(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ МЕХКЙИЗМОВ ЧАСОВ
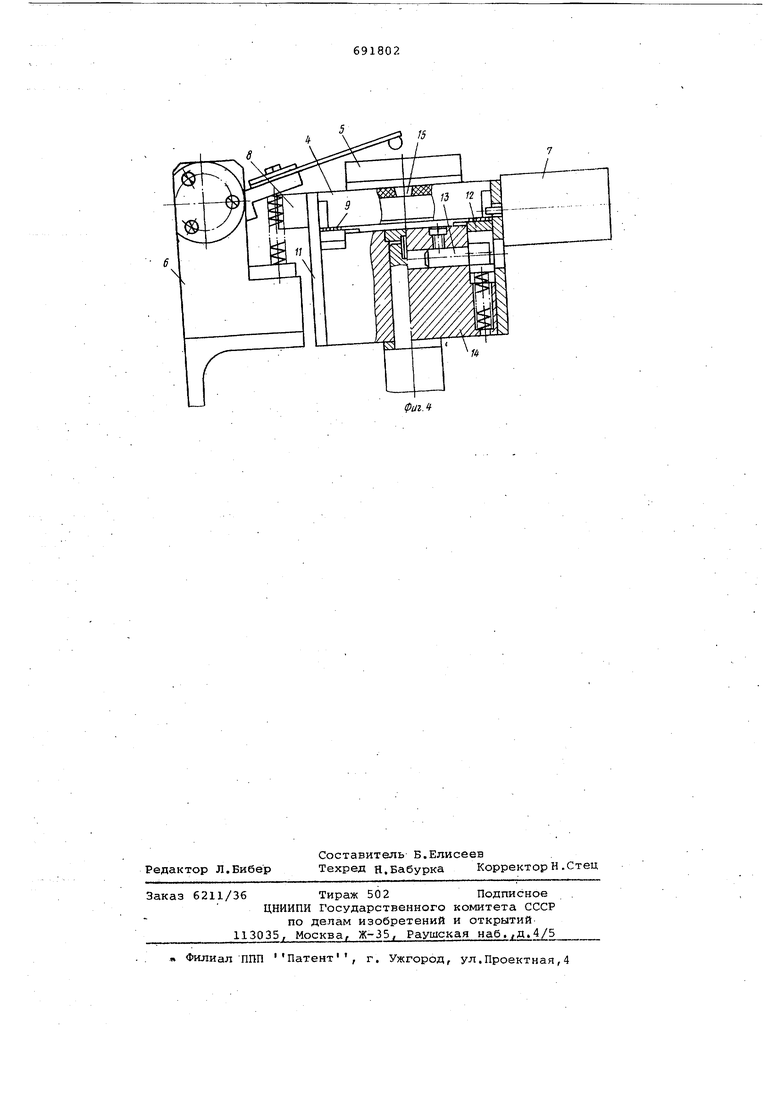
рам-эксцентрйкам 13, установленным в опорных ,1сррнштейнах 14. Спутник имеет два конических отверстия 15 для фиксации йа рабочей позиции. Устройство работает следующим образом.
