.(54) ПРОГРАММНОЕ УСТРОЙСТВО ОЧЕРЕДНОСТИ ОБСЛУЖИВАНИЯ КОКСОВЫХ ПЕЧЕЙ И ЗАТВСРОВ
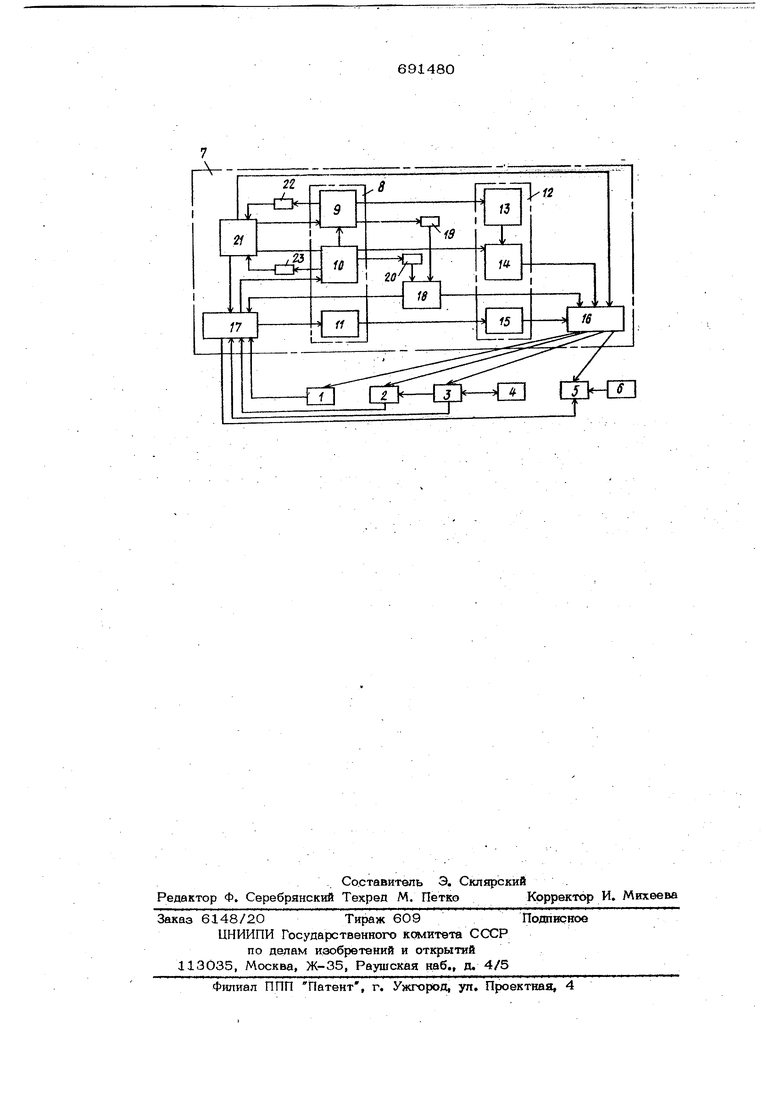
УГОЛЬНОЙ БАШНИ магическом режиме углеразгрузочный вагон содержит: автономное программное устройство I, обеспечивающее автоматическое управление группой механизмов по набору шихты в бункера вагона; автономное программное устройство 2, обеспечивающее автоматическое управление группой механизмов по обслуживанию стояков: автономное программное устройство 3, обес печивающее автоматическое управление группой механизмов выгрузки угольной шихты в коксовую печь; устройство 4 связи с коксовыталкивателем; автоматизированную группу механизмов 5 передвижения вагона; устройство 6 контроля точности остановки углезагрузочного вагона по оси обслуживаемой коксовой печи или по оси ряда затворов угольной башни. .Программное устройство 7 включает в себя задатчик 8 очередности обслуживания коксовых печей и рядов затворов угольной башни, состоящий из задающего устройства 9 очередности обслуживания участков коксовой батареи, импульс1то , связанного с задающим устройствсял 10 очередности обслуживания печей на каждом участке коксовой батареи, задающего устройства 11 очередности обслуживания рядов затворов угольной башни; счетчик меток 12, состоящий из считывающего устройства 13 меток участков коксовой батареи, считывающего устройства 14 меток коксовых печей и считывающег устройства 15 меток затворов угольной башни; командное устройство 16; запоминающее устройство 17, регистрирующее .отработку операций группами механизмов; устройство 18 задания начала цикла, под ключенное посредством переключателя 19 к задающему устройству 9, а посредством переключателя 2 О - к задающему устройству 10; устройство 21 задания окончания Ш1кла, подключенное к задающему уст ройству 9 посредством переключателя 22 а к задающему устройству 10 посредством переключателя 23. Программное устройство очерёдности обслуживания коксовых печей и затворов угольной башни работает следующим обра зом. В конце цикловой остановки задание, определяемое Задающими устройствами 9 и 10. соответствует номеру коксовой печи, с которой должен начинаться следующий цикл обслуживания вагоном коксовых печей. Перед включением в работу при помощи переключателей 19 и 20 набирают номер коксовой печи, с которой должен быть начат щткл обслуживания коксовой батареи углезагрузочным вагоном, а при помощи переключателей 22 и 23 набирают номер коксовой печи, перед которой должен быть закончен никл обслуживания коксовой батареи в автоматическом режиме. Во время выдачи команды на включение вагона в работу после цикловой остановки включается устройство 18 задания начала цикла. При этом в командном уст ройстве 16 контактами исполнительного реле устройства 18 обеспечивается отключение программы управления вагоном при обычнык его выездах на батарею и подключение програм1 лы управления вагоном при начальных выездах. Одновременно контактами этого релё устройства 18 в запоминающем устройстве 17 осуществляются переключения, обеспечивающие ввод в работу дополнительных ячеек памяти (реле), с целью осуществления запоминания отработки специфичных технологических операций начального выезда для обеспечения соответствующей сигнализации и для определения направления движения вагона при перемещении его от одной : печи к другой. Как и в обычнык выездах вагона на батарею, поиск первой (подготавливаемой к выдаче) печи в начальном выезде осуществляется методом слежения по пути перемещения вагона. Сначала при помощи задающего устройства 9, задатчика 8 и считывающего устройства 13 меток участков батареи определяется участок батареи, на котором находится заданная печь. Затем при помощи задающего устройства 10 задатчика 8 и считывающего устройства 14 счетчика меток 12 определяется печь, отстоящая от заданной на расстоянии тормозного пути вагона. В этот момент из командного устройства 16 в автоматизированную группу, механизмов 5 передвижения поступает команда на начало торможения. Во время замедления хода углезагрузочного вагона отсчет меток пути осуществляется командным устройством 16. Когда вагон будет находиться над меткой заданной печи из командного устройства 16 в автоматизированную группу механизмов 5 передвижения поступает команда на центровку вагона относительно оси заданной печи, а в автотномное программное устройство 2 - команда на включение автоматики открывания крышек