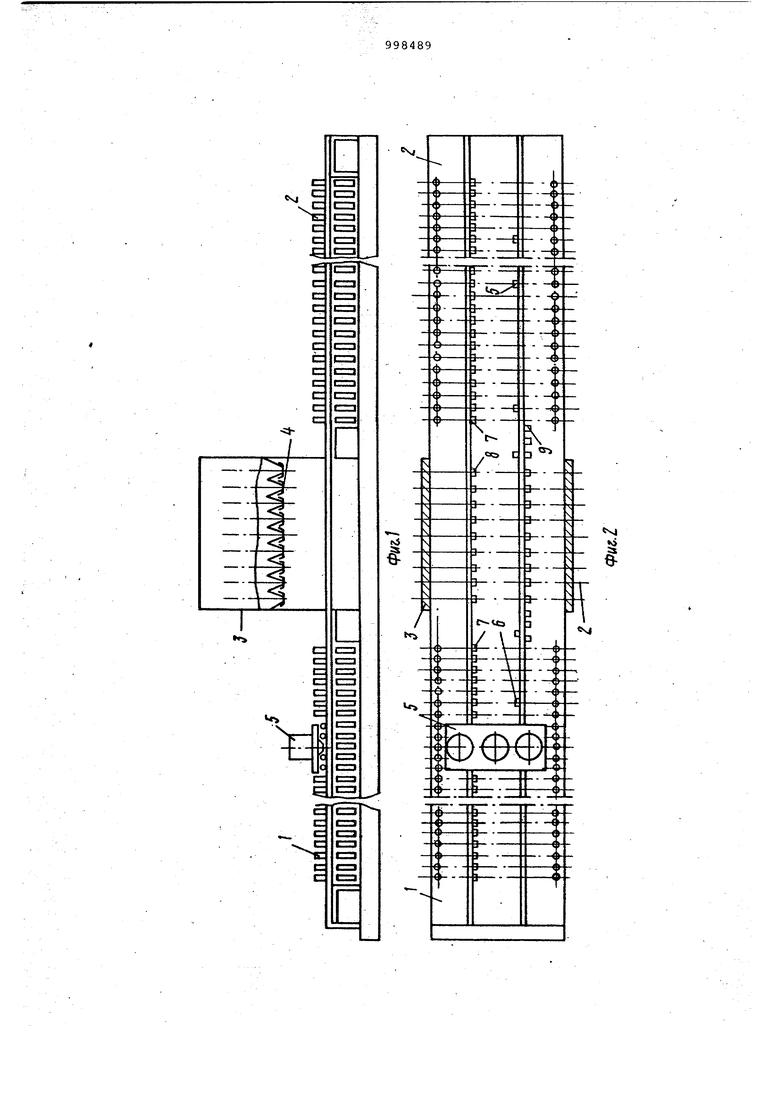
ся, например, на единицу, расположена в начале -каждого участка и для их поиска необходимо сосчитать,напри мер, минимальное числометок, а на участках левой полубатареи аналогичные коксовые печи расположены в конце каждого участка и для их поиска в этом случае необходимо сосчитать максимальное число меток, т.е. необходимо осуществи ть зеркальйый отсчет меток. То же самое и в отношении автоматического поиска одного и того жв ряда затворов угольной башни. Так например, если для автоматического поиска ряда затворов № 1 при движени углезагрузочного вагона с правой пол батареи необходимо сосчитать минимал ное количество меток, то для автоматического поиска того же ряда затворов № 1, но при движении yJ лeзaгpyзo ного вагона с левой полубатареи, необходимо сосчитать максимальное коли чество меток пути. Так как в известном устройстве не предусмотрен зеркальный отсчет меток пути, то это устройство не обеспечит программное управление углезагрузочHfciM вагоном, обслуживающим верх коксовой батареи, разделенной угольной башней на две полубатареи. Целью изобретения является расширение функциональных возможностей устройства и обеспечение возможности испо/гьзования его на коксовых батаре ях, в которых коксовые печи расположены по обе стороны угольной башни. Поставленная цель достигается тем что устройство дополнительно содержит блок задания номера полубатареи и считывающие блоки меток коксовых печей на участках второй полубатареи и меток начала тормозных участков при движении углезагрузочного вагона со второй полубатареи, подключенные параллельно считывающим блокам меток коксовых печей и меток рядов затворов угольной башни, при этом указанные считывающие блоки соединены с блоком задания номера полубатареи, один вход которого подключен к задающему блоку очередности обслуживания участков коксовой батареи, а другой вход соединен с задающим блоком очередности обслуживания печей на каждом участке коксовой батареи. На фиг., 1 представлена схема уст. ройства,вид на коксовую батарею, раз деленную угольной башней на две полубатареи, продольный разрез, на фиг. 2 - коксовая батарея, вид сверху; на фиг. 3 - блок схема программного устройства. Коксовая батарея состоит из двух коксовых полубатарей 1 и 2 и уголь.ной башни 3, содержащей, например, девять рядов затворов 4, и обслужива ет углезагрузочный вагон 5. Коксовые полубатареи 1 и 2 условно разделены на участки (например, по десять печей ). На каждом участке установлена метка 6 участка батареи. По продольной оси каждой коксовой печи установлены метки 7 печи, а по осям рядов затворов 4 угольной башни 3 - метки 8. Метками 9 отмечены начала тормозных участков к каждому ряду затворов 4 угольнойбашни 3. Углезагрузочный вагон содержит группу механизмов, устройств и средств сигнализации по набору шихты в бункера вагона, управляемые программным блоком 10, группу механцзмов, устройств и средйтв сигнализации по обслуживанию крышек стояков и кранов пароинжекции, управляемые автономным программным блоком 11, группу механизмов, устройство и средств сигнализации по выгрузке шихты в камеру коксования, управляемые автономным программным блоком 12,блок 13 связи с коксовыталкивателем, автоматизированную группу 14 механизмов передвижения углезагрузочного вагона, устройство 15 контроля установки вагона по оси обслуживаемой коксовой печи или ряда затворов бункеров угольной башни и программный блок 16 очередности обслуживания коксовых печей и затворов 4 угольной башни 3. Программный блок 16 включает задатчик 17 очередности обслуживания коксовых печей и рядов затворов башни, состоящий из задающего блока 18 очередности обслуживания участков коксовой