(54) УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТ АЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочное устройство с автоматической подачей детали | 1980 |
|
SU965719A1 |
| Система управления вибрационным прессом | 1976 |
|
SU664734A1 |
| Пневматический импульсный гайковерт | 1977 |
|
SU905045A1 |
| Устройство к многошпиндельному резь-бОНАРЕзНОМу СТАНКу | 1978 |
|
SU795779A2 |
| Пневмопривод каретки | 1979 |
|
SU840525A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| Замедлитель железнодорожного транспортного средства | 1983 |
|
SU1183415A1 |
| Устройство для подачи деталей взОНу СбОРКи | 1978 |
|
SU811342A1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2129950C1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
I
Изобретение может быть использовано, например в машиностроении и приборостроении.
Известно устройство для сборки, содержащее рабочий орган с вращающейся ориентирующей обоймой, привод вращения, а также привод возвратно-поступательного перемещения 1.
Недостаток известного устройства - низкая надежность и производительность.
Цель изобретения - повыщение производительности сборки и надежности устройства в работе.
Для этого в предлагаемом устройстве пневмоцилиндр снабжен инерционным элементом в виде дополнительного пневмоцилиндра, связанного с основным пневмоцилИндром отводящим трубопроводом.
Кроме того, дополнительный пневмоцилиндр снабжен регулирующим устройством, выполненным, например, в виде подпружиненного порщня и упорного винта.
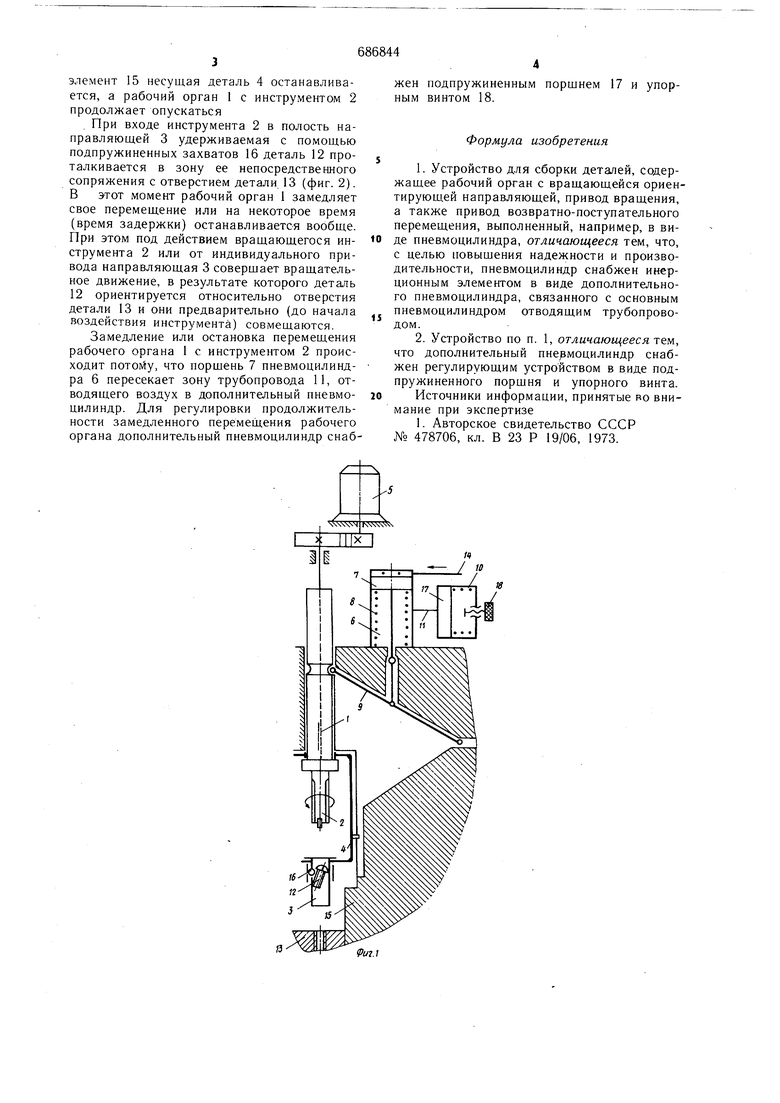
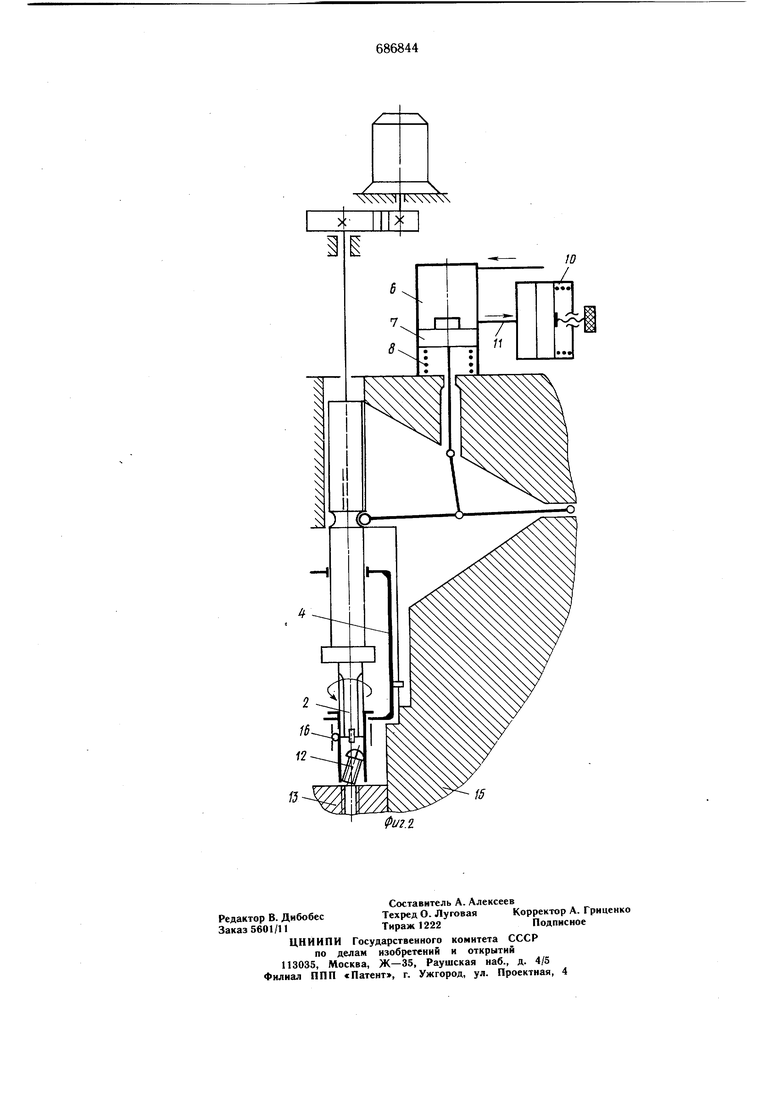
На фиг. 1 изображено описываемое устройство с пневмоприводом в исходном положении; на фиг. 2 - то же, в промежуточной стадии цикла.
