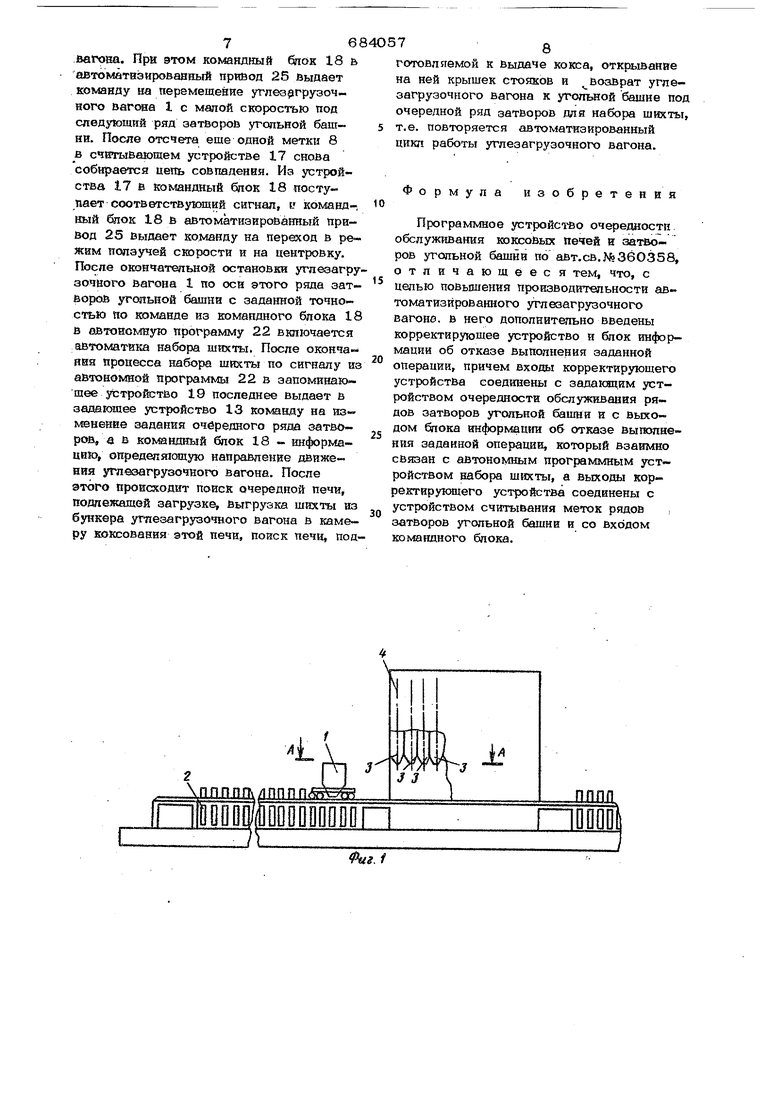
(54) ПРОГРАММНОЕ УСТРОЙСТВО ОЧЕРЕДНОСТИ ОБСЛУЖИВАНИЯ КОКСОВЫХ ПЕЧЕЙ И ЗАТВОРОВ УГОЛЬНОЙ БАШНИ масштабе; на фйг. 3 - бпоК-схема проrjjaMMiioro устройства. Пртграммное устройство устдаавлй.вают на углезагрузочном вагоне I, йэторый обслуживает верх коксовой батареп 2 а ряды затворов 3 угольной башни 4, расположенной между двумя коксовыми батареями. Угольная башня 4, имеет восемь рядов затворов 3, нз которых первые четыре ряда предназначен для наполнения бункеров вагона 1 шихтой, подпежвщей выгрузке в печи коксовой батареи 2, находящейся слева от ;;ольихй башни. Коксовая батарея 2 услоагю разбита на участки - по десять печей на каждом участке. В начале каждого такого участка вдоль рельсового пут-к установлены метки 5, а по оси 1саж дой коксовой печи установлены метки 6. Под угольной башней 4 вдоль рельсового пути установлены метки 7 начала тормо ных -частков к каждому ряду затворов, а по оси каждого ряда затворов 3 установлены метки S. Программное устрой ство 9 (фиг, 3) содержит задатчик 10 очередности обслужгшания коксовьк пече и рядов затворов угольной башни, вклкачающий в себя задающее устройство 11 о шредносТй обсязокюания участков кок совой 6aTapetJ, задающее устройство 12 очередности обслзгхшвания печей на дан ROfv участке коксовой батареи и задающ устройство 13 очередности обслуяшвания рядов затйоров угольной башни. Устройство 9 содержит также счетчик 14 ме лолч, состошдий из считывающего устройства 15 меток 5, считывающего устройс-тй а 16 меток 6 и считывающего устройства 17 меток 7 и меток 8, комзндный блок 18, аапомигшющее устройство 19, корректирующее устройство 20 и блок 21 информации об отказе выполнения заданной операции, автономное программиое устройство 22 набора шихтъь автономное програ лмкое уст юйство 23 загрузтш iHHXTiit в коксовую печь авто«« ноглное upoгpa.Eмнoe устройство 24 обсл жкйания стояков коксовой печи, автомагизированкый привод 25 механизмов нередвЕження углезагрузочного вагона, устройство 26 СВЯЗИ с коксовыталкЕВаIensM и устройство 27 контроля стк установшс угяезагрузочного вагона Ж) ОСИ заданного места остановки. Програмьйное устройство очередности обс з кявання коксовых печей н затворов , угольной ба.шш работает следующнм образом. После набо|эа шихты под заданным рядом затворов 3 угольной башни 4 в бункере углезагрузочного вагона 1 по сигналу из автономного программного устройства 22 в запоминаюшее устройство 19 последнее выдает команду в за дающееустройство 13 на изменение задания очередного ряда затворов, а в команд-; НЬ5Й блок 18 выдает информацию, определяющую направление движения углезагрузочного вагона. По котушнде из командного блока 18 в автоматизированный привод 25 углезагрузочный вагон 1 движется в сторону коксовой печи, под лежашей загрузке. Поиск заданной печи осуществляется путем подсчета меток 5 и б счетчиком 14 и сравнения факти-, чес кого отсче га с заданием задатчика 9. При движении углезагрузочного вагона 1 по Верху коксовой батареи 2 первоначально происходит отсчет меток 5 считываюшим устройством 15. После совпадения фактически отсчитанного числа меток 5 с заданием задаюшего устройства 11 из считывающего устройства 15 в считываюшее устройство 16 выдается разрешение на отсчет меток 6. При совпадении фактического отсчета меток 6 с заданием задающего устройства 12 (это совпадение наступает после отсчета метки 6, расположенной на оси печи, находяшейся от подлежащей загрузке печи на расстоянии, равном тормозному пути углезагрузочного вагона) из счятьгваюшего устройства 16 через камандный блок 18 в автоматизированный привод 25 вьшается команда на торможение. В процессе торможения углезагрузочного вагона 1 продолжается отсчет меток 6, но уже посредством командного блока 18. После отсчета метки 6, расположенной на оси заданной печи, из командного бло.