1
Изобретение относится к облает коксохимического машиностроения,в частности к программным устройствам очередности обслуживания коксовых печей и рядов затворов угольной башни .
Известно программное устройство очередности обслуживания коксовых печей и рядов затворов угольной башни Г1 .
Указанное устройство состоит из запоминающего и-командного блоков, задатчика, включающего задакяцие блоки очередности обслуживания коксовых печей и рядов затворов угольной башни, счетчик меток, включающий в себя считывающие блоки меток участков коксовой батареи, коксовых печей и начала тормозных участков и меток рядов затворов угольной башни,блоки автономных программ процесса набора и выгрузки шихты и процесса обслуживания стояков коксовой печи, блок .автоматизированной группы механизмов передвижения и блок связи загрузочной машины с коксовыталкивателем. Это устройство обеспечивает автоматическую координацию перемещения загрузочной машины по верху коксовой -батареи при обслуживании рядов затво
ров угольной башни и коксовых печей в требуемой технологической последовательности и объединяет работу всех автоматизированных групп технологических механизмов за1рузочной машины в единый автоматический цикл. Недостаток указанного устройства заключается в том, что оно не обеспечивает сравнение и корректировку
фактического местонахождения загрузочной машины с местонахождением на печи, подлежащей обслуживанию-в данный момент, что при исчезновении метки на пути следования машины,
