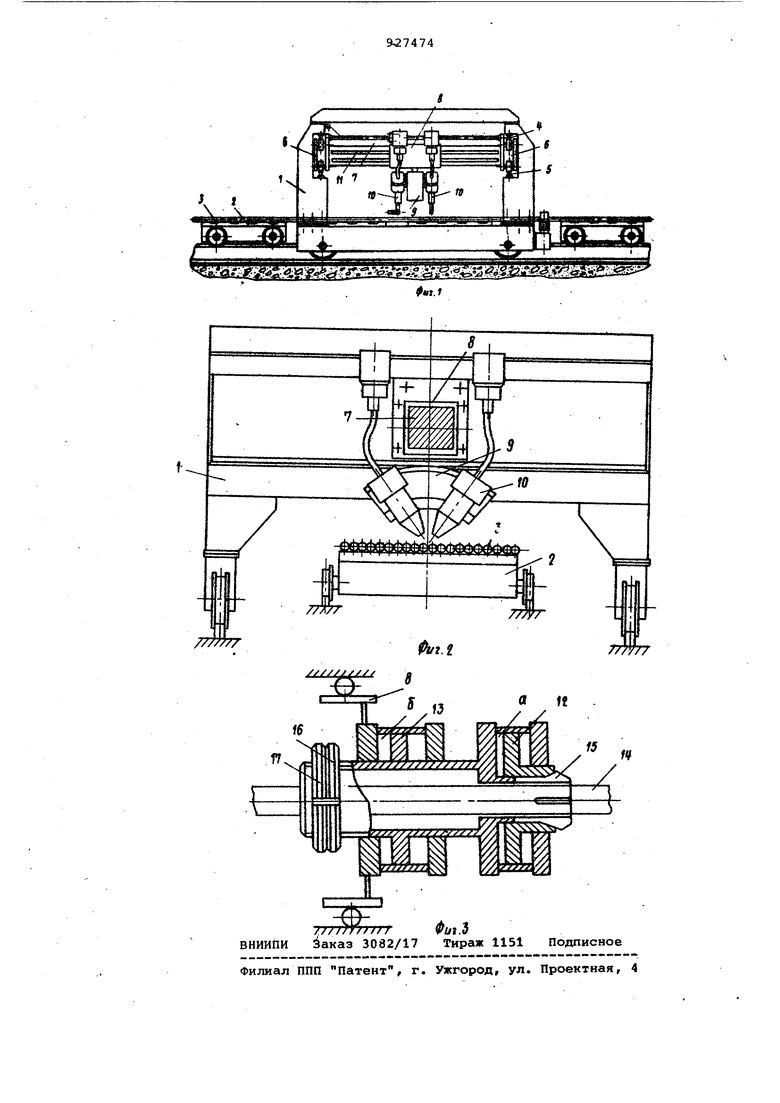
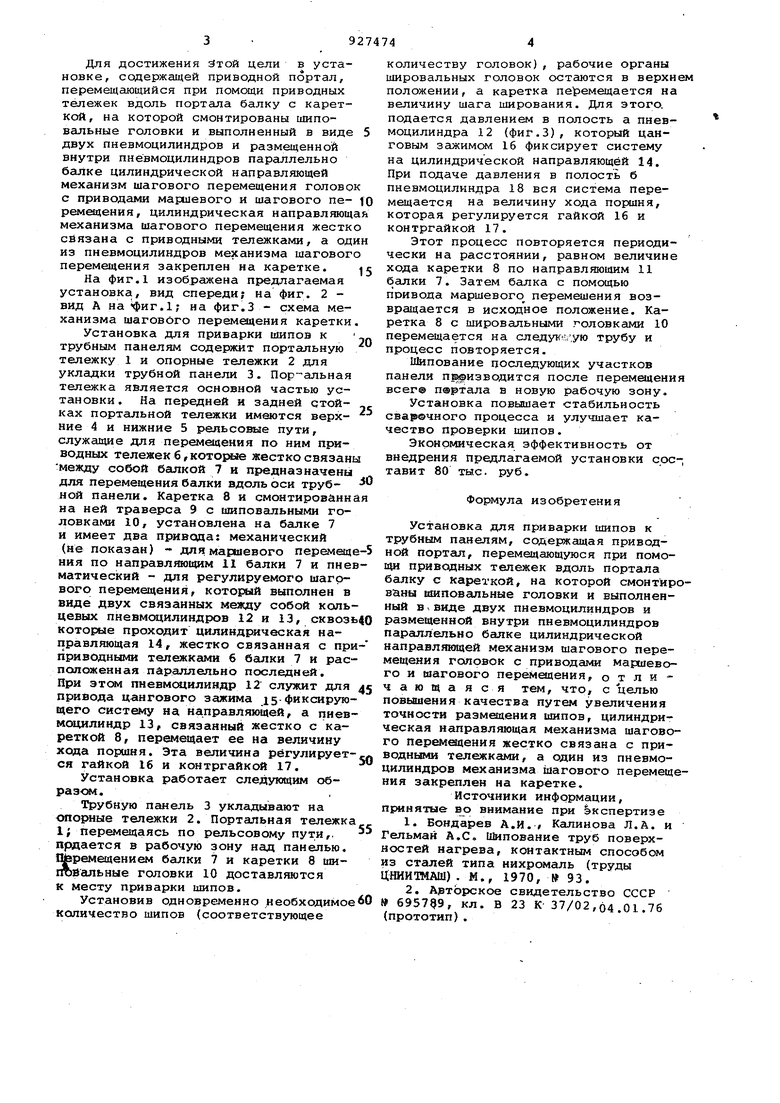
Изобретение относится к сварке, может быть использовано в атсвлном машиностроении и котлостроении для приварки шипов к трубным панелям и направлено на решение технологических проблем, связанных с автоматизацией процесса приварки шипов к трубным панелям, которые, как правило, исполь зуются в качестве поверхностей нагрева в топочных камерах котельных установок электростанций. В технике известны устройства для шипования одиночных труб, где описана установка для приварки шипов к трубам содержащая закрепленные неподвижно шировальные головки и механизм, обеспечивающий трубной заготовке периодическое перемещение на величину шага шипЬвания 1. .Однако на ней можно производить шипов только к одной трубе. В случае ширования трубной панели, имеющей значительные габариты и массу обеспечить периодическое ее перемещение на относительно малое расстояние с большой точностью затруднительно. Наиболее близким к предлагаемому является установка, которая предназначена для приварки шипов к трубным панелям. Установка содержит приводной портал, перемещающую при помощи приводных тележек вдоль портала балку с кареткой, на которой смонтированы шиповальные головки и выполненный в виде двух пневмоцилиндров и размещенной внутри пневмоцилиндров параллельно балке цилиндрической направляющей механизм шагового перемещения головок с приводами маршевого и шагового перемещения 2 . Однако на шаг шипования, то есть относительно малое расстояние порядка 18-25 мм перемещается значительная масса элементов: две разнесенные на большое расстояние тедежки с поперечной балкой, несущей каретку, траверсу и шировсшьные головки. Так как каждая тележка имеет индивидуальный механизм шагового перемещения, то перемещение сблокированных балкой тележек происходит по двум цилиндрическим направляющим механизмов шагового перемещения. Это вызывает возможность перекоса балки и влечет за собой в шаге приварки шипов, что снижает эксплуатационные возможности установки и ухудшает качество сварки. Целью изобретения является повышение качества сварки путем увеличения точности размещения шипов. Для достижения Зтой цели в установке, содержащей приводной портал, перемещающийся при помощи приводных тележек вдоль портала балку с кареткой, на