс-штемпеля по скользящей посадке, а конический переход между ступенями иглы, выполненными одинаковой длины, имеет угол конусности, меньший угла конусности матрицы.
Инструмент снабжен взаимодействующим с иглой упором, установленным в центральном отверстии пресс-щтемпеля с возмол ностью регулировочного осевого перемещения.
Инструмент обеспечивает надежный отвод иглы вдоль оси прессования в крайнее заднее полол ;ение под действием давления прессования на некомпенсированную площадку, заключенную между цилиндрическими поверхностями и равную разности площадей данных цилиндров иглы.
Для наименьшего расхода металла, при изготовлении инструмента цилиндрические ступени иглы выполнены одинаковой длины L. Конический переход выполнен с углом конусности, меньшим угла конусности матрицы для создания гарантированной некомпенсированной площадки в начале прессования первой заготовки.
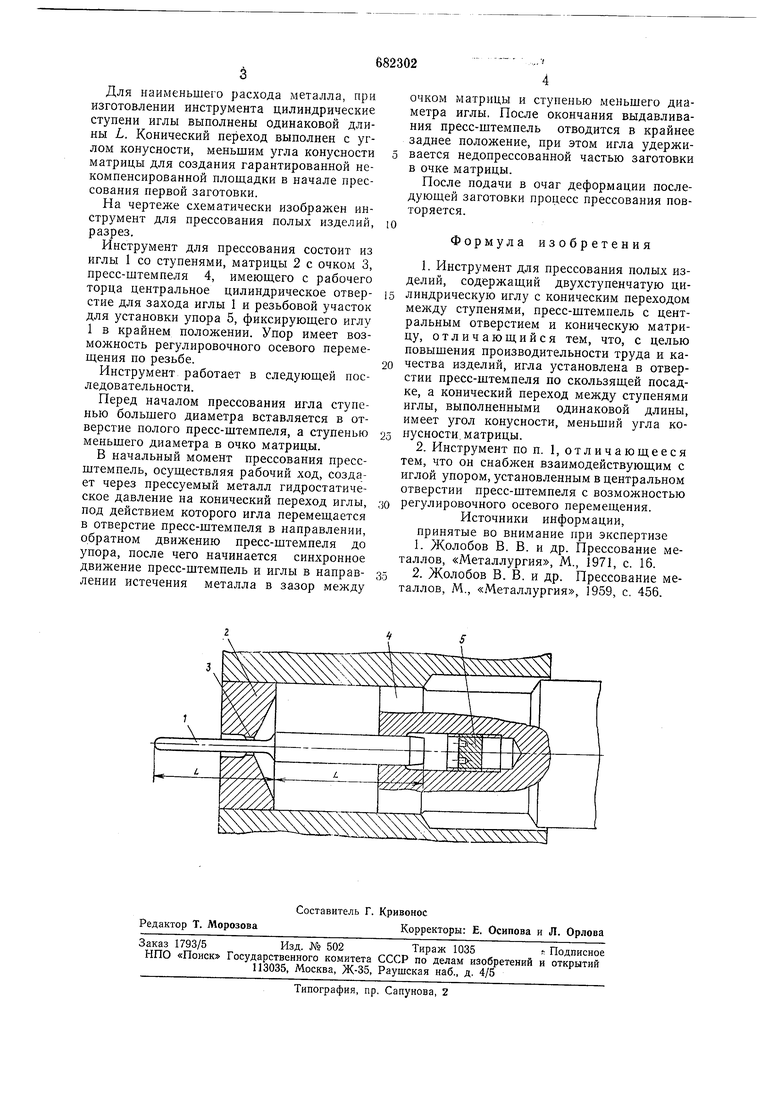
На чертеже схематически изображен инструмент для прессования полых изделий, разрез.
Инструмент для прессования состоит из иглы 1 со ступенями, матрицы 2 с очком 3, пресс-штемпеля 4, имеющего с рабочего торца центральное цилиндрическое отверстие для захода иглы 1 и резьбовой участок для установки упора 5, фиксирующего иглу 1 в крайнем положении. Упор имеет возможность регулировочного осевого перемещения по резьбе.
Инструмент работает в следующей последовательности.
Перед началом прессования игла ступенью большего диаметра вставляется в отверстие полого пресс-щтемпеля, а ступенью меньшего диаметра в очко матрицы.
В начальный момент прессования прессштемпель, осуществляя рабочий ход, создает через прессуемый металл гидростатическое давление на конический переход иглы, под действием которого игла перемещается в отверстие пресс-щтемпеля в направлении, обратном движению пресс-щтемпеля до упора, после чего начинается синхронное движение пресс-щтемпель и иглы в направлении истечения металла в зазор между
ОЧКОМ матрицы и ступенью меньшего диаметра иглы. После окончания выдавливания пресс-щтемпель отводится в крайнее заднее положение, при этом игла удерживается недопрессованной частью заготовки в очке матрицы.
После подачи в очаг деформации последующей заготовки процесс прессования повторяется.
Формула изобретения
1.Инструмент для прессования полых изделий, содержащий двухступенчатую цилиндрическую иглу с коническим переходом между ступенями, пресс-щтемпель с центральным отверстием и коническую матрицу, отличающийся тем, что, с целью повыщения производительности труда и качества изделий, игла установлена в отверстии пресс-щтемпеля по скользящей посадке, а конический переход между ступенями иглы, выполненными одинаковой длины, имеет угол конусности, меньший угла конусности, матрицы.
2.Инструмент по п. 1, отличающееся тем, что он снабжен взаимодействующим с иглой упором, установленным в центральном отверстии пресс-щтемпеля с возможностью регулировочного осевого перемещения.
Источники информации, принятые во внимание при экспертизе
1.Жолобов В. В. и др. Прессование металлов, «Металлургия, М., 1971, с. 16.
2.Жолобов В. В. и др. Прессование металлов, М., «Металлургия, 1959, с. 456.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для прессования полых профилей | 1977 |
|
SU670463A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| Инструмент для прессования из заготовок полых профилей | 1972 |
|
SU446336A1 |
| Способ прессования труб | 1979 |
|
SU845930A1 |
| Способ обратного прессования | 1980 |
|
SU880543A1 |
| Устройство для прессования полых профилей | 1976 |
|
SU588033A1 |
| Матричный узел для обратного экструдирования | 1976 |
|
SU664705A1 |
| Инструмент для прессования полых изделий | 1974 |
|
SU533417A1 |
| Способ обратного прессования труб | 1986 |
|
SU1412828A1 |
| Инструмент для прошивки заготовок под прессование | 1982 |
|
SU1037991A1 |