Устройство содержит рабочий орган I с инструментом 2 и ориентирующей направляющей 3, удерживаемой в подвижном состоянии на несущей детали 4; привод 5 вращения; привод поступательного перемещения, выполненный в виде пневмоцилиндра 6 с порщнем 7 и пружиной 8 возврата; качающийся рычаг 9, связывающий пневмопривод с рабочим органом; инерционный элемент в виде дополнительного пневмоцилиндра 10, связанного трубопроводом 11 с пневмоцилиндром 6.
После включения привода вращения, загрузки в направляющую 3 детали 12 и установки в рабочую зону детали ,13 оператор с помощью педали (на чертежах не показана) дает команду на осуществление рабочего цикла. При этом воздух под давлением из пневмосети по подводящему трубопроводу 14 подается в пневмоцилиндр 6, вследствие чего порщень 7, преодолевая сопротивление пружины 8, движется вниз, реремещая рычагом 9 в том же направлении рабочий орган 1 с инструментом 2 и несущей деталью 4. После упора в ограничительный
элемент 15 несущая деталь 4 останавливается, а рабочий орган 1 с инструментом 2 продолжает опускаться
При входе инструмента 2 в полость направляющей 3 удерживаемая с помощью подпружиненных захватов 16 деталь 12 проталкивается в зону ее непосредственного сопряжения с отверстием детали 13 (фиг. 2). В этот момент рабочий орган 1 замедляет свое перемещение или на некоторое время (время задержки) останавливается вообще. При этом под действием вращающегося инструмента 2 или от индивидуального привода направляющая 3 соверщает вращательное движение, в результате которого деталь 12 ориентируется относительно отверстия детали 13 и они предварительно (до начала воздействия инструмента) совмещаются.
Замедление или остановка перемещения рабочего органа 1 с инструментом 2 происходит потоку, что порщень 7 пневмоцилиндра 6 пересекает зону трубопровода 11, отводящего воздух в дополнительный пневмоцилиндр. Для регулировки продолжительности замедленного перемещения рабочего органа дополнительный пневмоцилиндр снабжен подпружиненным порщнем 17 и упорным винтом 18.
Формула изобретения
0 Источники информации, принятые во внимание при экспертизе
W
15
Фи2.г
