(54) СПОСОБ ШИПОВАНИЯ ТРУБ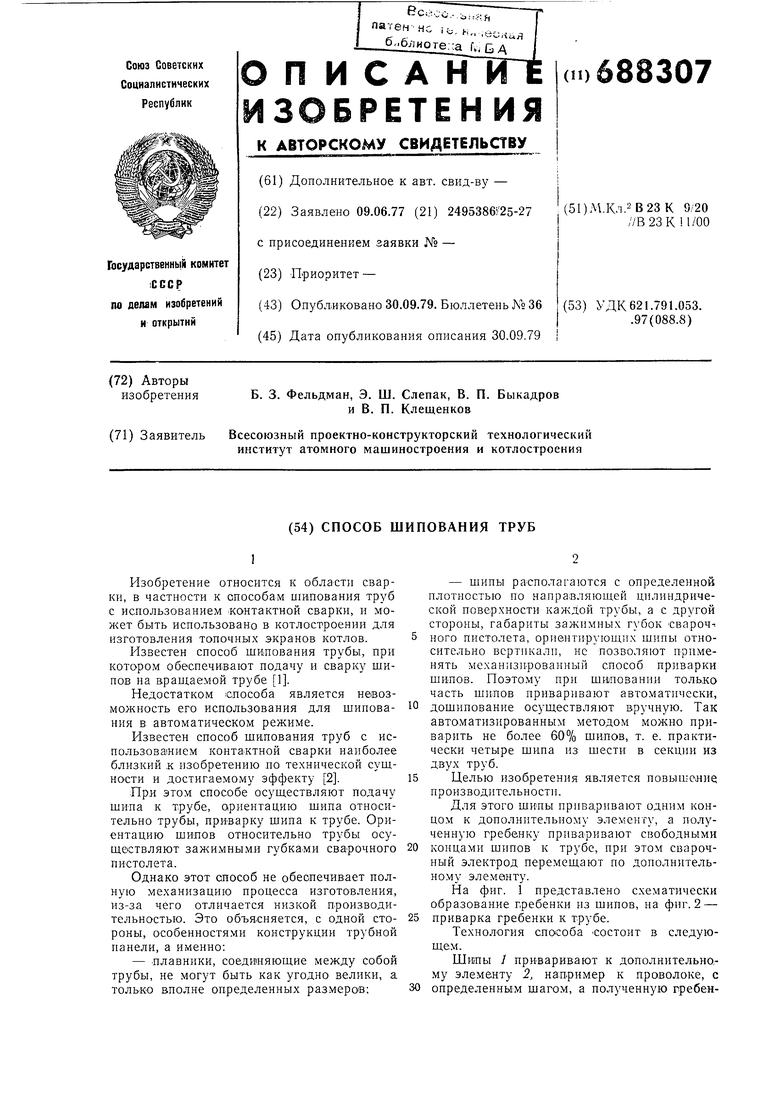

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КОНТАКТНОЙ ПРИВАРКИ ШИПОВ | 1966 |
|
SU177570A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ СОТОВЫХ КОНСТРУКЦИЙ | 1969 |
|
SU245225A1 |
| Сварочный узел автомата для контактной приварки шипов | 1983 |
|
SU1212737A1 |
| Установка для приварки шипов к трубным панелям | 1980 |
|
SU927474A1 |
| СПОСОБ СВАРКИ ПЛОСКИХ ПАНЕЛЕЙ С КОЛЛЕКТОРНОЙ ТРУБОЙ | 2008 |
|
RU2374054C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Установка для приварки шипов к трубным панелям | 1976 |
|
SU695789A1 |
Изобретение относится к области сварки, в частности к способам нгапования труб с использованием контактной сварки, и может быть использовано в котлостроении для изготовления топочных экранов котлов.
Известен способ шипования трубы, при котором обеспечивают подачу и сварку шипов на вран1,аемой трубе 1.
Недостатком способа является невозможность его использования для шипования в автоматическом режиме.
Известен способ шипования труб с использованием контактной сварки наиболее близкий ,к изобретению по технической сущности и достигаемому эффекту 2.
При этом способе осуш,ествляют подачу шипа к трубе, ориентацию шипа относительно трубы, приварку шипа к трубе. Ориентацию шипов относительно трубы осуществляют зажимными губками сварочного пистолета.
Однако этот способ не обеспечивает полную механизацию процесса изготовления, из-за чего отличается низкой производительностью. Это объясняется, с одной стороны, особенностями конструкции трубной панели, а именно:
- плавники, соединяющие между собой трубы, не могут быть как угодно велики, а только вполне определенных размеров:
- шипы располагаются с определенной плотностью по направляющей цилиндрической поверхности каждой трубы, а с другой стороны, габариты зажимных губок свароч ного пистолета, ориентирующих шипы относительно вертикали, не позволяют применять механизированный способ приварки шипов. Поэтому ири шиповании только часть шипов приваривают автомат 1чески, дошипование осуществляют вручную. Так автоматизированным методом можно приварить не более 60% шипов, т. е. практически четыре шипа из щести в секция из двух труб.
Целью изобретения является повышение производительности.
Для этого шипы приваривают одним концом к дополнительному элементу, а полученную гребенку приваривают свободными концами шипов к трубе, ири этом сварочный электрод перемешают по дополнительному элементу.
