(54) ПРСГРАММНОЕ УСТРОЙСТВО ОЧЕРЕДНОСТИ
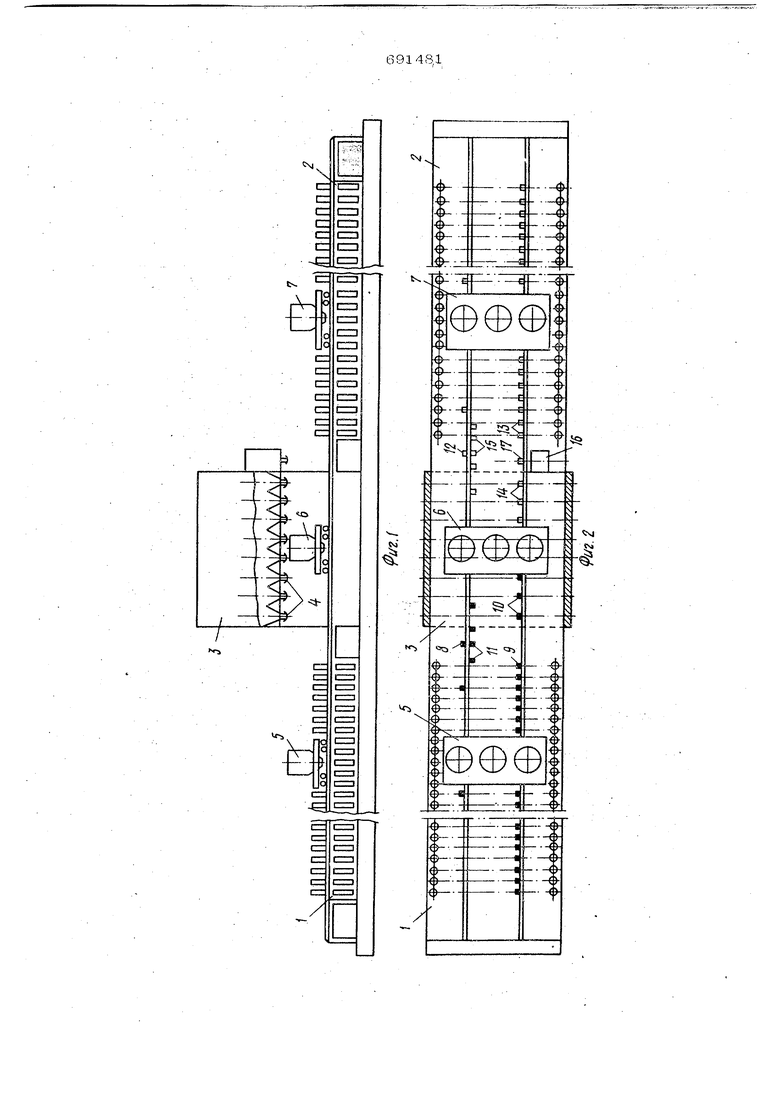
ОБСЛУЖИВАНИЯ КОКСОВЫХ ПЕЧЕЙ И ЗАТВОРОВ УГОЛЬНОЙ БАШНИ. НИ 3, содержащей восемь рядов 4 затворов, обслуживают три углеаагрузочных вагона 5,6 и 7. Коксовая батарея 1 услоёно разделена на участки. На каждом участке установлена метка 8 участка батареи. По продольной оси каждой коксовой печи установлены метки 9 печи, а по осям рядов 4 затворов угольной башни 3 метки 1 р. Метками 11 отмечены начала тормозных участков к кайсдому ряду затворов части угольной башни, относящейся к коксовой батарее 1, Коксовая батарея 2 также условно разделена на участки, на которых установлены метки 12. По продольной оси каждой коксовой печи установлены 13 печи, а по осям рядов 4 затворов угольной башни 3, относящихся к батаре 2, устанЬвлены метки14, Метками 15 отмечень начала тормозных участков к каждому из этих рядов затворов угольной башни и к верхнему бункеру 16 ски пового .подъемника подпланирной шихты, по оси которого также установлена метка 17 пути. Каждый из углезагрузочНых вагонов 5,6 и 7 содержит автономное программное устройство 18 набора шихты, авто номное программное устройство 19 загрузки Ътихты, автономное программное устройство 2О обслуживания стояков, устройство 21 связи с коксовыталкивате лем 21, группу 22 механизмов передвижения с регулируемым торможением, дат чик 23 контроля остановки углезагрузоч ного вагона по оси обслуживаемой кокйо вой печи и программное устройство 24 очередности обслуживания Коксовых печей и затворов угольной башни. На всех углезагрузочных вагонах 5, 6 и 7 установлены одинаковые (универсальные) программные устройства S4 (по одному на каждый вагон), каждое из которых включает в себя задатчик 25очередности обслуживания коксовых печей и рядов затворов угольной 6apiни, состоящий из задающего устройства 26очфедности обслуживания участков коксовой батареи, импульсно связанного с задающим устройством 27 очфедности обслуживания печей на каждом участке коксовой батареи, задающего устройства 28 очередности обслуживания рядов затворов угольной башни, относящихся к ко совой батарее 1, и задающего устройства 29 очередности обслуживания рядов затворбь угольной башни, относящихся коксовой батарее 2, переключатель ЗО выбора объекта обслуживания, счетик 31 маток, состоящий из считываюего устройства 32 меток участков коковой батареи 1, считываюпдаго устройтва 33 меток участков коксовой батареи 2, считывающего устройства 34 меток коксовых печей на батарее 1, считывающего устройства 35 меток коксовых печей на батарее 2 и считы ваюпдаго устройства 36 меток затворов башни, команднь1Й блок 37, запоминающее устройство 38, регистрирующее отработку операций группами механизмов. Программное устройство 24 работает следующим образом, В зависимости от того, какую коксовую батарею (1 или 2) обслуживает данный углезагрузочный вагон, в его программном устройстве 24 переключатель 30 ставится в соответствующее положение. Рассмотрим, например, случай, когда коксовую батарею 1 обслуживает угле- загрузочный вагон 5, а коксовую батарею 2 - углеаагрузочный вагон 6. Углезагру- зочный вагон 7 находится в резерве. Псюле установки углезагрузочного вагона 5 по оси очередного ряда 4 затворов угольной башни 3 из командного блока 37 программного устройства , 24 в автономное программное устройство 18 поступает команда на включение. Происходит включение группы .