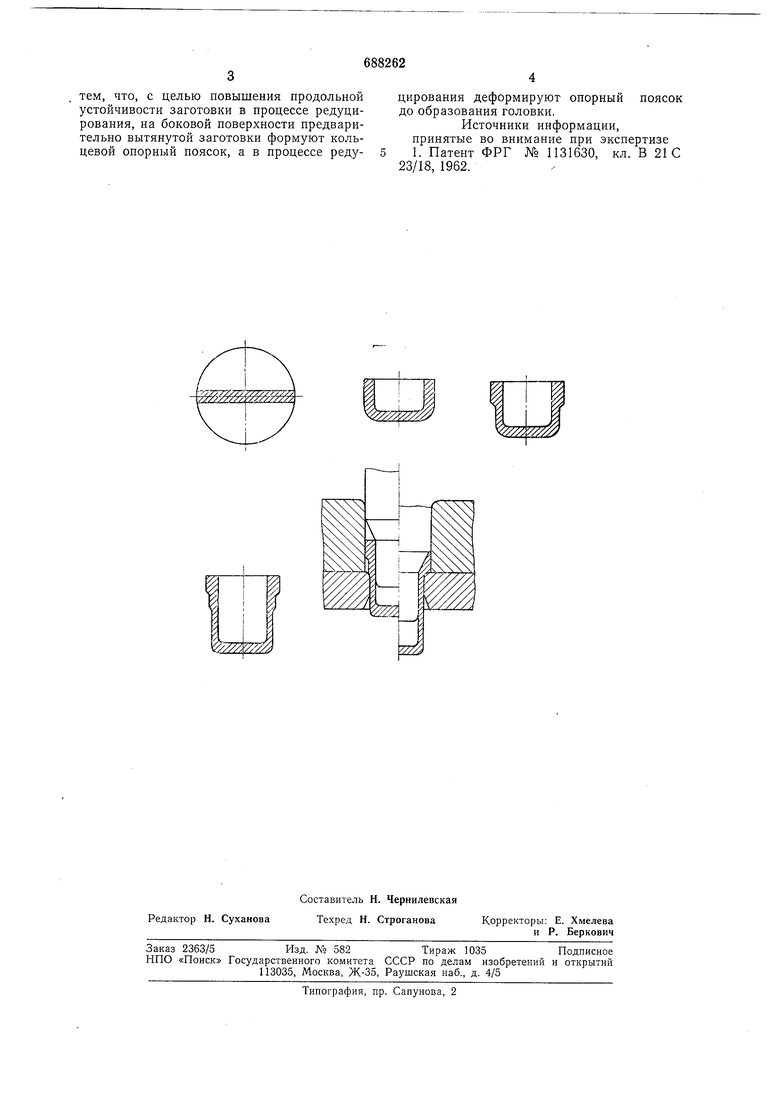
тем, что, с целью повышения продольной устойчивости заготовки в процессе редуцирования, на боковой поверхности предварительно вытянутой заготовки формуют кольцевой опорный поясок, а в процессе редуцирования деформируют опорный поясок
до образования головки.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 1131630, кл. В 21 С
23/18, 1962.
| название |
год |
авторы |
номер документа |
| Автоматическая линия для изготовления зубьев борон |
1975 |
- Игнатьев Алексей Кириллович
- Колтунов Иван Яковлевич
- Карасев Михаил Иванович
- Шифрин Давид Яковлевич
- Цепулин Владимир Анатольевич
|
SU556026A1 |
| Способ разделения сортового проката |
1989 |
|
SU1731475A1 |
| Штамп для многопозиционного холодновысадочного автомата |
1981 |
- Познянский Илья Матвеевич
|
SU1038039A1 |
| Способ производства сварных прямо-шОВНыХ ТРуб |
1979 |
- Фридман Давид Соломонович
- Халамез Ефим Менделевич
- Ериклинцев Валерий Васильевич
- Тоцкий Иван Тимофеевич
- Танцырев Олег Васильевич
- Меньщиков Аскольд Михайлович
- Кузнецов Владимир Александрович
|
SU829246A1 |
| Способ настройки инструмента стана поперечно-винтовой прокатки |
1974 |
- Потапов Иван Николаевич
- Матурина Людмила Федоровна
- Стыркин Герман Дмитриевич
- Гремяков Иван Петрович
|
SU515538A1 |
| Инсрумент стана холодной прокатки труб |
1975 |
- Пляцковский Оскар Александрович
- Попов Марат Васильевич
- Вольфович Георгий Вольфович
- Ольховский Георгий Давидович
- Богуславский Лазарь Иосифович
- Островский Игорь Петрович
- Хаустов Георгий Иосифович
- Удачин Борис Григорьевич
- Дуплий Григорий Данилович
- Обух-Швец Иван Михайлович
|
SU535120A1 |
| Способ периодической холодной прокатки труб |
1984 |
- Попов Марат Васильевич
- Вольфович Георгий Вольфович
- Бегма Николай Дмитриевич
- Чуб Анатолий Васильевич
- Островский Игорь Петрович
- Хаустов Георгий Иосифович
- Гореславец Юрий Григорьевич
- Раушенбах Игорь Михайлович
- Педас Василий Прокофьевич
- Жаниспаев Ешим Альвитович
- Иванов Евгений Викторович
- Фомин Валерий Сергеевич
- Шведченко Антон Антонович
- Баранцов Иван Гаврилович
|
SU1189520A1 |
| Опорная планка роликового стана периодической прокатки труб |
1977 |
- Ламин Александр Борисович
- Гаврилин Павел Максимович
- Беликов Юрий Михайлович
- Король Николай Николаевич
- Хаустов Георгий Иосифович
- Обух-Швец Иван Михайлович
- Егоров Владимир Андреевич
- Хижняк Владимир Дмитриевич
- Кричевский Евгений Маркович
- Кекух Станислав Николаевич
- Гринберг Яков Зельманович
- Серый Евгений Александрович
|
SU680774A1 |
| Загрузочный ротор |
1982 |
- Колтунов Иван Яковлевич
- Бережной Иван Константинович
|
SU1060419A2 |
| Способ изготовления труб |
1988 |
- Фельдман Александр Исаакович
- Попов Марат Васильевич
- Самойленко Геннадий Дмитриевич
- Беликов Юрий Михайлович
- Боев Эдуард Викторович
- Лукашевич Валентин Александрович
- Живцов Сергей Павлович
- Обух-Швец Иван Михайлович
- Штанько Владлен Михайлович
- Лисовский Александр Александрович
- Кекух Станислав Николаевич
- Ламин Александр Борисович
|
SU1600877A1 |
