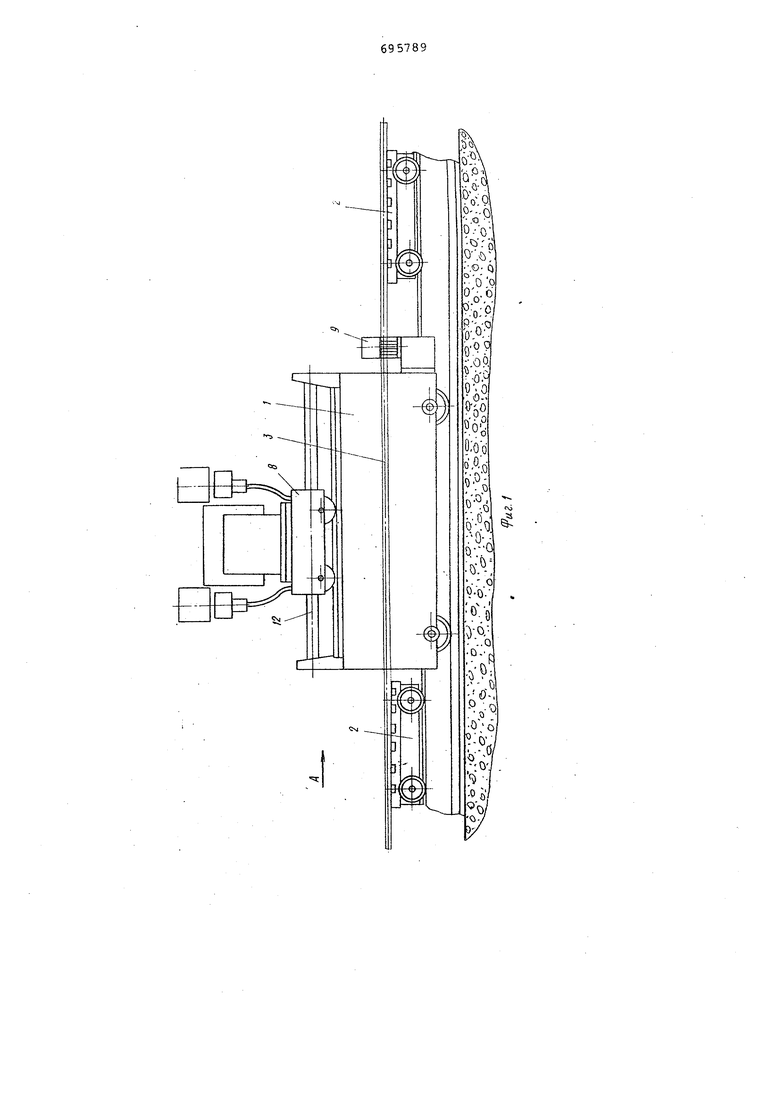
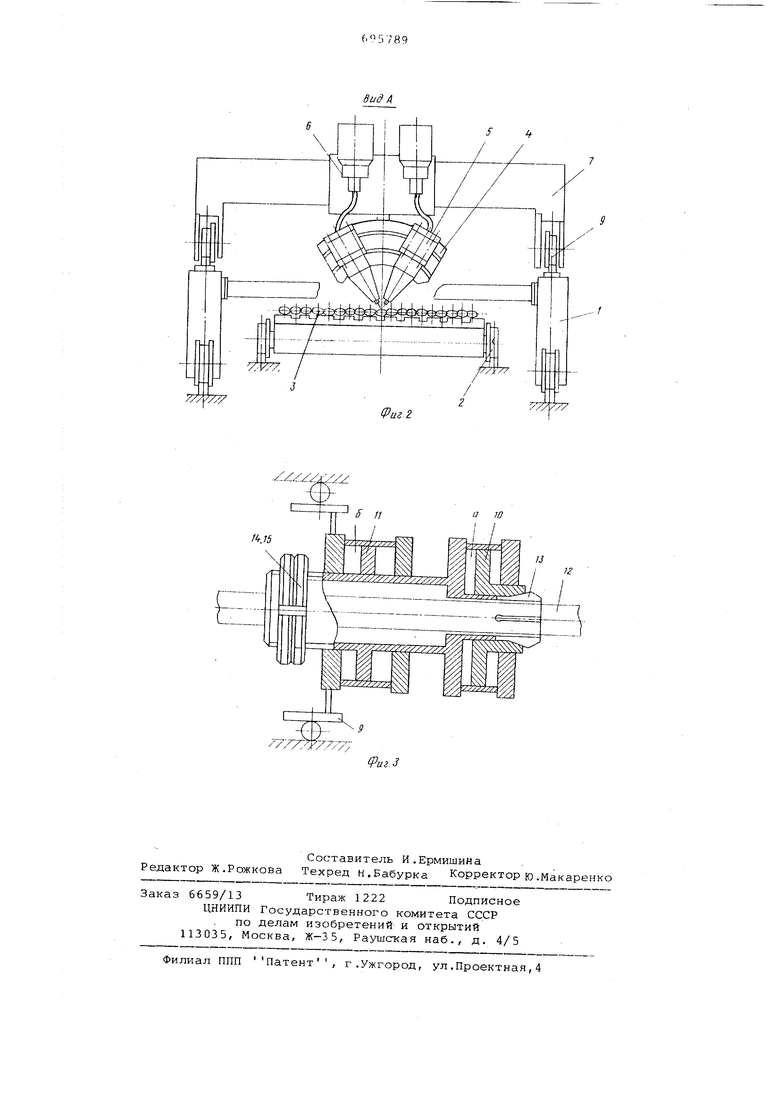
(54) УСТАНОВКА ДЛЯ ПРИВАРКИ ШИПОВ К ТРУБНЬМ
ПАНЕЛЯМ тележки служит электромеханический привод 8. Ходовые тележки 9 предназначены для перемещения поперечной балки 7 вдоль оси трубной панели. С этой целью ходовые тележки имеют два привода: механический с электромагнитной муфтой, для маршевого перемещения {на чертеже не показан-) и пневматический для регулируемого шагового перемещения, который выполнен в виде двух связанных мелоду собой кольцевых пневмоцилиндров 10 и II (фиг. 3), сквозь которые проходит цилиндрическая направляющая 12. При этом пневмоцилиндр 10 служит для при вода цангового зажима 13, фиксирук щего систему на направляющей, а пнев моцилиндр 11, cBHsaHHbrti жестко с ходовой тележкой 9, перемещает ее: lia величину хода поршня. Эта-величина регулируется гайкой 14 и контр гайкой 1 5 . Установка) работает следующим Образом, Трубную панель 3 укладывают на опорные тележки 2. Портальная Тележка 1, перемещаясь по рельсовому пути, подается в рабоч то зону над панелью. Перемещением каретки 6 и поперечной балки 7 шиповальные fonoBKH 5 доставляются к месту приварки шипоЕ, затем регулируют поЛо.кение шлповальных головок относительно оси панелгл. Устанозив одновременно необходимое количество шипов (соответс твующеёколичертву г ловок), рабочие органы головок оставляют в верхнем положении, а поперечную балку 7 вместе, с кареткой б перемещают на величину msir шипов . Для этого подается давлен -5е в полость а пневмоцилиндра 10 (см. фиг. 3) , который цанговьэл за жимом 13 фиксирует систему на цили рической направля-ющей 12. При подач пневмоцидавления в полость линдра 11 вся система перемещается на. вэличИну хода поршня, которая ; регулируется гайкой 14 и контргайкой 15. Этот процесс повторяется периоди чески на расстоянии, равном величин хода поперечной балки по направляющим Б стойках