стояков, которая реализуется после окончания центровки. После открывания крышек стояков из устройства 2 в запоминающее устройство 17поступает соответствующая информация. При этом в запоминающем устройстве 17 с учетом сигнала от устройства 18происходит запоминание факта открытия стояков на первой печи в начальном выезде вагона на батарею, а в автоматизированную группу механизмов 5 передвнжения из запоминающего устройства 17 выдается команда на перемещение вагона с малой скоростью в том же направлении. Вагон перемещается к следующей коксовой печи. При этом отсчет меток продолжает вести командное устройство 16. При подходе к очередной печи из командного устройства 16 в группу механна гов 5 поступают команды на торможение и центровку. После окончательной остановки углезагрузочного вагона по оси коксовой печи по команде из командного устройств . 16 в автономное программное устройство 2 снова включается автоматика открывания крышек стояков. После открывания крышек стояков по сигналу из автономного программного устройства 2 в запоминающем устройстве 17 происходит запоминание открывания крышек стояков на: второй коксовой печи, и, если выдача кок совых печей производится по графику - без пустой печи, то углезагрузочный вагон возвращается к П1ервой печи и загружает ее, а если выдача коксовых печей производится по графику - с одной пустой печью, ТО в автоматизированную группу механизмов 5 передвижения вагона из запоминающего устройства 17 выдается команда на перемещение вагона с малой скоростью к третьей печи, подготавливаемой к выдаче в начальном выезде вагона на батарею. Поиск этой печи также осуществляется методом отсчета меток пути при помоцщ командного устройства 16. После автоматической центровки вагона по сигналу командного устройства 16 в авто номном программном устройстве 2 вклкьчается автоматика открытия крышек стояков. После этого дальнейшее автоматическое управление Шгбном ничем не отличается от автоматического управления при обычных выездах на батарею. После открывания крышек стояков из автономного программного устройства 2 в запоминающее устройство 17 поступает информация об окончании выполнения технологической операции. При этом на запоминающего устройства 17 в атоматизированную группу ме анкзмов 5 выдается команда на перемещение вагона на малой скорости в направлении печи, подлежащей загрузке (в данном случае - печи, которая обслуживалась в этом выезде вагона). Поиск этой печи происходит путем отсчета меток комавдным устройством 16. По сигналам командного устройства 16 в автоматизированную группу механизмов 5 углезагрузочный вагон тормозится и автоматически центрируется по оси этой печи. Затем по сигналу комацциого устройства 16 в автономном программном устройстве 3 включается автснигатика выгрухзки. В процессе выгрузки шихты по сигналу этого устройства в автономном программном устройстве 2 происходит закрывание крышек стояков. В результате взаимодействия автономного программного уст ройства 3 с устройством 4 связи с коксовы-галкивателем на з глезагрузочный ва;гов поступают сигйалы на начало и на окончание иыгрузки шихты в камеру коксования, а из вагона на коксовыталкиватель выдается сигнал на начало планирования шихты в камере коксования. После выгрузки шихЬ. соответствующая информация поступает из, автономного программного устройства 3 в запоминающее устройство 17. При этом в задающем устройстве Ю .происходит изменение за,Дания на очередность печи, подлежащей обслуживанию, что приводит к отключению устройства 18, тогда так в командном устройстве 16 снова подключается программа управления вагоном при обычных его выездах на батарей. Одновременно из запоминающего устройства 17 в автоматизированную группу механизмов 5 выдается команда на перемещение вагона в сторону угольной башни к очередному ряду затворов. Поиск очередного ряда затворов осуществляется сначала путем отсчета меток пути при помощи считывающего уст ройства 15 и сравнения данных отсчета с заданием в задающем устройстве 11, а после выдачи команды на тормояжние - путем отсчета меток при псалощн командного уст ройства 16. Автоматическая центровка вагона по оси заданного ряда затворов про исходит-так же,как и по оси заданной коксовой печи. После окончательной остановки вагона под заданным рядом затворов по сигналу командного устройства 16 в автономном программном устройстве 1 включается автоматика набора шихты в бункера вагона. В