ка 18 в автоматизированный привод 25 Выдается команна на переход в режим ползучей скорости ш на центровку. Автоматическая центровка углезагрузочиого вагона 1 по оси задан- ной печи происходит по сигналам, посту пающим из устройства 27 в автоматй зировашый привод 25. После окончательной остановки углезагрузочного вагона 1 по команде из командного блока 18 в автрнрмную программу 23 включается (при наличии сшналана разрешенне загрузки этой печи, поступающего от машиниста коксовытапк0ват®1я в автономную программу 23 посредством уг тройства связи 26) автоматика выгруз ки шихты из бункеров вагона в коксовую печь. Одновременно по сигналу .из автономной программы 23 в автономную программу 24 происходит закрывание кр з1шек стояков и открывание кранов пароинжекции на загружаемой печи. После выгрузки заданного объема шихты из автономной программы 23 через устройство связи 26 в коксовыталкиватель поступает сигнал о начале планирования шихты в камере загружаемой печи. Посл окончания планирования шихты из коксоВьггаливателя через устройство 26 в автономную программу 23 поступает коман да об окончании процесса загрузки печи. При этом закрываются краны пароинжекдии, а из автономной программь 23 в запоминаюшее устройство 19 поступает информация об окончании процесса Выгрузки шихты из бункеров вагона 1. По сигналу из запоминающего устройства 19 в задающее устройство 12 происходит изменение задания очередной обслуживаемой печи. Одновременно из устройства 19 в командный блок 18 поступает информация, определяющая направления движения углезагрузочного вагона. При &ТОМ из командного, блока 18 в автоматизированный привод 25 Выдается команда на перемещение углезагрузочного вагона 1 к печи, подлежащей подготовке к вьшаче готового кокса. Поиск этой печи происходит путем отсчета меток 6 счет ным узлом командного блока 18. После нахождения заданной печи из командного блока 18 в автоматизированный привод 25 выдается команда на переход в режим ползучей скорости и на центровку. Автоматическая центровка по оси этой печи происходит так же, как и по оси печи, подлежащей загрузке. После окончательнб8ц.остановки углезагрузочного вагона 1 по команде из командного блока 18 в автономную программу 24 вклю чается автоматика обслуживания стояков. При этом на подготовляемой к выдаче печи открываются крышки стоятов. После завершения указанной операции из автономной программы 24 в запоминающее устройство 19 поступает сигнал, и это устройство выдает в командный блок 18 информацию, определяющую дальнейшее направление движения углезагрузочного вагона. Из командного блока 18 в ав томатнзированный привод 25 выдается команда на перемещение углезагрузочного вагона 1 в сторону угольной башни 4 6 76 под очередной ряд затворов 3. Поиск зада.нного ряда затворов осуществляется путем подсчета меток 7 и 8 счетчиком 14 и сравнения фактического отсчета с заданием задатчика Ю. Первоначально происходит подсчет меток 7 считывающим устройством 17. После совпадения фактически отсчитанного числа меток 7 с заданием в устройстве 13 из считываюшего устройства 17 через командный блок 18 в автоматизированный привод 25 выдается команда на торможение и одновременно разрешается отсчет меток 8. Отсчет меток 8 считывающим устройством 17 происходит.в процессе торможения углезагрузочного вагона. После отсчета заданного числа меток 8 по сигналу из считывающего устройства 17 командный блок 18 Выдает в автоматизированный привод 25 команду на переход в режим ползучей скорости и на центровку. Автоматическая центровка углезагрузочного вагона 1 по оси заданного ряда затворов угольной башни 4 происходит так же как и по оси заданной печи. После окончательной остановки углезагрузочного вагона 1 по оси заданного ряда затворов 3 угольной башни 4 по команде из командного блока 18 в автономную программу 22 включается автоматика процесса набора шихты в бункера вагона. Если по каким-либо причинам из точек заданного ряда затворов шихта не сходит или прекращается ее поступление хотя бы в один из бункеров углезагрузочного вагона, то из автономной программы 22 в блок 21 поступает соответствующий сигнал. Если поступление шихты не возобновляется в течение заданного времени, то из блока 21 в автонокшую программу 22 выдается команда на закрывание затворов уголь.