механиамов набора шнхты. После наполнения всех бункеров вагона шихтой автономного программного устройства 18 в запоминающее устройство 38 поступает ин- формахшя об окончании набора шихты. По сигналу из устройства 38 в задающее устройство 28 задатчика 25 происходит автоматическое изменение задания очередности ряда затворов угольной башни, подлежащего обслуживанию. Одновременно по сигналу из устройства 38 -посредством командного блока 37 автоматизированная группа 22 механизмов включается на перемещение углеаагрузочного вагона 5 в сторону коксовой батареи 1, к печи, подлежащей обслуживанию. Поиск этой печи осуществляется методом слежения по пути перемещения в два этапа: сначала при помощи задающего устройства 26 и считывающего устройства 32 путем отсчета меток 8 определяется участок батареи 1, на котором находится заданная печь, а затем при помощи задающего устройства 27 и считыаающего ус ройстш 34 путем отсчета меток 9 определяется конкретная печь на этом участке батареи, с которой необходимо начать торможение углеаагруаочного вагона, чтобы остановить его по оси печи, подлежащей обслуживанию. При этом из командного блока 37 в группу 22 механизмов выдается команда на торможение вагона} во время торможения слежение по пути перемещения ведется при помощи командного блока 37. Когда вагон 5 подойдет к печи, подлежащей обслуживанию, из командного блока 37 в группу 22 механизмов выдается команда на автоматическую центровку. При автома-шческой центровке вагона 5 по заданной оси остановка группы 22 механизмов управляется сигналами, поступаюитими от устройства 23 контроля установки вагона по заданной оси. После окончатель ной остановки вагона 5 по сигналу, поступившему из командного блока 37 в автономное программное устройство 19, включается автоматика выгрузки шихты (при наличии разрешающего сигнала, поступающего от машиниста коксовыталкивателя посредством устройства 21 связи). После опорожнения всех бункеров вагона 5 по заданной программе из автономного программного уст ройства 19 в запоминающее устройство 38 поступает информация об окончании процесса загрузки коксовой печи. При этом, по команде из устройства 38 в задающем устройстве 27 происходит изменение задания очередной печи, подлежащей обслуживанию а по сигналу из устройства 38 в командный блок 37 последний в автоматизированную группу 22 механизмов ныдает ксфланду на перемещение вагона 5 на малой скорости в сторону печи, подготавливаемой к выдаче. Поиск этой печи осуществляется путем отсчета меток 9 при помошзи командного блока 37. Автоматическая установка вагона 5 по оси печи, подготавливаемой к выдаче, осуществляется так же, как и по оси печи, подлежащей загрузке. После окончательной -остановки вагона с требуемой точностью по оси заданной печи по команде из командного блока 37 в автономное програм мное устройство 20 происходит подготовка верха этой коксовой печи к выдаче. После завершения указанных операций, по сигналу из устройства 20 в. устройство 3 последнее в задатчик 25 выдает команду на изменение задания очередности печи,подлеж .