(54) СПОСОБ КОНТРОЛЯ НАЛАДКИ ГГП-АМПА
Ш1ампуемой заготовке усилия, равного д:;|пустимому, определяемому, наприме исходя из эксплуатационных характеристик готовьсс деталей, перемычка 2 разрглвалась. Последняя может быть изготовлена из проволоки. Размеры сечения перемычки 2 определяют либо расчетным пугег из условия прочности на одноосное растяжение, лиео экспериментально из испытаний на динамометре, либо одним из указанных путей с проверкой другим.
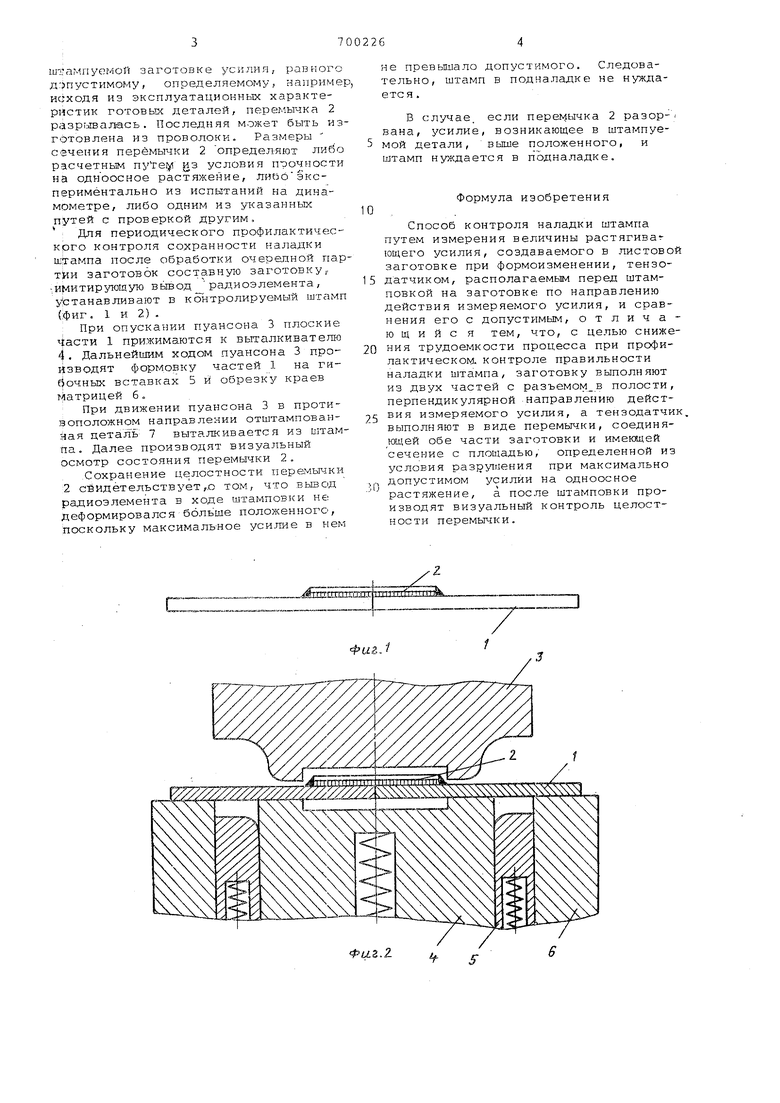
Для периодического профи лак тичеьского контроля сохранности наладки ша-ампа после обработки очередной партии заготовок составную заготовку,, имитирующую вывод радиоэлемента, Устанавливают в контролируемый штамп (фиг. 1 и 2) .
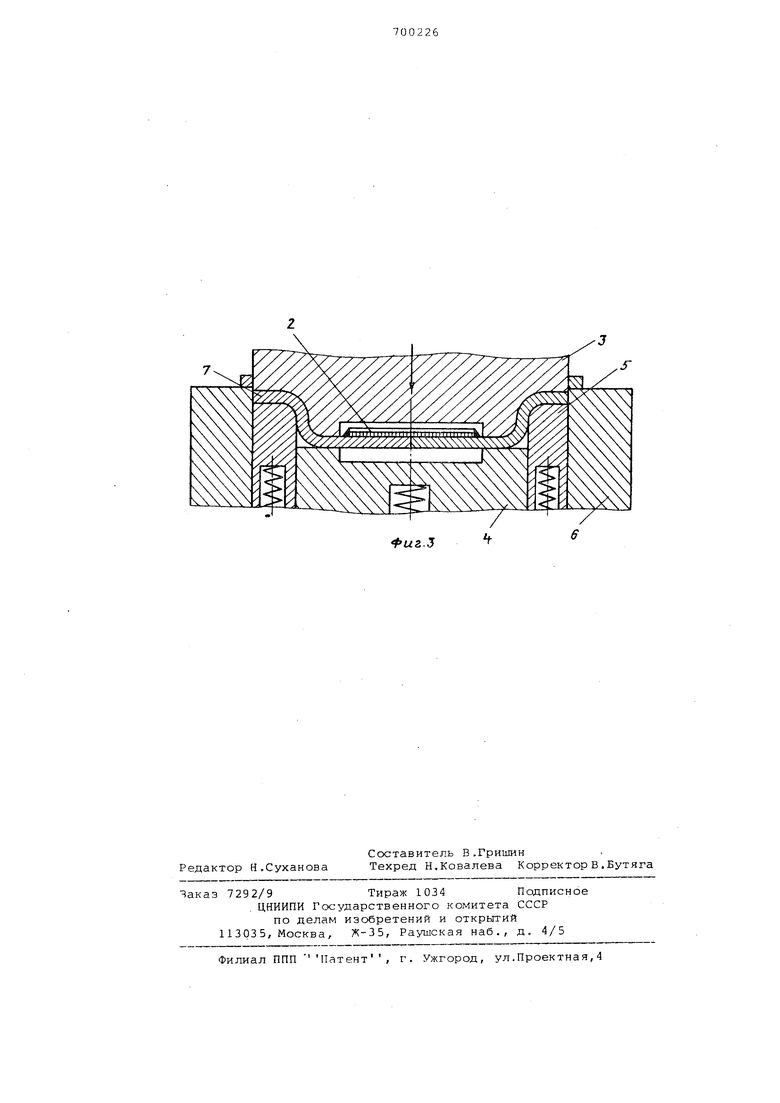
При опускании пуансона 3 плоские Части 1 прижимаются к выталкивателю 4, Дальнейшим ходом пуансона 3 производят формовку частей 1 на гиЬочных вставках 5 и обрезку краев матрицей 6.