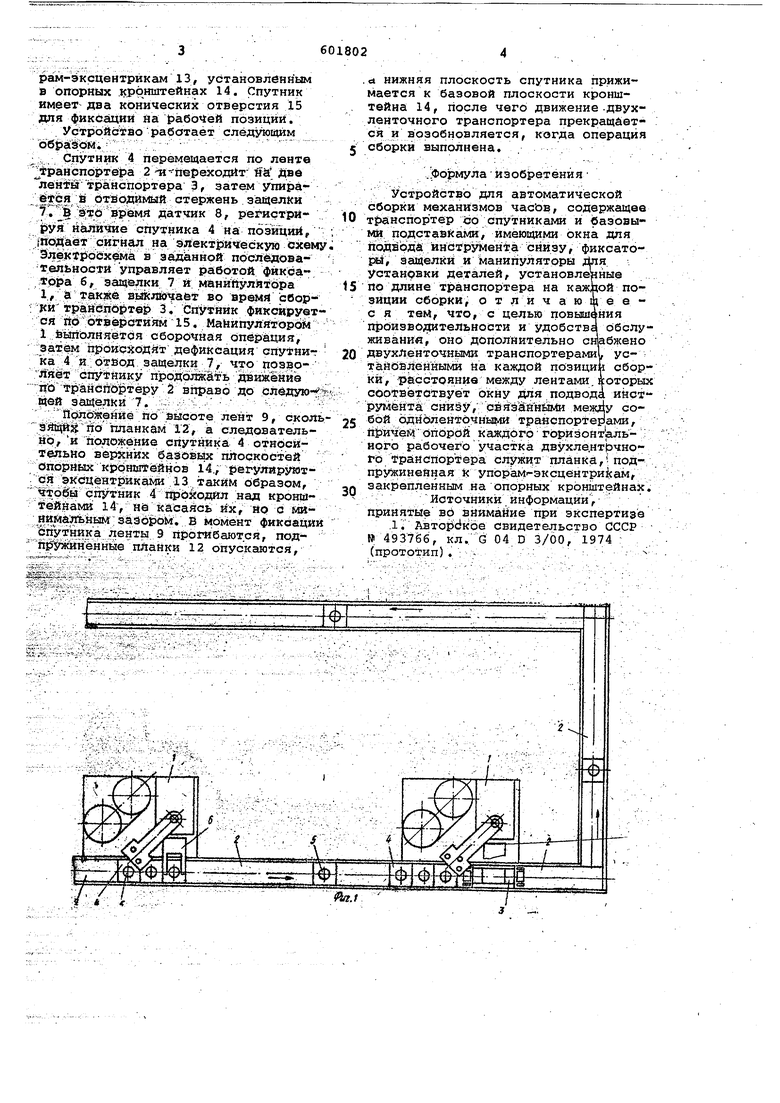
Спутник 4 перемещается по ленте
jrpaHcnopTepa 2 TI-переходит- йа две
ленты транспортера 3, затем упира ется в отводимый стержень защелки f7 В это время датчик 8, регистрируя наличие спутника 4 на позиций, (Подает сигнсш на электрическую схем Элекфросх а в заданной последовательности управляет работой фикоа тора 6f защелки 7 и манипулятора 1, а также вык вочаёт во врем: сборки транспортер 3, Спутник фиксируется по отверстиям 15. Манипулятором 1 йыполняетоя сборочная операция, затем происходят дефиксация спутника 4 и отйод защелки 7, что позволяет спутнику продолжать движение по транспортеру 2 вправо до следующей защелки 7.
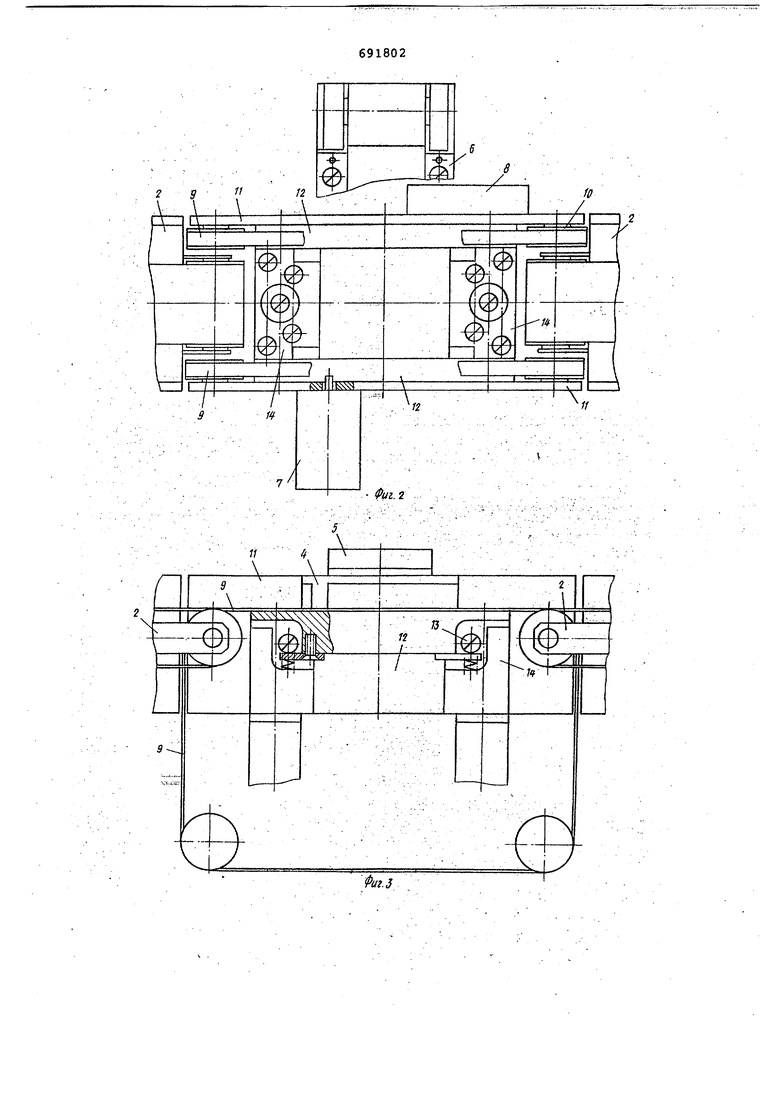
Прложение по высоте лент 9, сколзйцИ5{ по планкам 12, а следовательно, и положение спутника 4 относительно верхних базовых плоскостей опорных кронштейнов 14, | егулйрук1тся эксцентриками 13 таким образом,
чтобы спутник 4 проходил над кронш ёйнами 14, не касаясь их, но с минимальным зазором, в момент фиксаци спутника ленты 9 прогибаются, подП151ужиненные планки 12 опускаются.
.d нижняя плоскость спутника прижимается к базовой плоскости кронштейна 14, после чего движение-двухленточного транспортера прекращйется и возобновляется, когда операция сборки выполнена. . .
.формула изобретения