отказе в системе счета меток и т.д. может привести к сбою в автоматическом выводе загрузочной машины на . нужную печь.
Целью изобретения является повышение надежности работы устройства.
Указанная цель достигается тем, что устройство дополнительно содержит блок связи загрузочной машины и кокссчой батареи, соединенный с четвертым выходом запоминаквдего блока, и последовательно соединенные-задатчик очередности обслуживания коксовых печей, задатчик очередности обслуживания затворов угольной башни,
установле11ные на коксовой батарее и
подключенные к блоку связи загрузочной машины и коксовой батареи, передающие и приемные катушки связи, блок преобразования сигналов и блок контроля точности установки загрузочной машины по оси заданного места ее остановки, связанный с контактом выходного реле блока преобразования, подключенным к блоку автоматизированной группы механизмов передвижения загрузочной машины.
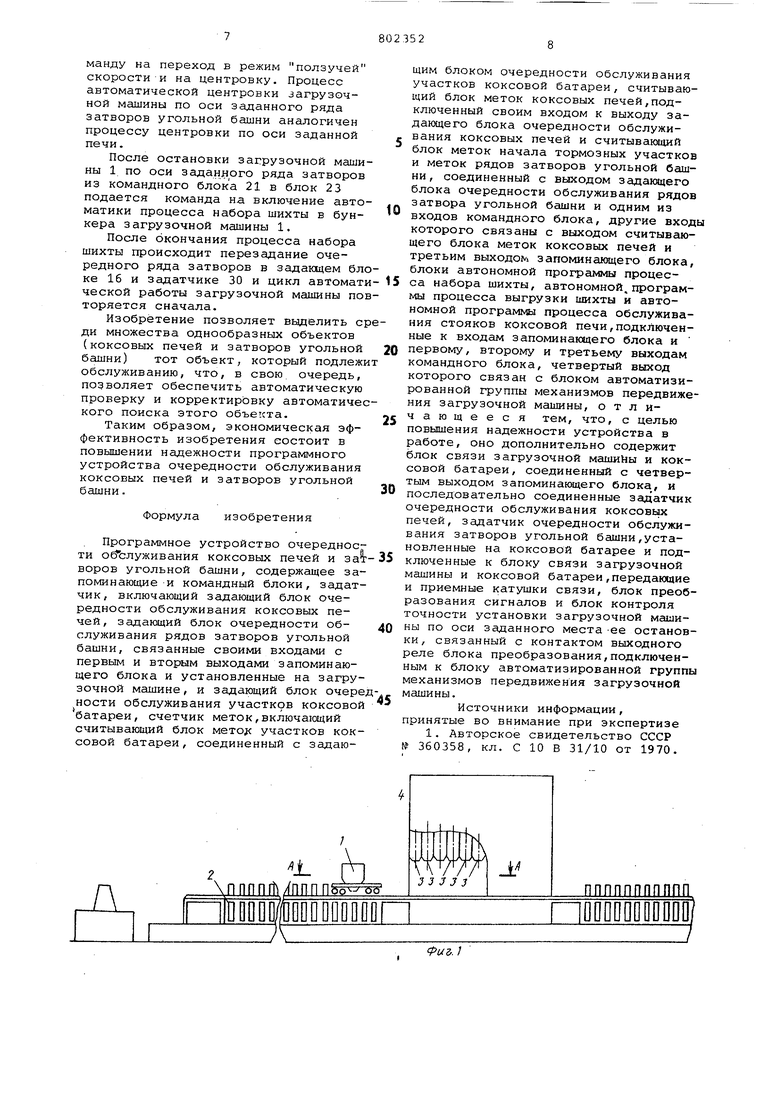
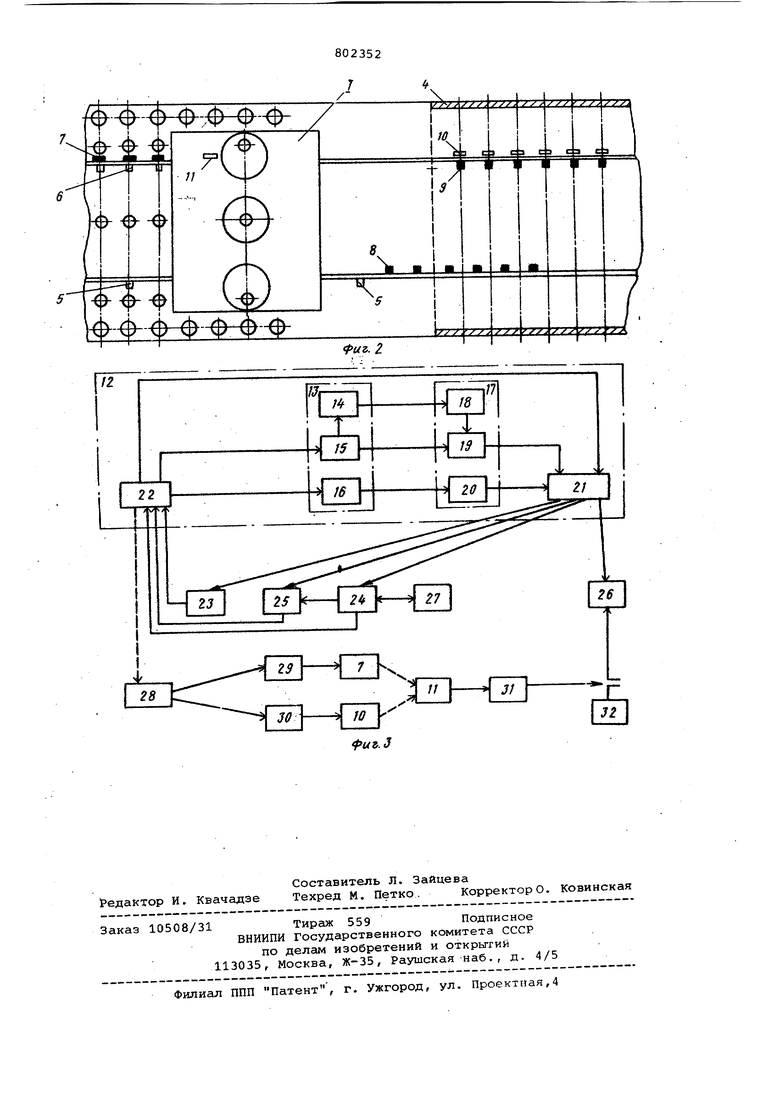
На фиг.1 изображена схема устройства с видом на блок коксовых батарей и частичным продольным разрезом угольной башни; на фиг. 2 - разрез фиг.1 (в более крупном масштабе) ; на фиг. 3 - блок-схема программного устройства.
Программное устройство установлено на подвижной загрузочной машине 1, которая обслуживает верх коксовой батареи 2 и ряды затворов 3 угольной башни 4, расположенной между двумя коксовыми батареями (фиг.1,2).