щей загрузке в следующем заезде вагона 5 на батарею 1, а автоматй рованную группу 22 механизмов посредством командного блока 37 включает на перемещение вагона 5 к очередному ряду 4 затворов угольной башни 3. Поиск очередного ряда затворов также осуществляется методом слежения по пути перемещения путем.отсчета сначала меток 11 при помощи задающего устройства 28 и считывающего устройства 36, а после выдачи команды на торможение (в процессе замедления вагона) - путем отсчета меток 10 при помощи командного блока 37. Автоматическая центровка вагона 5 с требуемой точностью по оси заданного ряда 4 затворов происходит так же, как и по оси за-данной коксовой печи. После окончательной остановки эагона 5 под заданным рядом затворов включается автоматика набора шихты в бункоры вагона, и цикл работы углезагрузочного вагона 5 повторяется. Аналогично обеспечивается программное управление и углезагрузочным вагоном 6, только на этом вагоне в программном устройстве 2 4 посредством переключателя 30 вместо задающего устройства 28 введено в работу устройство 29, а вместо считывающих устройств 32 и 34 подключены считывающие устройства 33 и 35, которые обеспечивают отсчет соответствующих меток батареи 2 при поиске заданного места остановки вагона 6. Так, после установки вагона б по оси очередного ряда 4 затворов угольной башни 3, из, командного блока 37 в автономное программное устройство 18 поступает команда на включение. После наполнения всех бункеров вагона шихтой информация об окончании набора шихты поступает из автономного программного устройства 18 в запоминающее устройство 38. По сигналу из устройства 38 в устройство 29 происходит автоматическое изменение задания очередного ряда затворов угольной башни. Одновременно, по сигналу из устройства 38 посредством командного блока 37 автоматизированная группа 22 механизмов перемешэет вагон 6 в сторону коксовой батареи 2, к печи, подлежащей загрузке. При помощи задающего устройства 26 и считывающего устройства- 33 путем отсчёта меток 12 опрецеянется участок батареи 2, на котором нахо;штся заданная печь, а затем при помощи задающего устройства 27 и смитываюпдаго устройства 35 путем отсчета меток 13 определяется печь на этом
в91481 участке, с которой необходимо начать торможение угпезагрузочного вагона 6, чтобы остановить его по оси печи, подлежащей обслуживанию. При этом из командного блока 37 в группу 22 механиамов выдается команда на торможение вагона; во время торможения отсчет меток 13 осуществляется при помогай командного блока 37. Когда вагон 6 подойдет к печи, подлежаюцей обслуживанию из блока 37 в группу 22 механизмов выдается команда на автоматическую цен тровку. Автоматическая центровка ва1Ч)на б осуществляется так fee, как и автомат ческая UBHtpOBKa вагона 5. Аналогично происходят включение и выгрузка шихты из бункера в камеру коксования коксовой печи. После опорожнения всех бункеров вагона 6 из устройства 19 в устройство 38 поступает информация об бкбнчанш процесса загрузки коксовой пе чи. По команде из устройства 38 в задающем устройстве 27 происходит изменение задания очередной печи, подлежащей обслуживанию, а по сигналу из устройства 38 в блок; 37 псюледний включае группу 22 механизмов на перемещение вагона 6 в сторону печи, подготавливаемой к выдаче. Поиск этой печи осуществляется путем отсчета меток 13 при помощи ксалавд Hofxj блока 37. Автоматическая остановк вагона 6 по оси печи, подготавливаемой к , осуществляется так же, как и по оси печи, подлежащей загрузке. После окончат апьной оста 1к)вки вагона с требуемой точностью по оси заданной печи по команде из блока 37 в абтономное программное устройство 2О верх этой коксовой печи подготавливается к выдаче После окончания процесса подготовки печи к выдаче по сигналу из устройства 20 устройство 38 в задатчик 25 выдает команду на изменение задания очередной печи, подлежащей загрузке в следующем заезде вагона на батарею, а группу 22 механизмов посредством блока 37 включает на перемещение вагона 6 к очередн му ряду 4 затворов угольной башни 3.
8 Поиск оче{зедного ряда затворов осуществляется путем отсчета сначала меток 15 при помбпж задающего устройства 29 и считывающего устройства 36, а после йыдачй команды на торможение (в процессе замедления перемещения вагона) - путем отсчета меток 14 при помощи командного блока 37, Автоматическая центровка вагош 6 с требуемой точностью по оси заданного ряда затворов 4 происходит так же, как и по оси заданной кбксовой печи. После окрнчатетгьной остановки вагови 6 под заданным рядом затвс ов включается автоматика набора шихты в бувдсеры вагона и Никл работы углезагрузочного вагона 6 повторяется. Формула изобретения Прогр 1ммное устройство очередности обслуживания коксовых печей и затворов угольной башни по авт. св. № 360358, ,о т л и ч а ю щ е С с я тем, что с целью повышения эксплуатационной надежности программного управления углезагрузочными вагонами путем расширения функщюнальных возможностей программного устройства, в него дополнительно введены переключатель выбора объекта, задак щее устройство, подключенное параллельно задающему устройству очередности обслуживания рядов затворов угольной башни, считывающие устройст а, подключенные параллельно считывающим устройствам меток участков батареи и меток коксовых печей, причем каждое из параллельных считывающих устройств подключено к соответствующим задающим устройствам задатчика очередности обслуживании коксовых печей и рядов затворов угольной башни посредстпом переключателя выбора бъекта обслуживания. Источники И11формацнв, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №360358, кл. С 10 В 31/10, 197О.
«Nl



| название | год | авторы | номер документа |
|---|---|---|---|
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1981 |
|
SU998489A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU653285A2 |
| ПРОГРАММНОЕ УСТРОЙСТВО ОЧЕРЕДНОСТИ ОБСЛУЖИВАНИЯ КОКСОВЫХ ПЕЧЕЙ И ЗАТВОРОВ УГОЛЬНОЙ БАШНИ | 1972 |
|
SU360358A1 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1978 |
|
SU768758A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1977 |
|
SU684057A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1983 |
|
SU1110795A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU691480A2 |
| Программное устройство обслуживания коксовых печей и затворов угольной башни | 1980 |
|
SU887619A2 |
| Программное устройство очередностиОбСлужиВАНия КОКСОВыХ пЕчЕй и зАТВОРОВугОльНОй бАшНи | 1979 |
|
SU802352A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU361190A1 |