которой смонтированы шиповальные головки и выполненный в виде двух пневмоцилиндров и размещенной внутри пневмоцилиндров параллельно балка цилиндрической направляющей механизм шагового перемещения головок с приводами маршевого и шагового перем ения, цилиндрическая направляюща механизма шагового перемещения жестко связана с приводными тележка1ли, а оди из пневмоцилиндров механизма шагового перемещения закреплен на каретке. На фиг.1 изображена предлагаемая установка, вид спереди; на фиг. 2 вид А .1; на фиг.З - схема механизма шаговбго перемацения каретки Установка для приварки шипов к трубным панелям содержит портальную тележку 1 и опорные тележки 2 для укладки трубной панели 3. Пор-альная тележка является основной частью установки . На передней и задней стойках портальной тележки имеются верхвие 4 и нижние 5 реяьсовые пути, служащие для перемещения по ним приводных тележек 6, котоцхле жестко связаны между собой бсшкой 7 и предназначены для перемещения балки вдоль оси трубной панели. Каретка 8 и смонтированн на ней траверса 9 с шиповальными головками 10, установлена на балке 7 и имеет два привода: механический (не показан) для маршевого перемещ ния по направляющим II балки 7 и пне матический - для регулируемого шагового перемещения, который выполнен в виде двух связанных между собой коль цевых пневмоцилиндров 12 и 13, сквоз которые проходит цилиндрическая направляющая 14, жестко связанная с при приводными тележками 6 башки 7 и рас положенная параллельно . При этсйл пневмся илиндр 12 служит для привода цангового зажима j5-Фиксирующего систему на направляющей, а пиев модилиндр 13, связанный жестко с кареткой 8, перемшцает ее на величину хода, поршня. Эта величина рёгулирует ся гайкой 16 и контргайкой 17. Установка работает следующим образом., Трубную панель 3 укладывают на опорные тележки 2. Портальная тележк 1; перемещаясь по рельсовому пути,. прдается в рабочую зону над панелью. Перемещением балки 7 и каретки 8 шигговальные головки 10 доставляются к месту приварки шипов. Установив одновременно необходимое количество шипов (соответствующее количеству головок), рабочие органы шировальных головок остаются в верхнем положении, а каретка пе емещается на величину шага ширования. Для этого, подается давлением в полость а пневмодилиндра 12 (фиг.