батареи, импульсно связанного с задающим блоком 19 очередности обслуживания печей на каждом участке коксовой батареи и задающего блока 20 очередности обслуживания рядов затворов 4 угольной башни 3, блок 21 задания номера полубатареи-, счетчик 22 меток, состоящий из считывающего блока 23 меток участков коксовой батареи,считыв,ающего блока 24 меток коксовых печей на участках полубатареи 1, считывающего блока 25 меток коксовых печей на участках полубатареи 2, считывающего блока 26 меток 9 начала тормозных участков к рядам затворов 4 угольной башни 3 при движении углезагрузочного рагона 5 с полубатареи 1, считывающего блока 27 меток 9 начала тормозных участков при движении углезагрузочного вагона 5 с полубатареи 2, командный блок 28 запоминающего блока 29, регистрирующего обработку операций группами механизмов. Устройство работает следующим образ ом. После автоматической установки углезагрузочного вагона 5 по оси заданного очередного ряда затворов 4 угольно башни 3 из командного блока 28 программного блока 16 в автономный программный блок 10 поступает команда на включение. Происходит включение группы механизмов по набору шихты. После наполнения всех-бункеров вагона 5 шихтой из автономного программного блока 10 в запоминающий блок 29 поступает информация об окончании процесса набор шихты. При этом по сигналу из блока 29 в задающий блок 20 задатчика 17 происходит автоматическое изменение задания очередного ряда затворов урольной башни, подлежащего обслуживанию.. Одновременно по сигналу из блока 29 посредством командного блока 28 автоматизированная группа 14 механиз мов включается на перемещение углезагрузочного вагона 5 в сторону заданной коксовой печи, подлежащей обслуживанию. Например,, заданная печь находится на коксовой полубатареи 1 В этом случае-посредством блока 21 задания номера полубатареи, в счетчике 22 избирается (включается в работу) считывающий блок 24 меток коксовых печей на участках полубатареи 1 Поиск заданной печи осуществляется методом слежения по пути перемещения вагона 5 в два этапа: сначала при помощи задающего блока 18 и считывающего блока 23 путем отсчета меток б определяется участок на коксовой полубатарее 1 на котором находится заданная печь, а затем при помощи задающего блока 19 и считываю щего блока 24 путем отсчета меток 7, определяется конкретная коксовая печ на этом участке, с которой необходимо начать торможение углезагрузочного вагона 5 чтобы остановить его по оси печи, подлежащей обслуживанию При этом из командного блока 28 в группу механизмов 14 выдается коман да на торможение вагона, во время которого слежение по пути перемещения ведется при помощи командного блока 28. Когда вагон 5 подойдет к печи подлежащей обслуживанию, из командного блока 28 в группу 14 механизмов выдается команда на автома тическую центровку. При автоматичес кой центровке вагона 5 по оси задан ного места остановки, группа 14 механизмов управляется сигналами, поступающими от блока 15 контроля установки вагона по оси заданного места. После окончательной остановки ва гона 5 по сигналу из командного бло ка 28 в автономный прогрги 1мный блок 12 включается автоматика выгрузки шихты при наличии разрешающего выгрузку сигнала, поступающего от машиниста коксовыталкивателя посредст вом блока-13 связи). После опорожнения всех бункеров вагона 5 по заданной программе из блока 12 в запоминающий блок 29 поступает информация об окончании про iecca загрузки коксовой печи. При этом по команде запоминающего блока 29 в задающем блоке происходит изменение задания очередной печи, подлежащей обслуживанию, а по сигналу из запоминающего блока 29посредством командного блока 28 в автоматизированную группу 14 механизмов nqcTynaет