конце процесса набору (ШИХТЫ по сигналу автономного програм1мнрго устройства 1 через запоминающее устройство 17 в задающее устройство 11 поступает команда на изменение задания очередного ряда затворов. После этого начинаются обычные выез ды вагона на батарею коксовь1х печей. В каждом таком выезде вагон находит печь, подготавливаемуй к выдаче, открывает на ней крышки стояков, затем переезжает к печи, подяежащейзагрузке, выгружает шихту в камеру этой печи, переезжает к угольной башне под очередной ряд затворов, набирает шихту в бункера, снова шцет печь, подготавливаемую к выдаче , и т. д.. Так происходит до тех пор, пока после очередной загрузки печи в задающих устройствах 9 и 10 наберется задание той пёчи, перед которой должен быть закончен цикл обслуживания коксовой батареи в автоматическом режиме. При этом
происходит включение устройства 21 зада ния окончания цикла. После этого по командам устройства21 задаюц1не устройства 9 и. 10 вбзврапхаются к заданию предыдущей печи, а в запоминающее устройство 17 и командное устройство 16 вносятся необходимые коррективь. В результате этого после набора шихты под очередным рядом затворов уголь ной башни начинаются специфичные последние выезды вагона на коксовую бата. рею... . ; , : .. , ., ,;.:,: .; Поиск заданной коксовой печи в этих выездах осуществляется так же, как и в обычных выездах. Только после окончательной остановки ваг-она по оси загдан ной печи из командного устройства 16 команда поступает не в автономное программное устройство 2, как обычно, а в автономное программное устройство 3, и проиехЬДйтвЬ грузка шихты в заданную печь, т. е. в последних выездах на батарёю углезагрузочный вагон не производит операции подготовки коксовых печей к выдаче кокса.:. После выгрузки шихты из бункеров вагона в камеру коксования поспёдней печи,подлежащей обслуживанию, углезагрузо иый BafoH переезясает к угольной башне под очередной ряд затворов, набирает птх
ческого управления вагоном в начальном и последнем выездах цикла позволяет осу- ту в бункера, а затем по ст надам автономного программного устройства 1 и устройства 21 в запоминающем устройстве 17 включается исполнительное реле, которое выключает программное устройство 7. Углезагрузочный вагон автоматически останавливается на цикловую остановку. Таким образом, программное устройство обеспечивает автоматизацию процесса управления вагоном не только в обычных, но и в специфичных (начальном и последнем) выездах цикла обслуживания вагоном печей коксовой батареи, что позволяет автоматически начинать цикл обслуживания с любой печи батареи и автоматически заканчивать этот цикл на любой печи батареи, т. е. .обеспечивает программное управлеШе вагоном п{)и цикличном методе обслуживания коксовой батареи, В свою очередь, обеспечение автоматиществлять ввод вагона в режим программного управлеш1Я дистанционно, т. е. позволЯет исключить необходимость появления человека наверху коксовой батареи даже во время введения вагона в режим работы по программе, Формула изобретения Программное устройство очередности обслуживания коксовых печей и затворов угольцой башни по авторскому свидетельству № 360358, отличающеес я тем, что, с цепью расширения функдаональных возможностей программного устройства, оно снабжено устройством З1адаш1я начала цикла и устройством задания окончания цикла, вьгходы которых сое дйнены с задающими устройствами очереднести обслужиЕ ания участков коксовой батареи и печей, командным устройством и запоминающим устройством. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 360358, кл. С 10 В 31/10, 1970 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU653285A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1978 |
|
SU768758A2 |
| ПРОГРАММНОЕ УСТРОЙСТВО ОЧЕРЕДНОСТИ ОБСЛУЖИВАНИЯ КОКСОВЫХ ПЕЧЕЙ И ЗАТВОРОВ УГОЛЬНОЙ БАШНИ | 1972 |
|
SU360358A1 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1981 |
|
SU998489A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1977 |
|
SU684057A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1983 |
|
SU1110795A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1977 |
|
SU691481A2 |
| Программное устройство обслуживания коксовых печей и затворов угольной башни | 1980 |
|
SU887619A2 |
| Программное устройство очередностиОбСлужиВАНия КОКСОВыХ пЕчЕй и зАТВОРОВугОльНОй бАшНи | 1979 |
|
SU802352A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU361190A1 |