1
Изобретение относится к обработке металлов резанием и может найти применение при обработке профильных поверхностей на токарных, фрезерных, шлифовальных станках.
Известен способ угловой коррекции положения профиля на изделии, включающий в себя измерение детали после пробного прохода и регулирование положения копира при помощи дополнительной компенсациир
Однако такая компенсация возможна только после остановки станка, обеспечивает только ступенчатое регулирование и поэтому не может гарантировать необходимой точности обработки.
Цель изобретения - повышение точности обработки и снижение трудоемкости наладки копировальных станков для обработки деталей с ориентированным профилем.
Это достигается тем, что регулирование углового положения профиля производят перемещением щупа в перпендикулярном направлении относительно оси вращения копира по его профилю.
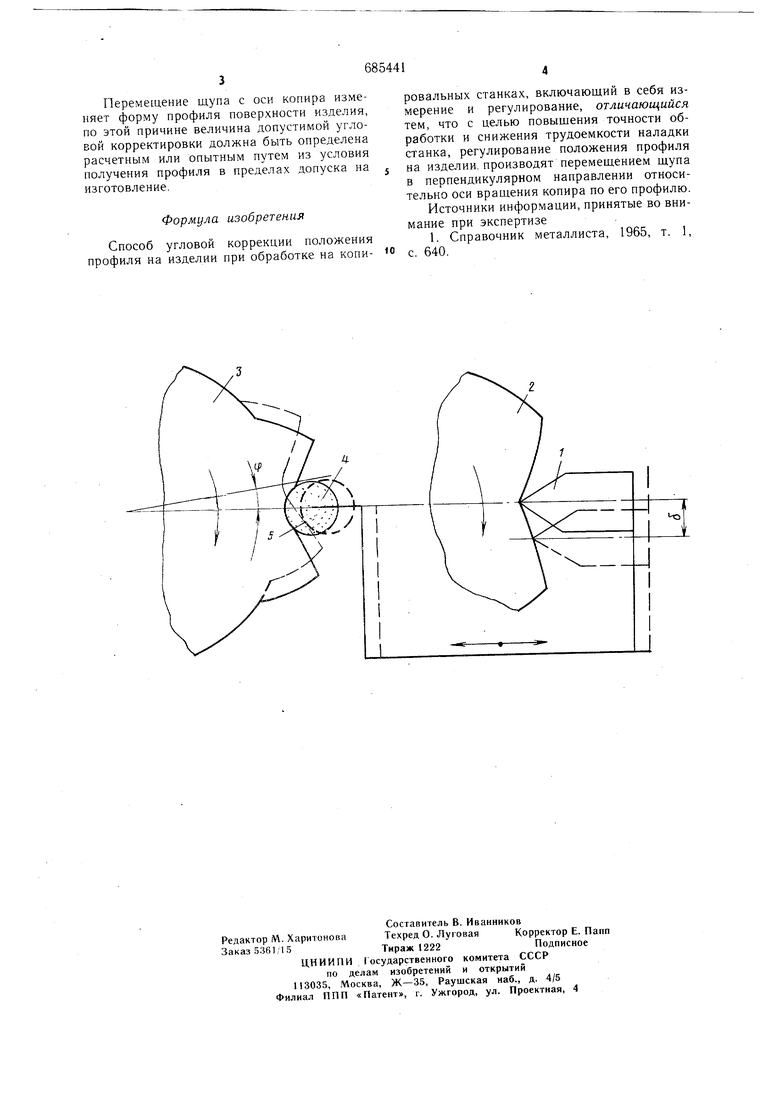
На чертеже показана схема осуществления предлагаемого способа угловой коррекции положения профиля на изделии.
Контурными линиями изображены туг; . копир 2, обрабатываемая деталь 3, шлифовальный круг 4 в момент обработки зпадины. Стрелками обозначены направления вращения детали и копира.
Способ осуществляют следующим образом.
Если переместить щуг1 1 на величину 5, например, вниз относительно центра копира 2, то соответственно обрабатывают не впадину, а некоторую предшествующую ей точку 5 бокового профиля изделия 3, т. е. при неизменном относительном положении копира и изделия в результате смещения щупа с центра копира профиль на изделии получает угловое смещение ф. Это смещение направлено в сторону, противоположную направлению смещения щупа.
Смещенные положения щупа, шлифовального круга и обрабатываемого профиля показаны на чертеже пунктирными линиями.
Регулируя величину и направление смещения щупа, поворачивают профиль поверхности изделия на требуемую величину и в нужном направлении, компенсируя погрешности угловой установки копира и изделия и износ станка. Перемещение щупа с оси копира изменяет форму профиля поверхности изделия, по этой причине величина допустимой угловой корректировки должна быть определена расчетным или опытным путем из условия получения профиля в пределах допуска на изготовление. Формула изобретения Способ угловой коррекции положения профиля на изделии при обработке на копировальных станках, включающий в себя измерение и регулирование, отличающийся тем, что с целью повыщения точности обработки и снижения трудоемкости наладки станка, регулирование положения профиля на изделии, производят перемещением щупа в перпендикулярном направлении относительно оси вращения копира по его профилю. Источники информации, принятые во внимание при экспертизе 1. Справочник металлиста, 1965, т. 1, с. 640.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков,методом копирования | 1975 |
|
SU891359A1 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков, матодом копирования | 1987 |
|
SU1407767A2 |
| Устройство для обработки кулачков | 1985 |
|
SU1296316A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Копировально-шлифовальный станок | 1974 |
|
SU554139A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Система управления станком для шлифования кулачковых валов | 1984 |
|
SU1281389A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Способ компенсации погрешности формы изделий с некруглым поперечным сечением при токарной обработке | 1987 |
|
SU1502202A1 |
| Устройство для обработки кулачковых деталей | 1981 |
|
SU1024230A1 |
