I
Изобретение относится к области прокатного прсжзводства и может быть использовано на сортовых прокатных стайках с непрерывным, последовательным или линейным расположением рабоодх клетей при прокатке в сдвоенном виде, преимущественно массивных профилей с толщиной элементов от 10 мм и выше.
Известен способ изготовления профилей, включающий в себя прокатку хх в сдвоенном калибре, образование перемычки между прюфилями в промежуточных -калибрах, со взаимным поворотом формируемых прюфилей вокруг продольных осей, и последующее разделение по перемычке 1 . При этом после поворота между заготовками остается щель, а перемычка выдавливается профильным выступом чистового калибра без обжатия.
Для качественного разделения профилей толщина перемычки .цолжна быть меньшей (13 мм). Однако такую толщину прямой деформацией металла перемычки не получают из-за недостаточной жесткости клети, кроме того, усиленное обжатие перемычки повышает износ соответствующих элементов калибра.
Цель изобретения - обеспечение возможности максимального .утонения перемычки при повышеш1и стойкости калибров.
Это достигается тем, что взаимный поворот профилей заканчивают в предчистовом калибре при полном смыкании их боковых поверхностей, а окончательную толщину перемычки получают обжатием профиля, в чистовом калибре.
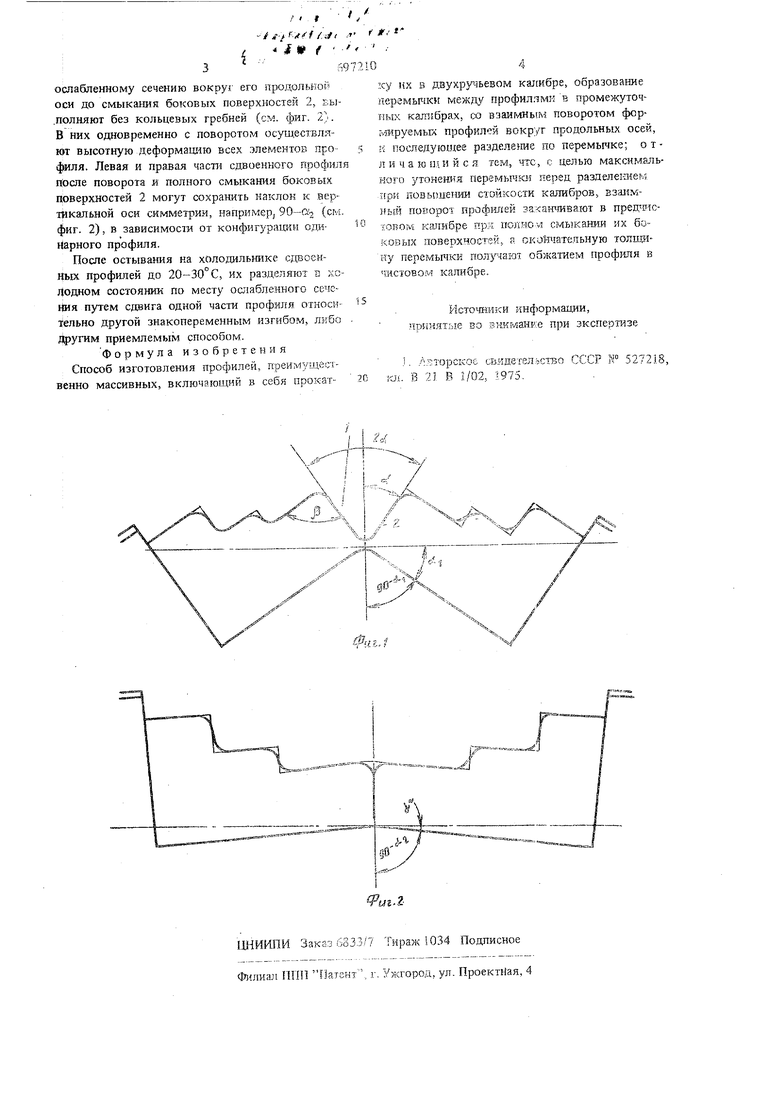
На фиг. 1 показан сдвоенный профиль до поворота его элементов; на фиг. 2 - то же, после поворота.