Коксовая батарея 2 условно разбита на участки - подесять печей в каждом участке. В начале каждого участка вдоль рельсового пути установлены метки 5, а по оси каждой коксовой печи установлены метки б и передающие катушки связи 7. Под угольной башней 4 вдоль рельсового пути установлены метки 8 начала . тормозных участков в каждом ряду затворов, а по оси каждого ряда затворов 3 установлены метки 9 и передающи катушки связи 10..
Приемная катушка связи 11 установлена на подвижной загрузочной машине 1, на которой расположено и программное устройство 12. Программное устройство 12 содержит задатчик 13, включаняций в себя задающий блок 14 очередности обслуживания участков коксовой батареи, задающий блок 15 очередности обслуживания печей на каждом участке коксовой батареи и задакедий блок 16 очередности обслуживания рядов затворов угольной башни.счетчик 17 меток, состоящий из считывающего блока-18 меток 5 участков коксовой батареи, считывающего блока 19 меток 6 коксовых печей и считывающего блока 20 меток 8 начала тормозных участков и меток 9 рядов затворов угольной башни,командный блок 21 и запоминающий блок 22.
Задающие блоки 14, 15 и 16 соединены своими выходами со входами считывающих блоков 18, 19 и 20. Причем задающий блок 15 импульсно связан с задающим блоком 14, а считывающий блок 18 импульсно связан со считывающим блоком 19. Входы задающих блоков 15 и 16,связаны с первым и вторым выходами запоминающего блока 22, третий выход которого соединен с одним из входов командного блока 21.
Выходы считывающих блоков 19 и 20 включены на два других входа командного блока 21, четыре выхода которого соединены с блоком 23 автономной программы процесса набора шихты, с блоком 24 автономной программы процесса выгрузки шихты, с блоком 25 автономной программы процесса обслуживания стояков коксовой печи и с блоком 26 автоматизированной групQ пы механизмов передвижения загрузочной машины. Блок 24 соединен с блоком 25 и взаимодействует с блоком 27 связи загрузочной машины с коксовыталкивателем.
Выходы блоков 23, 24 и 25 соединены с тремя входами запоминаиицего блока 22, который, в свою очередь, четвертым выходом соединен с блоком 28 связи загрузочной машины и коксовой батареи. Блок 28 подключен
0 на входы расположенных на коксовой батарее задатчика 29 очередности обслуживания коксовых печей и задатчика 30 очередности обслуживания затворов угольной башни, к которым
5 последовательно подключены передающие катушки 7 и 10, приемная катушка 11, блок 31 преобразования сигналов и блок 32 контроля точности установки загрузочной машины по оси задан, ного места ее остановки. Блок 22
связан с контактом выходного реле блока 31 преобразования сигналов, подключенным к блоку 26 автоматизированной группы механизмов передвижения.
Программное устройство очередности обслуживания коксовых печей и затворов угольной башни работает следующим образом.
После набора шихты под заданным
0 рядом затворов 3 угольной башни 4 в бункера загрузочной машины 1 в запоминающий блок 22 поступает сигнал, который из запоминающего блока 22 поступает в задающий блок 16,
выдающий команду на изменение задания очередного ряда затворов, а командный блок 21 выдает информацию, определяющую направление движения загрузочной машины. Одновременно по команде из запоминающего блока
22 посредством блока связи 28 в,задатчике 30 происходит изменение задания очередного ряда затворов угольной башни и подается напряжение на задатчик 29 очередности обслуживания коксовых печей. При этом посредством задатчика 29 на коксовой печи, подлежащей обслуживанию, включается передающая катушка 7.