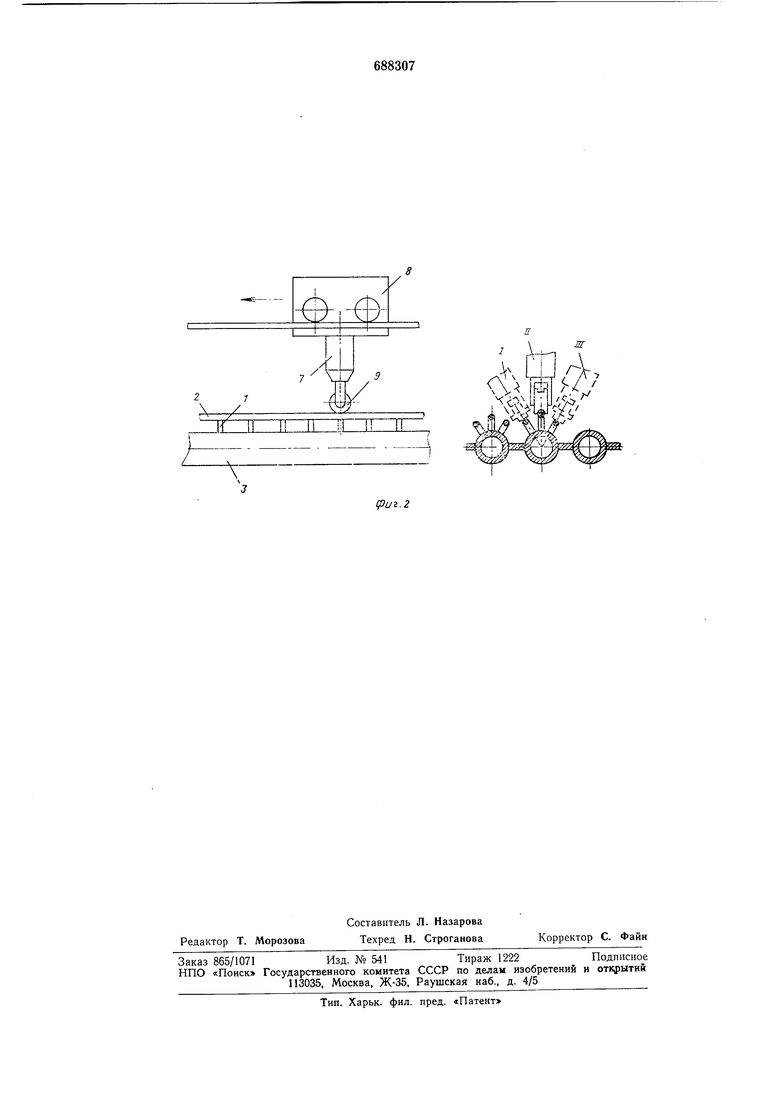
На фиг. 1 представлено схематически образование гребенки из щипов, на фиг. 2 - приварка гребенки к трубе.
Технология способа состоит в следующем.
Шипы / приваривают к дополнительно,му элементу 2, например к проволоке, с
определенным шагом, а полученную гребенку приваривают свободными .концами шипов / к трубе 3, при этом сварочный электрод перемеш,ают по дополнительному элементу 2. Первая олерация может быть реализована на контактно-точечной машине 4, например МТПУ-ЗОО, с применением механизма 5 для перемещения проволоки с определенным шагом и механиз ма 6 подачи шипов. Вторую операцию осуш,ествляют на специальной роликовой ма.ши1не 7, усталовленпой на перемещающем устройстве 8 с возможностью отклонения от вертикали. Приварка шипов к трубе производится при непрерывном перемещении машины 7, включают ток и давление осадки при наезжании ролика 9 на ши1п i/ со стороны проволоки 2. Ориентацию шипов относительно трубы 3 осуществляют до сварки, устанавливая первый ШИ1П па трубе с .помощью пр.испособлсния (на чертеже не показано). Это позволяет без затруднений приваривать наклонные шипы на смежлых трубах, тем самым полностью автоматизировать процесс шипования. Для приварки .к дополнительному элементу - образование гребенки используют обычные режимы контактной сварки, так для шипа из стали 6ХСЮ0 QMM и проволоки 0 3 мм: Ток, А10 000, Время, сек0,1 Усилие прижатия, кг500-600 Для приварки шипов гребенки к трубам используются те же , что и при шиповании, например, одиноч,ных труб040луи, так для труб из стали 12Х1МФ и шииа из стали 6ХСЮ 0 10 мм:
,аК /7////////////777/7 Усилие прижатия шипа к трубе, кг1000-1500 Для приварки наклонных шипов наклоняют гребенку и сварочную машину на соответствуюший угол, осушествляя давление на шип перпендикулярно к трубе. Расстояние между трубами в трубных панелях составляет от 12 до 20 мм лри 0 труб 30-;80 мм (из условий технологии изготовления и конструкции панели). Длина и диаметр шипа по ОСТ 24.гЭ15. 08-73 составляют от 20 до 25 мм и 0 8-14 соответственно. Отклонение ш.ипа от вертикали достигает 4i5°. Толшина ролика шовной машины несколько больше диа.метра шипа, например при диаметре шипа 14 мм толщина ролика составляет 20 мм. Использование данного способа шипования труб позволяет производить автоматическую пр.иварку наклонных шипов на смежных трубах, что позволяет полностью автоматизировать процесс шипования. Формула изобретения Способ шипования труб с использованием контактной сварки, отличающийся тем, что, с целью повышения производительности, шипы приваривают одним концом .к дополнительному элементу, а полученную гребенку приваривают свободными, концами ши)пов к трубе, пр.и этом сварочный электрод перемещают по дополнительному элементу, который затем удаляют. Источники информации, принятые во внимание при экспертизе: 1.Патент Англии № 1088500, кл. В 3 R, опублик. 1967. 2.Труды ЦНИИТМАШ, М., № 93, 1970.
21
/
JL
I
