.Изобретение относится к области обработки металлов давлением и может быть использовано при изготовле нии металлических, преимущественно крупных грузоподъемных крюков путем закрытой объемной штамповки. Известен способ изготовления двурогого крюка путем нагрева и ков ки. Сущностьего заключается в том, что заготовку протягивают на пласти ну, толщина которой должна быть рав на диайетру хвостовика крюка. Затем часть пластины рассекают и в специальных приспособлениях оформляют рога,. которые оказьгоаются разведенными на 120-140°. После этого протягивают хвостовик, а затем в специал ном приспособлении изгибают рога по конфигурации крюка. Заготовку до по ковочнйх размеров протягивают с помощью двух конусных подкладок. Недостатком известного способа является то, что он мало производителен и трудоемок. Известен также способ изготовления изделий типа крюков, включающий нагрев цилиндрической заготовки и закрытую объемную штамповку заготов ки в торец с вьщавливанием ее материала из участка полости штампа, оформляющего хвостовик изделия в участок, оформляющий изогнутую част изделия. Недостатком известного способа является невысокое качество, изделий ввиду неудовлетворительных механических свойств и структуры металла переходном участке изделия от его хвостовика к изогнутой части (в осо бенности для двурогих крюков). Цель изобретения - повьшение качества изделий. Поставленная цель достигается тем, что при нагреве заготовки ее участок, из которого при штамповке оформляют изогнутую часть изделия, нагревают до температуры горячей де формации, участок заготовки, из ко.торого при штамповке оформляют переходную часть изделия от хвостовика к изогнутой части, нагревают до температуры полугорячей деформации, а остальной участок заготовки оставляют холодным. На чертеже изображена заготовка перед штамповкой. Способ осуществляется следующим образом. 6 Полуматрицы 1 вкладьшаются в обойму 2 и устанавливаются на выдвижной стол пресса. У заготовки 3 например, с помощью индуктора с йеременным шагом витков нагревают два ее участка. Первый ее участок, иэ которого при последующей гптамповке оформляют изогнутые части крюка, нагревают до температуры горячего деформирования, второй участок, из которого при штамповке оформляют переходную часть крюка между его изогнутыми частями и хвостовиком до температуры полу горячего деформи рования. Заготовку вкладывают нагретым до температуры горячего деформирования участком вперед в полость магрицы и движением стола подают в рабочее пространство пресса. Движением пуансона 4 вниз производят деформирование (закрытую объемную штамповку) заготойки в торец,после чего штамп выдвигают из пресса и извлекают готовый крюк. Пример. Изготавливают двурогий крюк грузоподъемностью 80 т, имеющий вес 400 кг. Заготовка цилиндр диаметра 200 мм, длиной 1650 мм из стали 20. Заготовку на длине 520 мм нагревали до температуры 1260°С, на длине 250 мм - до температуры 700°С, остальную часть оставляли холодной. Штамповку производили на прессе.усилием 2000 тс. Перед штамповкой полуматрицы штампа нагревали до температуры . Деформирование осуществляли за один ход пресса, в результате чего получали изделие в виде крюка. Описанный способ изготовления изделий типа крюков предназначен в основном для изготовления крупньпс заготовок большой длины и большого диаметра, поскольку в таких заготовках указанный температурный градиент по длине заготовки способен сохраняться в течение времени, необходимого для переноса заготовки от нагревателя к прессу и времени штамповки. Изготовление переходной части крюка полугорячим деформированием обеспечивает высокое качество металла крюка в его наиболее нагруженном месте, которьм является указанная переходная часть от хвостовика к изогнутой чисти, поскольку полугорячее деформирование по сравнению
с горячим обеспечивает более высокие механические свойства изделия и лучшую структуру металла. Нагрев участка заготовки, из которого формируется изогнутая часть изделия (например, рога двурогого крюка), необходимо производить до температуры горячей деформации ввиду большой степени деформации, которой подвергается при штамповке этот участок заготовки, во избежание возиййновения слишком больших удельных усилий при штамповке.