портала. Затем поперечная балка 7 с помощью привода маршевого перемещения возвращается в исходное положение. Каретка 6 с шипов ал bHbffv H головкагли 5 перемещается на следующую трубу, и процесс повторяется, Шипование последутощих участков панели производится , после перемещения всего портала в новую рабочую зону. Внедрение установки для приварки шипов к трубным панелям позволит освоить шипование трубных панелей высокопроизводительной контактной г:риЕаркой шипов в автоматическом, цикле с большой плотностью шипованиг . Формула изобретения I 1 . Установка для приварки шипов к трубным панеляг-, содержащая траверсу с шипoвaльны та головками, о т л- ич а- ю щ а я с я тем, что, с целью обеспечения возможности приварки шипов с заданном регулируемым шагом к широким трубным панелям, установка снабжена портальной тележкой с поперечной балкой и кареткой, установленной на этой балке и несущей траверсу с шиповальными головками, и механизмом шагового пе1земещения поперечной балки и каретки. 2. Установка для приварки шипов к трубным панелям по п.1, отличающаяся тем, что механизм шаговогоперемещения имеет привод, состоящий из кольцевого пневмоцилиндра для фиксации каретки портальной тележки и связанного с ним второго кольцевого пневмоцилиндра для перемещения балки на шаг шипования. 1 Источники информации, принятые во внимание при экспертизе 1. Бондарев А.И.,- Калинова Л.А. и Гельман А.С. Шипование- труб поверхностей нагрева контактным способом из сталей типа нихромаль . - Труды и„ЧИИТМАШ 93, 1970, М.
f
(Раг-2

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для приварки шипов к трубным панелям | 1980 |
|
SU927474A1 |
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА И ОПУСКАНИЯ ШАНДОРОВ В ОТВЕРСТИЯ ГИДРОТЕХНИЧЕСКИХ СООРУЖЕНИЙ | 1934 |
|
SU46192A1 |
| СТАНОК ДЛЯ ШИПОВАНИЯ ШИН (ВАРИАНТЫ) | 2001 |
|
RU2216452C2 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
/4-, 75
a 10