Правая и левая части сдвоенного профиля в промежуточных калибрах располагаются наклонно к вертикальной оси симметрии под углом 90°-о: (см. фиг. ). В месте будущего разделения с помощью кольцевого гребня 1 выполняют канавку, образуя ослабленное сечение, и формируют боковые поверхности профиля 2. Угол при вершине гребня 2о; определяют из условия его прочности (см. фиг. 1). Угол у основания кольцевого гребня зависит от формы Прокатываемого профиля, например, 90° (см. фиг. 1). Предчистовые калибры, в которых сдвоенный профиль поворачивают по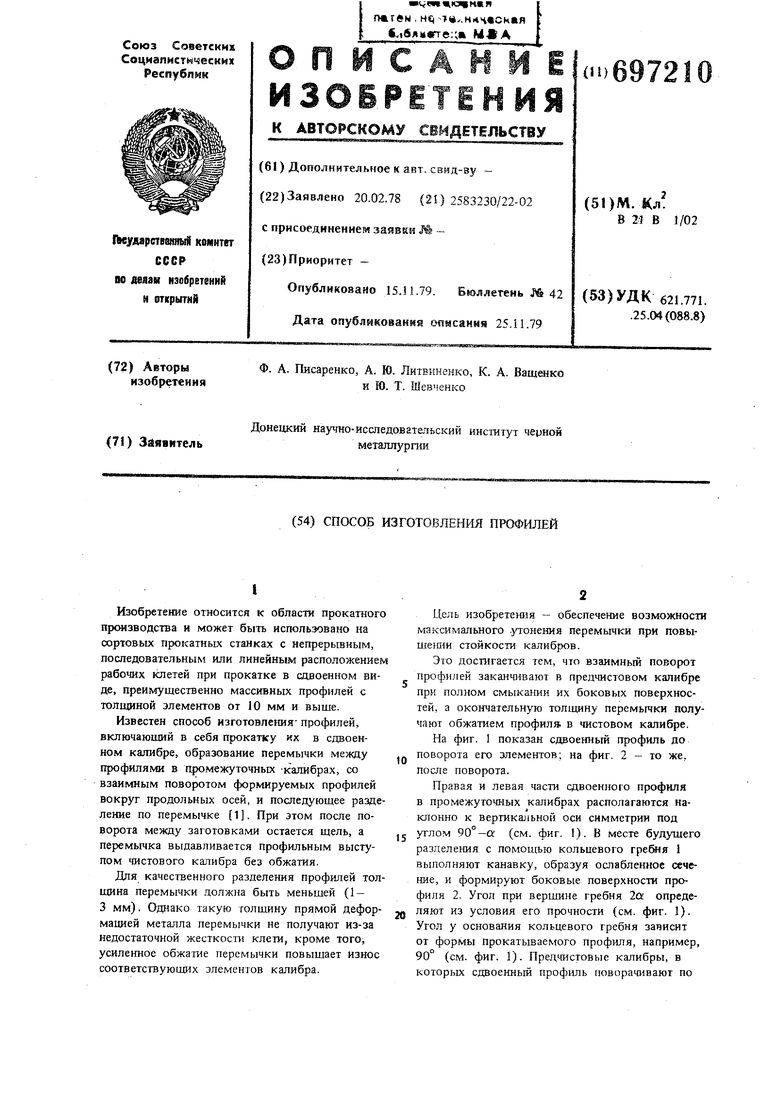
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасонных профилей | 1977 |
|
SU707662A1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| Калибр для разделения сортовых профилей | 1988 |
|
SU1523198A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ продольного разделения сдвоенных прокатных профилей | 1978 |
|
SU763010A1 |
| Способ получения сортовых профилей | 1976 |
|
SU656678A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| Способ прокатки круглых заготовок | 1974 |
|
SU510280A1 |