ной башни, а в корректируюшее устройство 2О поступает информация об отказе выполнения заданной операции. При этом по команде из корректирующего устройства 2О в считывающем устройстве 17 разбирается существующая цепь совпадения отсчета меток 8, и подготавливается цепь совпадения после отсчета еще одной метки 8. Одновременно, в зависимости от задания ряда, под которым не произошел набор шихты (информация из задаквдего устройства 13 поступает в корректирующее устройство 2О), из корректирукидего устройства 2О в командный блок 18 поступает информация, определяюишя направление перемещения
вагойа. При этом командный бпок 18 в автоматиЬированиый привод 25 выдает команду на перемещение угпезргрузочного вагона I с мадой скоростью под следующий ряд затворов угольной башни. После отсчета еше одной метки 8 в считывающем устройстве 17 снова собирается цепь совпадения. Из устройства 17 в командный блок 18 поступает соответствующий сигнал, V командный feoK 18 в автоматизированный привод 25 Выдает команду на переход в режим ползучей скорости и на центровку. После окончательной остановки угп агрузочвого Вагона 1 по оси этого ряда затворов угольной башни с заданной точностью ио команде из вймандного блока 18 в овтоиогчШую программу 22 включается автоматшш набора шгосты. После окончания процесса набора шихты по сигналу из автономной прюграммы 22 в запоминающее устройство 19 последнее выдает в задаюшее устройство 13 команду на изкюнение задания очередного ряда затворов, а в кол«андный блок 18 - информацию, определяющую направление движения углвзагрузочного вагона. После этого провсзсодит поиск очередной печи, подлежащей загрузке, выгрузка шихты из бункера углезагрузочного вагона в камеру коксования этой печи, поиск печи, под684057
8
готовлпемой к Выдаче кокса, открывание на ней крышек стояков и возврат углезагрузочного вагона к уголыюй башне под очередной ряд затворов для набора шихты, т,е, повторяется автоматизированный цикл работы углезагрузочного вагона.
Формула изобретения
Программное устройстао очередности обслуживания коксовых печей и затворов угольной башни по авт.св,№360358, отличающееся тем, что, с целью повышения производительности ав томатизйрованного углезагрузочного вагоне, в него дополнитетьно введены корректирующее устройство и &IOK информации об отказе Выполнения заданной операции, причем входы корректирующего устройства соединены с задающим устройством очерешюсти обслуживания рядов затворов угольной башни и с выходом блока информации об отказе выполнения заданной операции, который взаимно связан с автономным программным устройством набора шихты, а выхода, корректирукшего устройства соединены с устройством считывания меток рядов , затворов угольной башни и со входом коидандного блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1978 |
|
SU768758A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1981 |
|
SU998489A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1977 |
|
SU691481A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU653285A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU691480A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1983 |
|
SU1110795A2 |
| ПРОГРАММНОЕ УСТРОЙСТВО ОЧЕРЕДНОСТИ ОБСЛУЖИВАНИЯ КОКСОВЫХ ПЕЧЕЙ И ЗАТВОРОВ УГОЛЬНОЙ БАШНИ | 1972 |
|
SU360358A1 |
| Программное устройство обслуживания коксовых печей и затворов угольной башни | 1980 |
|
SU887619A2 |
| Программное устройство очередностиОбСлужиВАНия КОКСОВыХ пЕчЕй и зАТВОРОВугОльНОй бАшНи | 1979 |
|
SU802352A1 |
| Устройство для дистанционного управления подвижным объектом | 1976 |
|
SU669375A1 |

g.f
u
t
Л
IXyMX/X/ l ///J XXyxT/X/X /Ayу IIII
Ir
near в ESS иг
u
и
-ф
// f///j
/// /у///г///л///А //.
uz.J