По команде из командного блока 21
в блок 26 загрузочная машина включается на движение в сторону коксовой печи, подлежащей загрузке. Поиск заданной печи осуществляется путем счета меток 5 и 6 посредством счетчика 17 и сравнения фактического отсчета с заданием задатчика 13.Причем первоначально происходит отсчет меток 5 считывающим блоком 18. После совпадения фактически отсчитанного числа меток 5 с заданием в задающем блоке из считывающего блока 18 в считывающий блок 19 выдается разрешение на отсчет меток 6. При совпадении фактического отсчета меток 6 с заданием в задакидем блоке 15 из считывакйцего блока 19 через команд.ный блок 21 в блок 26 автоматизированной группу механизмов передвижения вьвдается команда на торможение В процессе затормаживания хода машины отсчет меток 6 продолжается команным блоком 21. После считывания метки б, расположенной по оси заданной печи, из командного блока 21 в блок 26 автоматизированной группы механизмов передвижения вьщается команда на переход в режиме ползучей скорост и на центровку. Управление перемещением загрузочной машины во время ее центровки осуществляется блоком 32 контроля точности загрузочной машины по оси заданного места ее остановки, воздействующим на блок 26 автоматизированной группы механизмов передвижения загрузочной машины. Загрузочная машина перемещается на ползучей скорости до тех пор, пока ее приемная катушка связи 11 не поп-адет в зону действия запитанной передакяцей катушки 7. При этом включается выходное реле блока преобразования сигналов и происходит автоматическая центровка машины относительно оси коксовой печи, подлежащей загрузке.
После окончательной остановки агрузочной машины из командного блока 21 в блок 24 поступает команда на включение автономной программы выгрузки шихты из бункеров загрузочной машины в коксовую печь. Одновременно по сигналу из блока 24 в блок 25 происходит закрывание крышек стояков и открывание кранов пароинжекции на загружаемой печи.
После выгрузки заданного объема шихты из блока 4 автономной программы через блок связи 27 на коксовыталкиватель поступает сигнал на начало планирования шихты в камере загружаемой печи. После окончания планирования шихты из коксовыталкивателя через блок 27 связи в блок 24 автономной программы поступает команда на окончание процесса выгрузки печи. При этом закрываются краны пароинжекции, а из блока 24 в запоминающий блок 22 поступает информация об окончании процесса выгрузки шихты. После этого по команде из блока 22 в задающем блоке 15 изменяется задание на обслуживание очередной печи и происходит отключение передающей катушки 7 на только что загруженной печи и включение передающей катушки 7 на печи, подготавливаемой к вьщаче готового кокса.
Одновременно из запоминающего блока 22 в командный блок 21 поступает информация, определяюцая направление движения загрузочной машины 1. При этом из командного блока 21 в блок 26 механизмов передвижения выдается команда на перемещение загру.зочной машины 1 к печи, подготавливаемой к выдаче готового кокса.
Поиск этой печи происходит путем отсчета меток 6 командным блоком 21. После нахож.цения заданной печи в блок 26 механизмов передвижения- из командного блока 21 вьадается команда на переход в режим ползучей скорости н на центровку. Автоматическая центровка по оси печ происходит аналогично как и по оси печи, подлежащей загрузке.
После остановки загрузочной машины из командного блока 21 в блок 25 подается команда на включение авто.матики обслуживания стояков. При этом на подготавливаемой к вьщаче печи происходит открывание крышек стояков. После выполнения указанной операции из блока 25 в запоминающий блок 22 поступает сигнал и этот блок вьздает команды на изменение задания в задающем блоке 15 и задатчике 29. После изменения задания в задатчике 29 происходит его отключение от источника питания, а включается задатчик 30. В результате получает питание передающая катушка 10, расположенная под рядом затворов 3 угольной башни 4, подлежащих обслуживанию. Одновременно из запоминающего блока 22 в командный блок 21 поступает информация, определяклдая дальнейшее направление движения загрузочной машины.
При этом из командного блока 21 в блок 26 механизмов передвижения выдается команда на перемещение загрузочной машины в сторону угольной башни 4 под очередной ряд затворов.