При движении пуансона 3 в противоположном направлении отштампованаая деталь- 7 выталкивается из штампа. Далее производят визуальный осмотр состояния перемычки 2.
Сохранение целостности перемьгаки 2 свидетельствует,.о том, что вывод радиоэлемента в ходе штамповки н€: деформировало я б6льЪ:е положенного, поскольку максимальное усилие в нем
не превышало допустимого. Следовательно, штамп в подналадке не нуждаетс я .
В случае, если перег-{ычка 2 разорвана, усилие, возникающее в штампуемой детали, выше положенного, и штамп нуждается в подналадке.
Формула изобретения
Способ контроля наладки штампа путем измерения величины растягивав ющего усилия, создаваемого в листовой заготовке при формоизменении, тензодатчиком, располагаемым перед штамповкой на заготовке по направлению действия измеряемого усилия, и сравнения его с допустимым, о т л и ч а ю щ и и с я тем, что, с целью снижения трудоемкости процесса при профилактическом, контроле правильности наладки штампа, заготовку выполняют из двух частей с разъемом в полости, перпендикулярной направлению действия измеряемого усилия, а тензодатчик выполняют в виде перемычки, соединяющей обе части заготовки и имеквдей сечение с площадью, определенной из условия разр,таения при максимально допустимом усилии на одноосное растяжение, а после штамповки производят визуальный контроль целостности перемычки.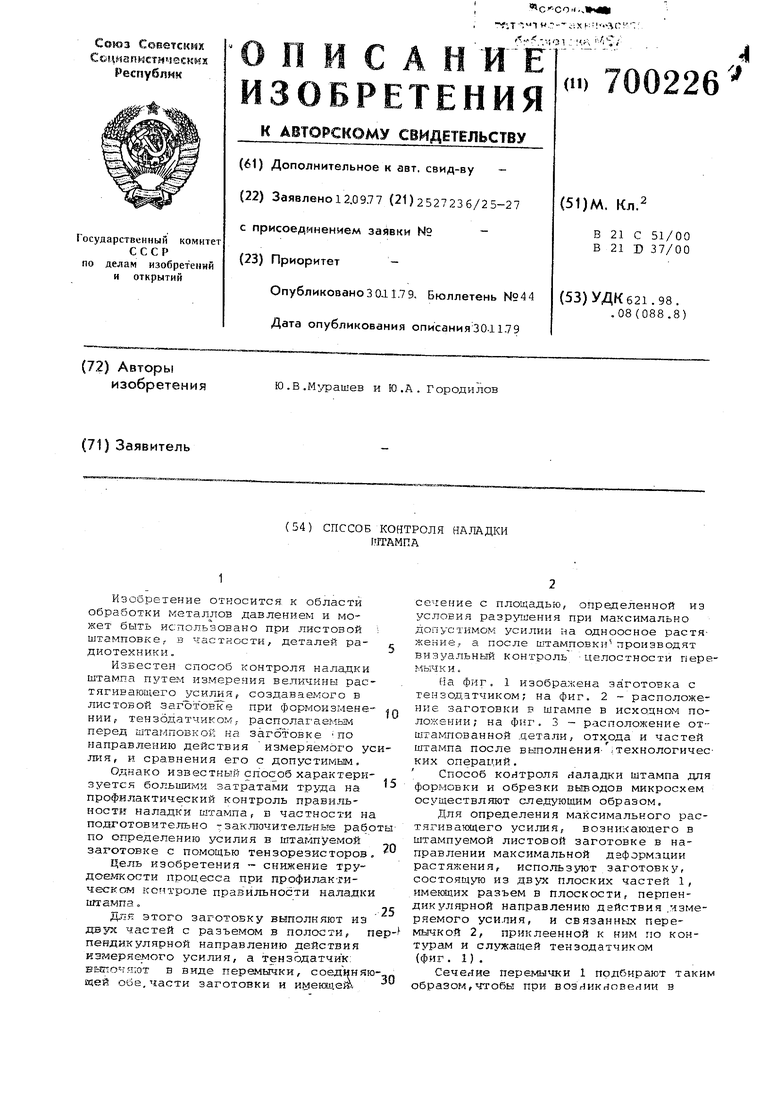
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАЛАДКИ И РЕМОНТА ВЫТЯЖНЫХ ШТАМПОВ В МЕЖРЕМОНТНОМ ОБСЛУЖИВАНИИ | 2010 |
|
RU2475323C2 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1982 |
|
SU1078679A1 |
| СИСТЕМА ДИАГНОСТИКИ КОЛОНН ГИДРАВЛИЧЕСКОГО ШТАМПОВОЧНОГО ПРЕССА КОЛОННОЙ КОНСТРУКЦИИ | 2007 |
|
RU2364511C2 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1981 |
|
SU1026331A1 |
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| Штамп для формовки выводов радиоэлементов | 1983 |
|
SU1707801A1 |
Фа.г.2.
JФиг 3
