Изобретение относится к прессточкам или прессам для формовки и вулканизации резиновой и тому подобной обуви, снабженным несколькими боковыми формами.
Предлагаемая прессточка отличается тем, что с целью осуществления последовательного формования вырубленных из невулканизованной смеси деталей обуви на колодке, боковые формы, прикрепленные к стенкам прессточки, выполнены откидными. Другая форма выполнения прессточки имеет ту особенность, что для обеспечения фиксации взаимного положения форм она снабжена направляющими, зажимами и запором.
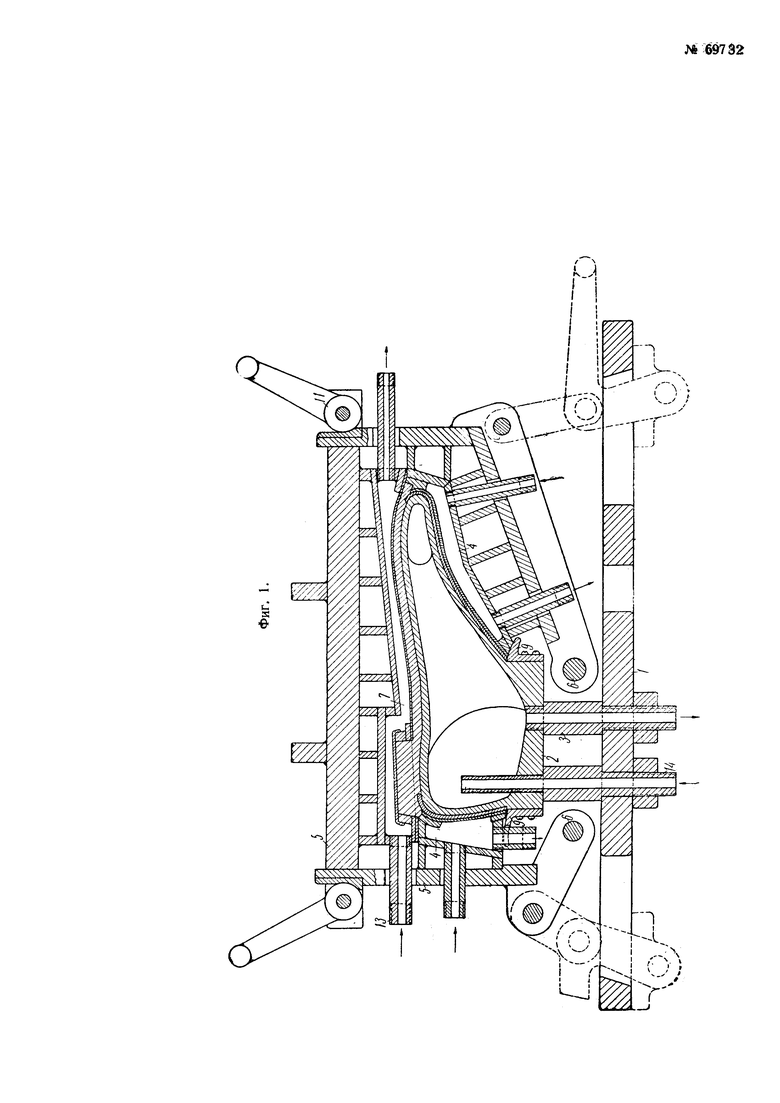
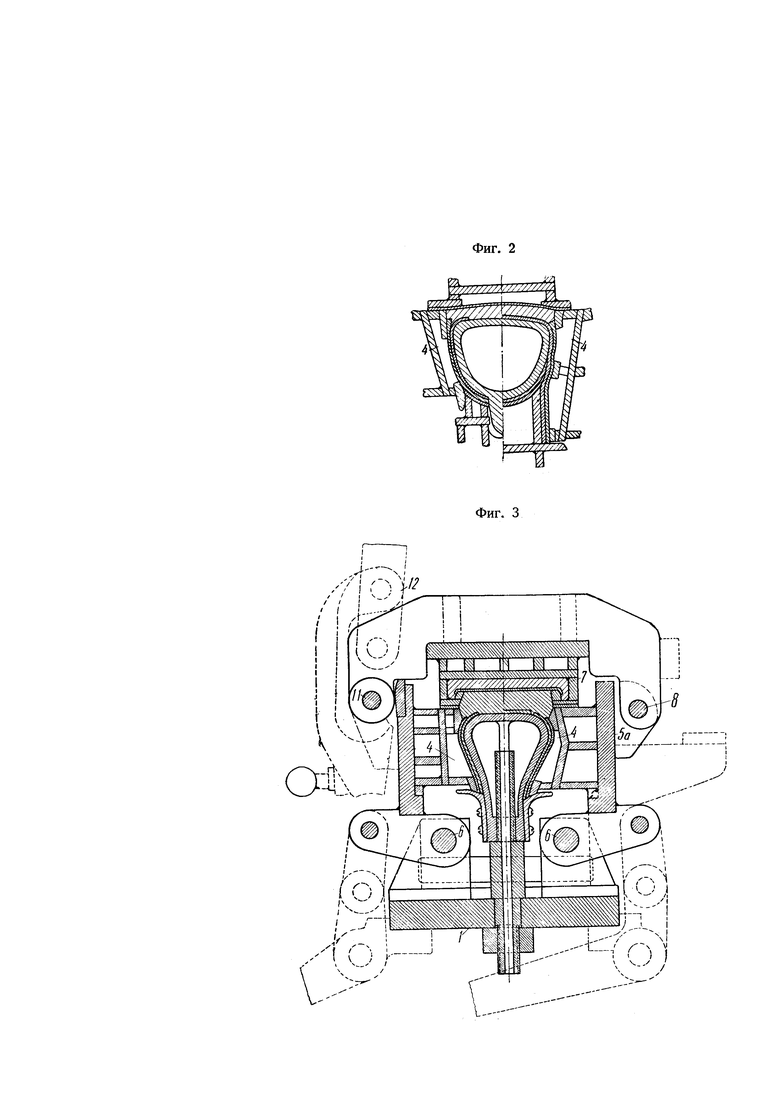
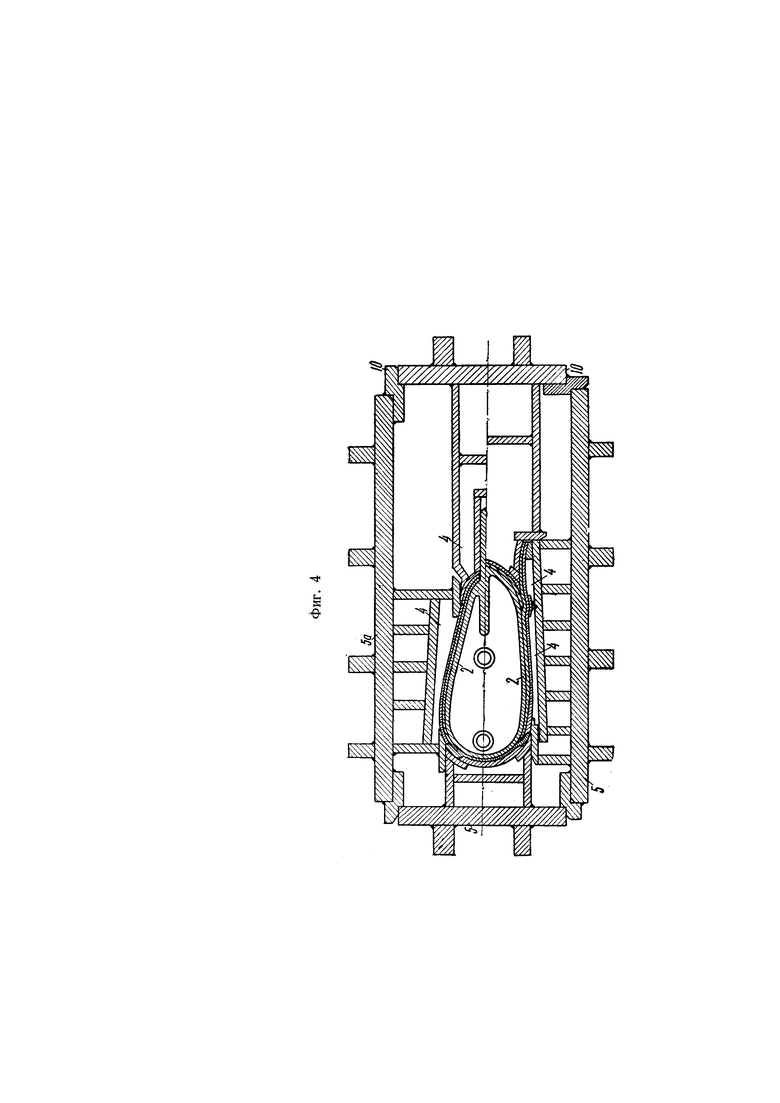
На фиг. 1 представлено продольное сечение, а на фиг. 2 - поперечное сечение предлагаемой прессточки, на фиг. 3 показано также поперечное сечение прессточки, но с приспособлением для управления составными формами, на фиг. 4 показан разрез прессточки в плане.