Поиск заданного ряда затворов осуществляется путем счета меток 8 и 9 счетчиком 17 и сравнения фактического отсчета с заданием задатчика 13. Причем первоначально происходит отсчет меток Б считывагацим блоком 20. После совпадения фактически отсчитанного числа меток с заданием в задаквдем блоке 16 из считывающего блока 20 через командный блок 21 в блок 26 автоматизированной группы механизмов передвижения вьщается команда на торможени и одновременно разрешается отсчет меток 9. После отсчета заданного числа меток 9 по сигналу из считывающего блока 20. командный блок 21 в блок 26 автоматизированной группы механизмов передвижения выдает команду на переход в режим ползучей скорости и на центровку. Процесс автоматической центровки загрузочной машины по оси заданного ряда затворов угольной башни аналогичен процессу центровки по оси заданной печи. После остановки загрузочной машины 1 по оси заданного ряда затворов из командного блока 21 в блок 23 подается команда на включение автоматики процесса набора шихты в бункера загрузочной машины 1. После окончания процесса набора шихты происходит перезадание очередного ряда затворов в задагацем бло ке 16 и задатчике 30 и цикл авт омати ческой работы загрузочной машины по торяется сначала. Изобретение позволяет выделить ср ди множества однообразных объектов (коксовых печей и затворов угольной башни) тот объект, который подлежи обслуживанию, что, в свою очередь, позволяет обеспечить автоматическую проверку и корректировку автоматичес кого поиска этого объекта. Таким образом, экономическая эффективность изобретения состоит в повышении надежности программного устройства очередности обслуживания коксовых печей и затворов угольной башни. Формула изобретения Программное устройство очередности обслуживания коксовых печей и зат воров угольной башни, содержащее запоминающие и командный блоки, задат чик, включающий задающий блок очередности обслуживания коксовых печей, задающий блок очередности обслуживания рядов затворов угольной башни, связанные своими входами с первым и вторым выходами запоминающего блока и установленные на загру зочной машине, и задающий блок очер ности обслуживания участкрв коксовой батареи, счетчик меток,включаюдий считывающий блок мето; участков кок совой батареи, соединенный с задающим блоком очередности обслуживания участков коксовой батареи, считывающий блок меток коксовых печей,подключенный своим входом к выходу задающего блока очередности обслуживания коксовых печей и считывающий блок меток начала тормозных участков и меток рядов затворов угольной башни, соединенный с выходом задающего блока очередности обслуживания рядов затвора угольной башни и одним из входов командного блока, другие входы которого связаны с выходом считывающего блока меток коксовых печей и третьим выходом запоминающего блока, блоки автономной программы процесса набора шихты, автономной,программы процесса выгрузки шихты и автономной программы процесса обслуживания стояков коксовой печи,подключенные к входам запоминающего блока и первому, второму и третьему выходам командного блока, четвертый выход которого связан с блоком автоматизированной группы механизмов передвижения загрузочной машины, отличающееся тем, что, с целью повышения надежности устройства в работе, оно дополнительно содержит блок связи загрузочной машиИы и коксовой батареи, соединенный с четвертым выходом запоминающего блока, и последовательно соединенные задатчик очередности обслуживания коксовых печей, задатчик очередности обслуживания затворов угольной башни,установленные на коксовой батарее и подключенные к блоку связи загрузочной машины и коксовой батареи,передающие и приемные катушки связи, блок преобразования сигналов и блок контроля точности установки загрузочной машины по оси заданного места -ее остановки, связанный с контактом выходного реле блока преобразования,подключенным к блоку автоматизированной группы механизмов передвижения загрузочной машины. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 360358, кл. С 10 В 31/10 от 1970.


| название | год | авторы | номер документа |
|---|---|---|---|
| Программное устройство обслуживания коксовых печей и затворов угольной башни | 1980 |
|
SU887619A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1978 |
|
SU768758A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1977 |
|
SU691481A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1981 |
|
SU998489A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU653285A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU691480A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1977 |
|
SU684057A2 |
| ПРОГРАММНОЕ УСТРОЙСТВО ОЧЕРЕДНОСТИ ОБСЛУЖИВАНИЯ КОКСОВЫХ ПЕЧЕЙ И ЗАТВОРОВ УГОЛЬНОЙ БАШНИ | 1972 |
|
SU360358A1 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1983 |
|
SU1110795A2 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU361190A1 |
JL ГП Ши1МДШЦ1Ш 33333 ППППППППППП