команда на перемещение вагона 5 на малой скорости в сторону печи, подготавливаемой к выдаче.. Поиск этой печи осуществляется путем отсчета меток 7 при помощи командного блока 28. Автоматическая установка вагона 5 по оси подготовительной к ВЕЛдаче печи осуществляется аналогично как и по оси печи, подлежащей загрузке. После окончательной остановки вагона 5 по оси заданной печи по команде из кoмa iднoгo блока 28 в автономный программный блок 11 происходит подготовка верха этой коксовой печи. После завершения указанных операций по сигналу из блока- 11 в запоминающий блок 29 последний в задатчик 17 выдает команду на изменение задйния очередной печи, подлежащей загрузке в следующем заезде вагона 5 на верх коксовых печей, а автоматизированную группу 14 механизмов посред-, ством командного блока 28 включает на перемещение углезагрузочного вагона 5 к очередному ряду 4 затворов угольной башни 3.. Так как к угольной башне 3 углезагрузочный вагон 5 движется с коксовой полубатареи 1, то посредством блока 21 задания номера полубатареи в счетчике 22 меток избирается (включается в работу) считывающий блок 26, а не считывающий блок 27. Поиск оче редного ряда затворов также осуществляется методом слежения по пути перемещения путем отсчета сначала меток 9 (при помощи задаюцего блока 20 и считывающего блока 26), а после выдачи команды на торможение (в процессе замедления перемещения вагона ) - путем отсчета меток 8 при помощи командного блока 28. , . Автоматическая центровка вагона 5 с требуемойточностью по оси заданного ряда затворов 4 происхода1Т аналогично, как и по оси заданной коксовой печи. После окончательной остановки вагона 5 .иод заданным рядом затворов включается автоматика набора шихты в бункера вагона и цикл работы углвэагрузочного вагона 5 повторяется. Если очередная заданная коксовая печь находится на каксйл-либо участке полубатареи 2, то в этом случае посредств,ом блока 21 задания полубатареи в счетчике 22 меток избираются (включается в работу) полубатареи 2, а вместо считывающего блока 26 - считывающий блок 27 меток 9 при движении углезагрузочного вагона 5 с полубатареи 2. Поиск заданной печи на полубатарее 2 осуществляется аналогично,как и на полубатарее 1, т.е. сначала пр домощи задающего блока 18 и считываю щего блока 23 путем отсчета меток 6 определяется участок на коксовой полубатарее 2, на котором находится .з данная печь, а затем при помощи задающего блока 19 и считывающего блока 25 путем отсчета меток 7 определя ется конкретная кок :овая печь на это участке, с которой необходимо начать торможение углезагрузочного вагона. При этом из командного блока 28 в группу 14 механизмов выдается команда ,на торможение и функция слежения передается командному блоку 28. Когда вагон 5 подойдет к печи, подлежащей обслуживанию, из командного блок 28в группу 14 механизмов поступает 1команда на автоматическую центровку которая осуществляется-по сигналам от устройства 15. Затем по команде из блока 28,в блок 12 включается автоматика выгруз ки шихты (при наличии сигнала на выгрузку от машиниста коксовыт-алкивателя ). После опорожнения всех бункеров углезагрузочного вагона 5 по заданной программе из блока 12 в запоминающий блок 29 поступает информация об окончании процесса загрузки коксово печи. При этом по команде из блока 29в задающем блоке 19 происходит изменение задания очередной печи,а по сигналу из блока 29 посредством командного блока 28 в группу 14 механизмов поступает команда на перемещение углезагрузочного вагона 5 на малой скорости в сторону этой печи, Поиск печи, подготавливаемой к выдаче (аналогично как и на полубатарее 1), осуществляется путем отсчета меток 7 при помощи командного блока 28. Затем (после установки углезагру зочного вагона 5 по оси эт:ой печи) по команде из блока 28 в блок 11 включается автоматика подготовки вер ха коксовой печи к выдаче, после завершения которой по сигналу из блока 11 в устройство 29 последнее в за датчик 17 выдает команду на изменение задания очередной печи, подлежащей загрузке в следующем заезде, а автоматизированную группу 14 механизмов (посредством блока 28) включает на перемещение вагона 5 к очередному ряду 4 затворов угольной башни 3. Поиск очередного ряда затворов в этом случае осуществляется путем отсчета сначала меток 9 при помощи задающего блока 20 и считывающего блока 27 (.на не считывающего блока 26), а после выдачи команды на торможение - путем отсчета меток 8 при помощи командного блока 28, Поиск очередного ряда затворов в этом случае осуществляется путем отсчета Сначала меток 9 при помощи задающего устройства 20 и считывающего устройства 27 (а не 26), а после выдачи команды на торможение путем отсчета меток 8 при помощи командного блока 28. Затем происходит автоматическая центровка углезагрузочного вагона 5 по оси заданного ряда затворов, остановка углезагрузочного вагона 5, включение автоматики набора шихты, процесс заполнения бункеров, углезагрузочного вагона 5 шихтой, автоматическое изменение задания в задатчике 17 программного блока 16 и далее цикл работы углезагрузочного вагона 5 повторяется. Таким образом, предлагаемое изобретение позволяет практически при одном и том же количестве аппаратуры выполнять две различные жесткие программы, т.е. работать по двум алгоритмам, и также использовать его и для обеспечения программного управления углезагрузочными вагонами,которые обслуживают верх коксовых батарей, разделённых угольной башней на две полубатареи, т.е. позволяет расширить область использования программного устройства. Формула изобретения Программное устройство, очередности обслуживания коксовых печей и затворов угольной башни по авт. ев. № 360358, о.тличающееся тем, что, с целью расядирения функциональных возможностей устройства, оно дополнительно содержит блок задания номера полубатареи и считывающие блоки меток коксовых печей на участках второй полубатареи и меток начала тормозных-участков при движении углезагрузочного вагона со второй полубатареи, подключенные параллельно считывающим блокам меток коксовых печей и меток рядов затворов угольной башни, при этом указанные считывающие блоки соединены с блоком задания номера полубатареи, один вход которого подключен к задающему блоку очередности обслуживания участков коксовой батареи, а другой вход соединен с задающим блоком очередности обслуживания печей на каждом участке коксовой батареи. . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 360358, кл. С 10 В 31/10, 1970.
«41

| название | год | авторы | номер документа |
|---|---|---|---|
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1983 |
|
SU1110795A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1977 |
|
SU691481A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1978 |
|
SU768758A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1977 |
|
SU684057A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU653285A2 |
| Программное устройство очередности обслуживания коксовых печей и затворов угольной башни | 1976 |
|
SU691480A2 |
| ПРОГРАММНОЕ УСТРОЙСТВО ОЧЕРЕДНОСТИ ОБСЛУЖИВАНИЯ КОКСОВЫХ ПЕЧЕЙ И ЗАТВОРОВ УГОЛЬНОЙ БАШНИ | 1972 |
|
SU360358A1 |
| Программное устройство обслуживания коксовых печей и затворов угольной башни | 1980 |
|
SU887619A2 |
| Программное устройство очередностиОбСлужиВАНия КОКСОВыХ пЕчЕй и зАТВОРОВугОльНОй бАшНи | 1979 |
|
SU802352A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU361190A1 |