З), который цанговым зажимом 16 фиксирует систему на цилиндрической направляющей 14. При подаче давления в полость б пневмоцилиндра 18 вся система перемещается на величину хода поршня, которая регулируется гайкой 16 и контргайкой 17. Этот процесс повторяется периодически на расстоянии, равном величине хода каретки 8 по направляющим 11 балки 7. Затем балка с помощью привода маршевого перемешения возвращается в исходное положение. Каретка 8 с шировальными головками 10 перемещается на следукй.ую трубу и процесс повторяется. Шипование последующих участков панели п изводится после перемещения всег® в новую рабочую зону. Установка повышает стабильность сварочного процесса и улучшает качество проверки шипов. Эксдаомическая эффективность от внедрения предлагаемой установки составит 80 тыс. руб. Формула изобретения Установка для приварки шипов к трубным панелям, содержащая приводной портал, перемещающуюся при помощи приводных тележек вдоль портала балку с кареткой, на которой смонтированы шиповальные головки и выполненный в виде двух пневмоцилиндров и размещенной внутри пневмоцилиндров параллельно бёшке цилиндрической направляющей механизм шагового перемещения головок с приводами маршевого и шагового перемещения, о т л и ч ающа я ся тем, что, с целью повьниения качества путем увеличения точности размещения шипов, цилиндрическая направляющая механизма шагового перемеэдения жестко связана с приводными тележками, а один из пневмоцилиндров механизма iaaroaoro перемещения закреплен на каретке. Источники информации, ПЕ 1нятые во внимание при Экспертизе 1.Бондарев А.И. Калинова Л.А. и Гельман А.С, Шипование труб поверхностей нагрева, контактным способом из сталей типа нихромаль (труды ЦНИИТМАШ). К., 1970, № 93. 2.Арторское свидетельство СССР 695799, кл. В 23 К 37/02,04.01.76 (прототип).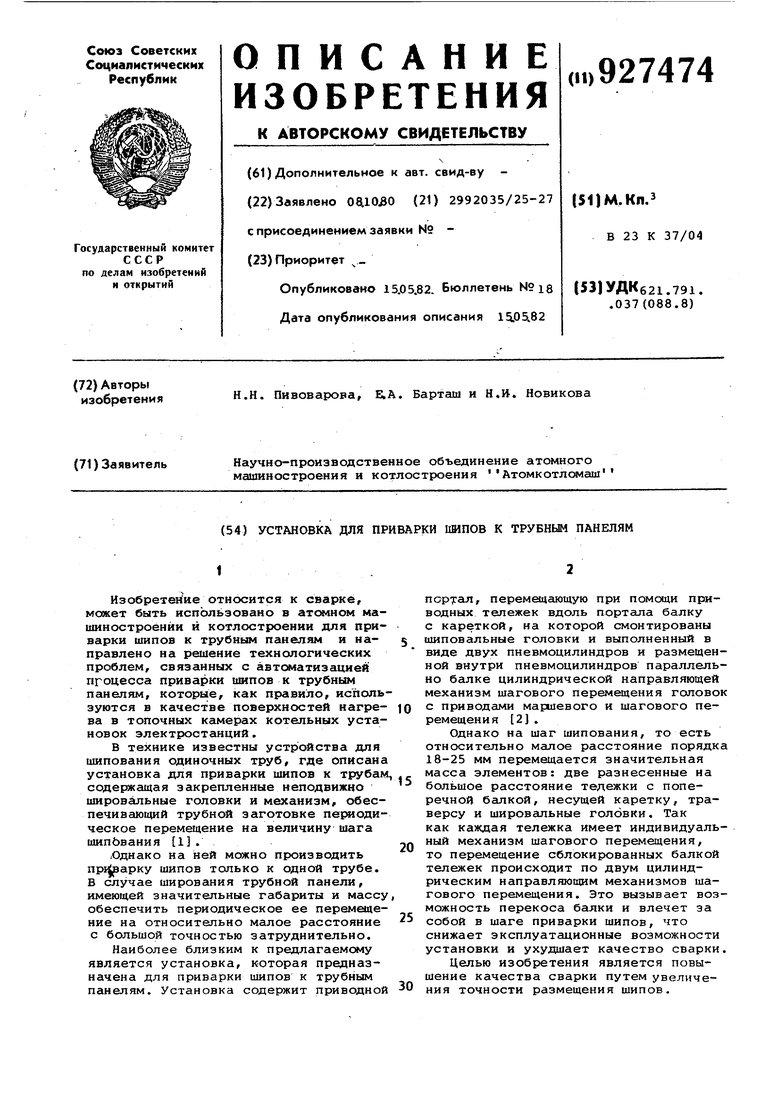
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для приварки шипов к трубным панелям | 1976 |
|
SU695789A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |
| Установка для дуговой сварки в среде углекислого газа кольцевых швов | 1973 |
|
SU526479A1 |
| Установка для сборки и сварки ребристых плит | 1984 |
|
SU1247218A1 |
| СТАНОК ДЛЯ ШИПОВАНИЯ ШИН (ВАРИАНТЫ) | 2001 |
|
RU2216452C2 |
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |