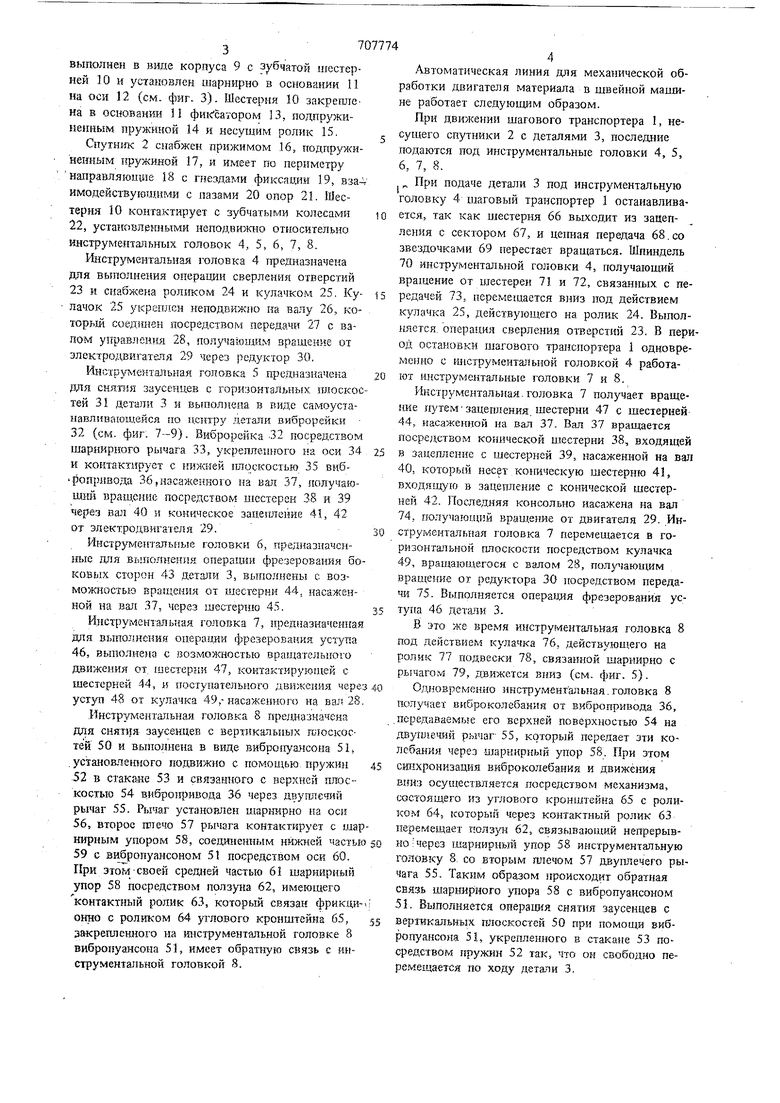
Изобретение относится к области машинострое ния и может быть использовано для автоматических линий спутникового типа. Известна автоматическая линия для механической обработки деталей, содержащая шаговый транспортер, несущий спутники для закрепления деталей, и размещенные по ходу технологи ческого процесса инструментальные головки, пр чем на основаниях спутников смонтированы по воротные шпиндели, механизмы фиксации и поворота Ц. Недостатком известной, линии является сложность конструктивного выполнения инструментальных головок для снятия заусенцев с труднодоступных плоскостей и плоскостей сложной конфигурации. Цель изобретения - упрощение конструкции и расширение технологических возможкостей. Для этЬго инструменты головок для снятия заусенцев с горизонтальной и вертикальной пло костей выполнены соответственно в виде виброрейки и вибропуансона, кинематически связанных с общим виброприводом через двуплечие рычаги, причем привод головки для снятия заусенцев с вертикальной плоскости снабжен корректирующим механизмом, выполненным в виде упора, шарнирно закрепленного одним концом на инструменгальной головке, и взаимодействутащ«го с двуплечим рычагом вибропривода, углового кронштейна, закрепленного на инструментальной головке с роликом на свободном конце, и папзуна, установленного с возможностью взаимодействия одним концом со средней частью упора, а другим - с роликом кронштейна. На фиг. 1 изображен общий вид автоматической линии; на фиг. 2 - вид по стрелке А фиг. 1; на фиг. 3 - спутник (разрез Д-Д на фиг. 1); на фиг. 4 - вид по стрелке Е фиг. 3; на фиг. 5 - вид по стрелке Б фиг. 2; на фиг. 6речение Г-Г фиг. 2; на фиг. 7 - деталь до обработки; на фиг. 8 - деталь после обработки; на фиг. 9 - вид по стрелке В фиг. 1. Автоматическая линия для механической обработки двигателя материала в швейной машине содержит шаговый транспфртер 1, несущий спутник 2 для закрепления деталей 3, и инструментальные головки 4, 5, 6, 7, 8. Спутник
ыполнен в виде корпуса 9 с зубчатой шестерей 10 и установлен шарнирно в основании 11 а оси 12 (см. фиг. 3). Шестерня 10 закрештс а в основании П фи сатором 13, подпружиенным пружиной 14 и кесушим ролик 15.
Спутник 2 с га6жен прижимом 16, подпружяненным пружиной 17, и имеет по периметру направляющие 18 с гнездами фиксации 19, взаЛ имодейетвующнми с пазами 20 опор 21. illecтерня 10 контактирует с зубчатыми колесами jo 22, установленными неподвижно относительно инструментальных головок 4, 5, 6, 7, 8.
№1струментальная головка 4 предназначена для выполнения операции сверления отверстий 23 и снабжена роликом 24 и кулачком 25. Ку- is лачок 25 укреплен неподвижно на валу 26, который соединен посредством передачи 27 с валом управления 28, полу{аюижм вращение от алектродвигателя 29 через редуктор 30.
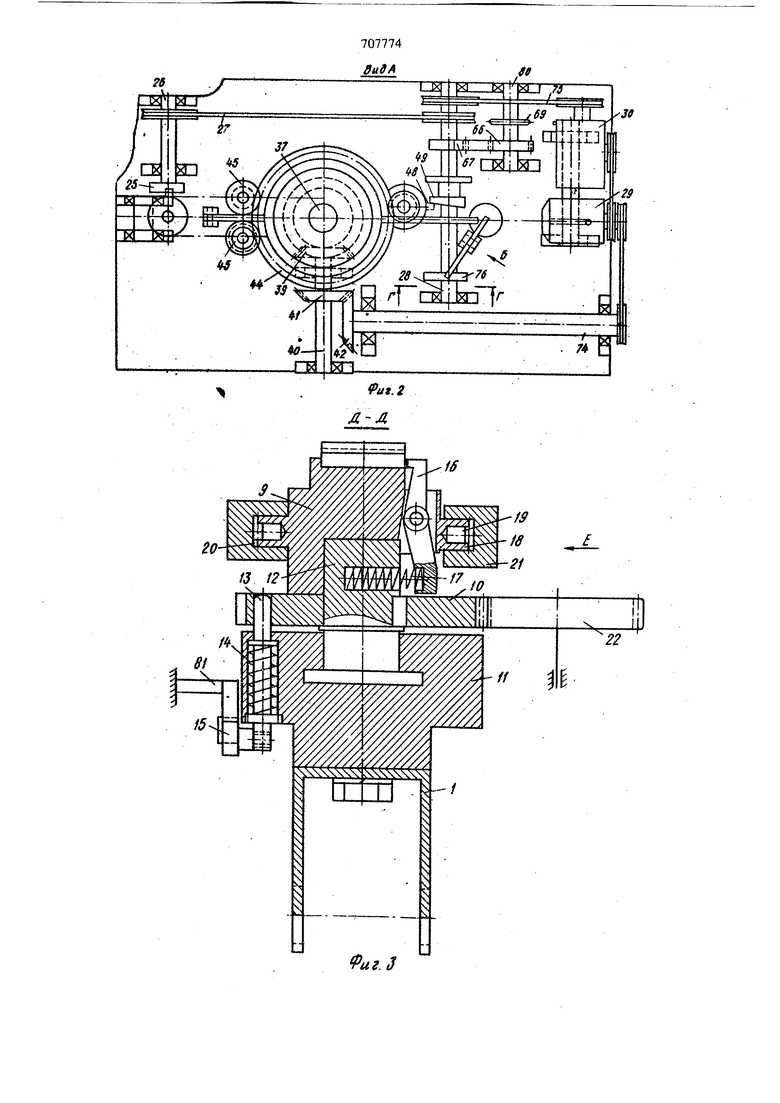
Инструментальная головка 5 ггредназначена 20 для СНЯТИЯ заусенцев с горизонтзльньгх плоскостей 31 детали 3 и вьгаолиена в виде самоустанавлнвающейся по центр/ детали виброрейки 32 (см. фиг. 7--9). Виброрейка .32 посредством шарнирного рычага 33, укрепленного на оси 34 25 и контактирует с нижней шгзскостью 35 вибропривода Зб.насажеиного нз вал 37, получающий вращение посредством шестерен 38 и 39 через вал 40 и коническое зацегление 41, 42 от электродвигателя 29.30
Инструментальные головки 6, предназначснш 1е для В1-,:11олнения операции фрезерования боковых сторон 43 детали 3, выполнены с возможностью вралюния от шестерни 44, насаженной на вал 37, через шестерню 45.35
Инструментальная головка 7, предназначенная для выполнения операоии фрезерования уступа 46, выполнена с возможностыо вращательного Движения от, шестерни 47, контактирующей с шестерней 44, и поступательного движения через 40 уступ 48 от кулачка 49,-насаженного на вал 28.
.Инструментальная головка 8 предназначена для снятия заусенцев с вертикальных плоскостей 50 и выполнена в виде виброкуансона 51, . установлешюго подаижно с помощью, пружин 45 52 в стакане 53 и связанного с верхней плоскостью 54 вибро гривода 36 через двугыевдй рычаг 55. Рычаг установлен шарнирно на ocii 56, второе плечо 57 рычага контактирует с шаршфным упором 58, coejxHiieuHbJM