/Устройство для автоматической сборки механизмов часов, содержащее транспортер со спутниками и базовыivoi подставками, имеющими окна для подйода ;инстр;5Мен а снизу, фиксатора, защелки и /манипуляторы jtaH. установки деталей, установленные по длине транспортера на каждой позиции сборки, о т ли чающеес я тем, что, с целью повышения произво остельноети и удобства Обслужнва,ния, оно дополнительно снабжено двухЛенточными транспортерами, устаиОйЛенными на каждой позиции сборки, расзстоянив между лентами.которых соответствует окну для подвода ииструмбйТЙ сниёуу:С язШйнйМи .меяЦу собой однЬлентОчными транспортерами, йрйчей Опорой каждого гОрИзонталь- ; ноге рабочего участка двухле.нтрчного tpaHcnoptepa служот планка/ под-/ пружиненная к упорЫ-эксцентрикам, закрепленным на опорных кронштейнах.
ИСТОЧНИКИ информации , принятые во вйимайие при экспертизе
ДГ ABTOjpcikoe свидетельство СССР № 4937ёб, кл. G 04 D 3/00, 1974 : (прототип). : ... .- 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| Автоматическая линия для сборки якоря электрической машины | 1988 |
|
SU1661921A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Транспортная система автоматической линии сборки | 1984 |
|
SU1166967A1 |
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| Манипулятор для кантования корпусных деталей | 1990 |
|
SU1750941A1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Агрегатный станок | 1986 |
|
SU1423348A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СБОРКИ КЛЕММНОЙ ПАНЕЛИ ГАЛЬВАНИЧЕСКОГО ЭЛЕМЕНТА | 1971 |
|
SU311318A1 |
| Устройство для групповой сборки запрессовкой деталей типа фланца и крестовины с подшипниками | 1984 |
|
SU1243928A1 |
:/:/Т ; Фиг. 2
В,
f
фигЛ