Отсутствие нагрева практически недеформирующегося при штамповке участка заготовки, из которого получается хвостовик крюка, позволяет снизить энергозатраты и время на нагрев заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2011 |
|
RU2459683C1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ЗАГОТОВКИ КОРПУСА РУЛЕВОЙ ТЯГИ | 2002 |
|
RU2226444C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВКИ КОРПУСА РУЛЕВОЙ ТЯГИ | 2007 |
|
RU2350423C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КРЮКОВ, включающий нагрев 'цилиндрической заготовки в закрытуюобъемную штамповку заготовки в торец с вьщавливанием ее материала из участка полости штампа, оформляю- щего хвостовик изделия, в участок, 'оформляющий изогнутую часть изделия, отличающийся тем, что, с целью повьшения. качества изделий, при нагреве заготовки ее участок, из которого при штамповке оформляют изогнутую часть изделия, нагревают до температуры горячей деформации, участок заготовки, из которого при штамповке оформляют переходную часть изделия от хвостовика к изогнутой части, нагревают до температуры полугорячей деформации, а остальной участок заготовки оставляют холодным.СООд со о ^оО)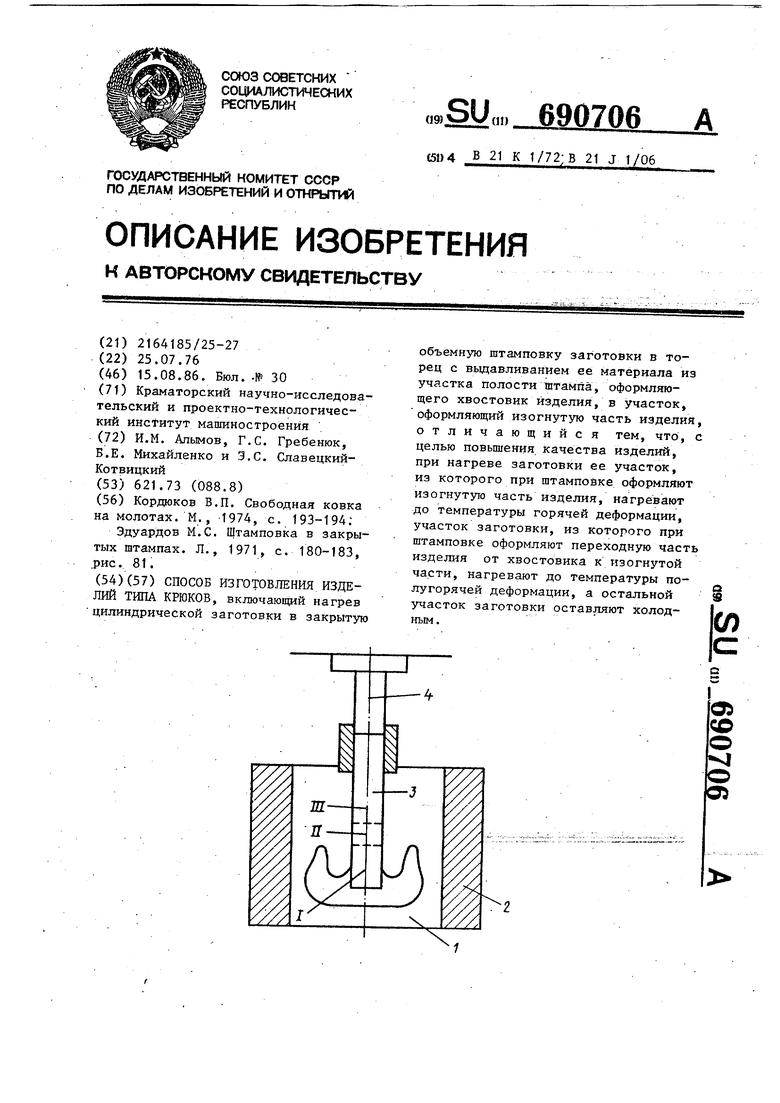
| Кордюков В.П | |||
| Свободная ковкана молотах | |||
| М,, 1974, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
| Штамповка в закрытых штампах | |||
| Л., 1971, с | |||
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Горный компас | 0 |
|
SU81A1 |