Прессточка состоит из колодки 2, прикрепленной следом вверх к основанию 1 двумя стойками 3, четырех боковых пустотелых форм 4, охватывающих колодку со всех сторон и присоединенных к стенкам 5 прессточки, качающимся на осях 6, и верхней также пустотелой формы 7, качающейся на укрепленной на задней стенке 5а оси 8 и закрывающей след колодки 2.
Между формами, охватывающими со всех сторон колодку 2, образуется пространство, соответствующее наружным очертаниям изготовляемой обуви. Верхний кант для кромки обуви образуется прилегающими к основанию колодки щитками 9. Точность соединения форм обеспечивается направляющими 10, зажимами 11 и запором 12.
Прилегающая к материалу обуви сторона формы изготовляется из тонкого листового металла (0,3-0,5 мм), а колодка - из более толстого металла.
Формы и колодка (каждая в отдельности) - имеют по две трубки 13 и 14, через которые внутрь их вводятся подогревающий пар, охлаждающая вода и после спуска воды - воздух для продувки.
Во время этих продувочных процессов тонкие стенки форм быстро передают температурные изменения материалу изготовляемой обуви, а гибкость их тонкой стенки, которая может быть увеличена гофрировкой, позволяет точно передавать материалу обуви заданное давление.
Канты форм жестко прилегают к местам стыка отдельных деталей обуви и создают повышенное давление, обусловленное деформацией материала, способствуя соединению материала в местах стыка.
Для работы с прессточкой поступают формованные из сырых материалов детали обуви, достаточно прочные, чтобы выдерживать переноску. Эти детали обуви поочередно ставят на места открытой прессформы, а именно: сначала ставят пяточную часть заготовки на заднюю форму, причем правильность ее положения определяют с помощью штифтов (на чертеже не показаны) и щитка 9. Затем эту форму ставят в рабочее положение и производят закладку других деталей, например переднего бочка, пятки, носка и пр. После этого вручную (с применением несложных приспособлений) подготовляют затяжную кромку к принятию подошвы.
Заперев формы прессточки, в их полости впускают сжатый воздух, выдувающий остатки бывшей в полостях воды, что обеспечивает равномерность нагрева материала паром, впускаемым затем внутрь форм и колодки.
Во время нагрева, сопровождаемого процессом вулканизации, происходит соединение всех мест стыка и превращение заложенных деталей в готовую обувь.
Выдержав обувь при заданной температуре (и давлении) в течение нужного времени, производят охлаждение, после чего раскрывают пресс-точку для съема готовой обуви и заправки новой.
1. Прессточка для формовки и вулканизации резиновой и тому подобной обуви с применением нескольких боковых форм для формования и вулканизации верха обуви, отличающаяся тем, что с целью осуществления последовательного формования вырубленных из невулканизированной смеси деталей обуви на колодке 2, боковые формы 4, прикрепленные к стенкам 5 прессточки, выполнены откидными около осей 6.
2. Прессточка по п. 1, отличающаяся тем, что для формовки канта верха обуви она снабжена взаимодействующим с боковыми формами 4 и укрепленным на колодке 2 щитком 9.
3. Форма выполнения прессточки по пп. 1-2, отличающаяся тем, что для обеспечения фиксации взаимного положения форм 4 и 7 она снабжена направляющими 10, зажимами 11 и запором 12.