нижней частью jn 59 с вибропузнсоном 51 посредством оси 60. При этом -своей средаей частью 61 шарнирныр упор 58 посредством ползуна 62, имеющего контактный ролик 63, который связан фрикии-i окно с ролш-сом 64 углового кронштейна 65, 55 закрепленного на ишструментальной головке 8 виброиуансопа 51, имеет обратную связь с инструментальной головкой S.
Автоматическая линия для механической обработки двигателя материала в швейной маигине работает следующим образом.
При движении шагового транспортера I, несущего спутники 2 с деталями 3, последние подаются под инструментальные головки 4, 5, 6, 7, 8.
„ При подаче детали 3 под инструментальную головку 4 шаговый транспортер 1 останавливается, так как шестерня 66 выходит из зацепления с сектором 67, и ценная передача 68.со звездочками 69 перестает вращаться. Шпиндель 70 инструмеитальной головки 4, получающий вращение от шестерен 71 и 72, связа1П1ых с передачей 73, перемещается вниз под действием кулачка 25, действующего на ролик 24. ВыполimercK. onepaswH сверления отеерстий 23. В период остановки шагового транспортера 1 одновременно с шcтpyмeнтaJтьнoй головкой 4 работают инструментальные головки 7 и 8.
Инструментальная, головка 7 получает вращение путемзацепления шестерни 47 с шестерней44, насаженной на вал 37. Вал 37 вращается посредством конической н.1естерни 38, входящей в за1геш1ение с шестерней 39, насаженной на вал 40, который несет коническую шестерню 41, входяииую в зацепление с конической щестерней 42. Последняя консольио насажена на вал 74, гголучаюнцй вращение от двигателя 29. Инструментальная головка 7 перемениется в горизонтальной плоскости посредством кулачка 49, вращающегося с валом 28, пол гаюищм враишкие or редуктора 30 посре.дством передачи 75. Выполняется операдая фрезерования уступа 46 детали 3.
В это же время инструментачьная головка 8 под действием кулачка 76, действуюпего на ролик 77 подвески 78, связанной шарнирно с рычагом 79, движется вниз (см. фиг. 5).
Одновременно инструментальная.головка 8 получает .виброколебания от вибропривода 36, .передаваемые его верхней поверхностью 54 на двуплечий рычаг- 55, который передает эти колебания через -шарнирнь й упор 58. При этом синхронизация виброколебания и движения вниз осуществляется посредством .механизма, состоящего из углового кронштейна 65 с роликом 64, который через контактный ролик 63 перемещает полз}эд 62, связывающи.й непрерывночерез шарнирны.й упор 58 инструментальную головку 8. со вторым алечом 57 двуплечего рычага 55. Таким образом происходит обратная связь шарнирного аюра 58 с вибропуансоном 51. Выполняется операция сиятия заусенцев с вертикальных гшоскостей 50 при помощи вибропуансона 51, укрепленного в стакане 53 посредством гфужик 52 так, что он свободно перемещается по ходу детали 3. При дальнейшем вращении вала 28 кулачок 25 освобождает ролик 24, а кулачки 49 и 76 освобождают уступ 48 и подвеску 78, давая возможность инструментальным головкам 4, 7 и 8 занять исходное положение. Затем сектор 67 снова входит в зацепление с шестерней 66, насаженной на вал 80, и через звездочки 69 передает движение на шаговы транспортер 1. При его движении работают инструментальные головки 5 и 6. Инструментальная головка 5 получает виброколебательное движение от вибропривода 36, пе редаваемое от нижней плоскости 35 через шарнирный рычаг 33. Выполняется операция снятие заусенцев с горизонтальных плоскостей 31. Двухшпиндельная инструментальная головка 6 получает вращение от зацепления шестерен 45 с шестерней 44, насаженной на вал 37. Выполняется операция снятия заусенцев с боковых сторон 43 детали 3. Деталь 3 подается под инструментальные головки 4, 5, 6, 7, 8 шаговым транспортером I в спутнике 2. Спутник переносит деталь, закреп ленную в нем, посредством прижима 16. Инструментальные .головки 4, 5, 6, 8 спутник 1ФОходит в исходном положении. А при подходе к инструментальной головке 7 корпус 9 спутника делает поворот вокруг оси 12, при этом копир 81 отводит фиксатор 13, освобождая тем самым шестерто 10. Последняя входит в зацепление с шестерней 22, обеспе швая поворот корпуса 9 так, чтобы уступ-46 занял относительно инструментальной головки 7 положе|дае, необходимое дл-я операции фрезерования. Формула Изобретения Автоматическая линия для механической обработки деталей, содержащая установленные в технологической последовательности инструментальные головки с приводами их рабочих перемещений и шаговый транспортер, несзоций спутники, отличающаяся тем, что, с целью упрощения Конструкции и расширения технологических возможностей, инструменты головок для снятия заусенцев с горизонтальной к вертикальной плоскостей выполнены соответственно в виде виброрейки и вибропуансона, кинематически связанных с общим виброприводом через двуплечие рычаги, пр1яем привод голойки для снятия заусенцев с вертикальной плоскости снабжен корректирующим механизмом, выполненным в виде упора, шарнирно закрепленного одним концом на Ш1струментальной головке и взаимодейств ющего с двуплечим рычаi oM вибропривода, углового кронштейна, закрепленного на инструментальной головке с роликом на свободном конце, и ползуна, установленного с возможностью взанлюдействия одним концом со средней частью упора, а другим - с роликом кронштейна. Источники информации, прюгятые во внимание при экспертизе 1. Авторское свидетельство СССР №,174501, кл. В 23 Q 7/14, 1962.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к зубообрабатывающему станку | 1975 |
|
SU597326A3 |
| Полуавтомат для снятия заусенцев | 1984 |
|
SU1171213A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Полуавтоматическая установка для изготовления галош методом штамповки | 1952 |
|
SU118973A1 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Транспортирующее устройство | 1979 |
|
SU876515A1 |
| Устройство для опускания спутников с одного уровня на другой | 1983 |
|
SU1137034A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |

uzJ
;й
ff
p
ВиЗ
-18
1
79
8Ifpui.S
Г- Г
Л-4
50
