1
Изобретение относится к метал.пургии.
Известны фурмы, в которых наружна труба сварена с наконечником встык. При выходе наконечника из строя его необходимо отрезать по наружной труб и отсоединить от остальных труб фурмы 1 .
Наиболее близкой по технической сущности и достигаемому результату к описываемому изобретению является фурма, содержащая корпус, выполненный из концентрически расположенных труб, и наконечник с соплами, соединейный с трубами, причем по крайней мере с одной трубой - посредством выступа, помещенного в проточке трубы 2 .
Недостатком известной фурмы является длительный по времени и требующий наличия значительного количества фурм в цехе процесс замены наконечника, связанный с подготовкой наружной трубы к сварке, корректировке нового наконечника по фактической длине наружной трубы и самой сваркой
Целью изобретения является упрощение зайены наконечника.
. Поставленная цель достигается тем, что выступ наконечника и проточка трубы выполнены с кол цевььми противалежащ;5М 1 канавками ., заполненными легкоплаз::км припоем,
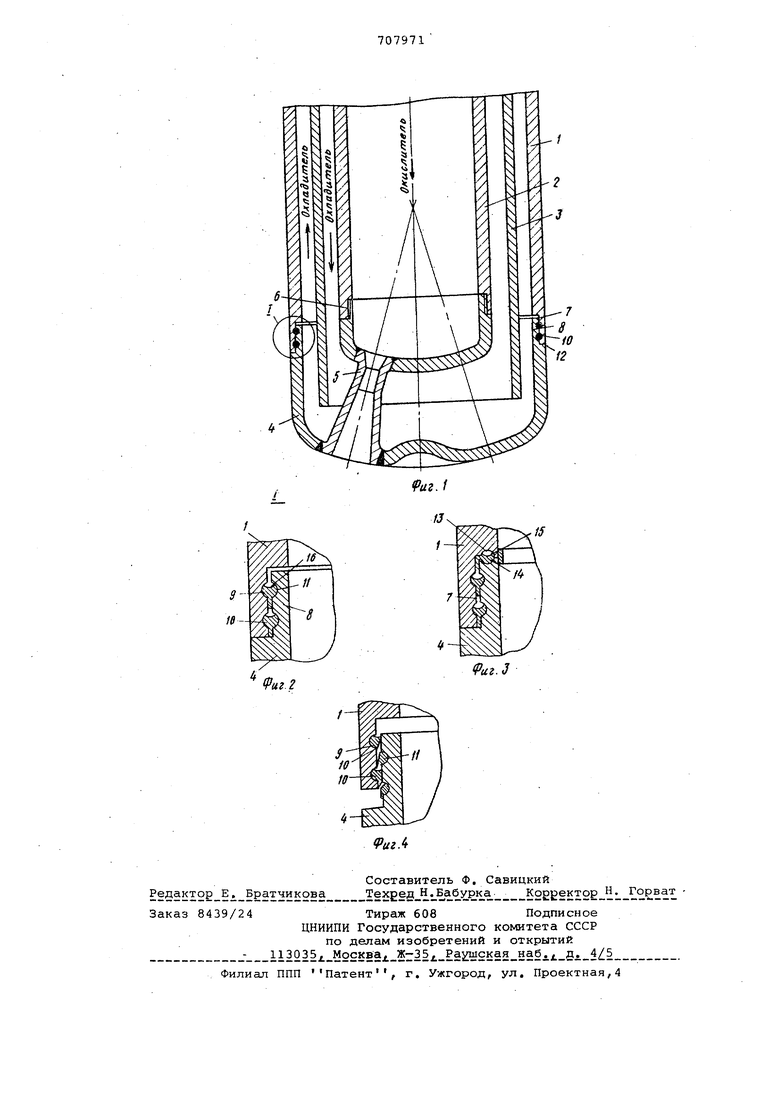
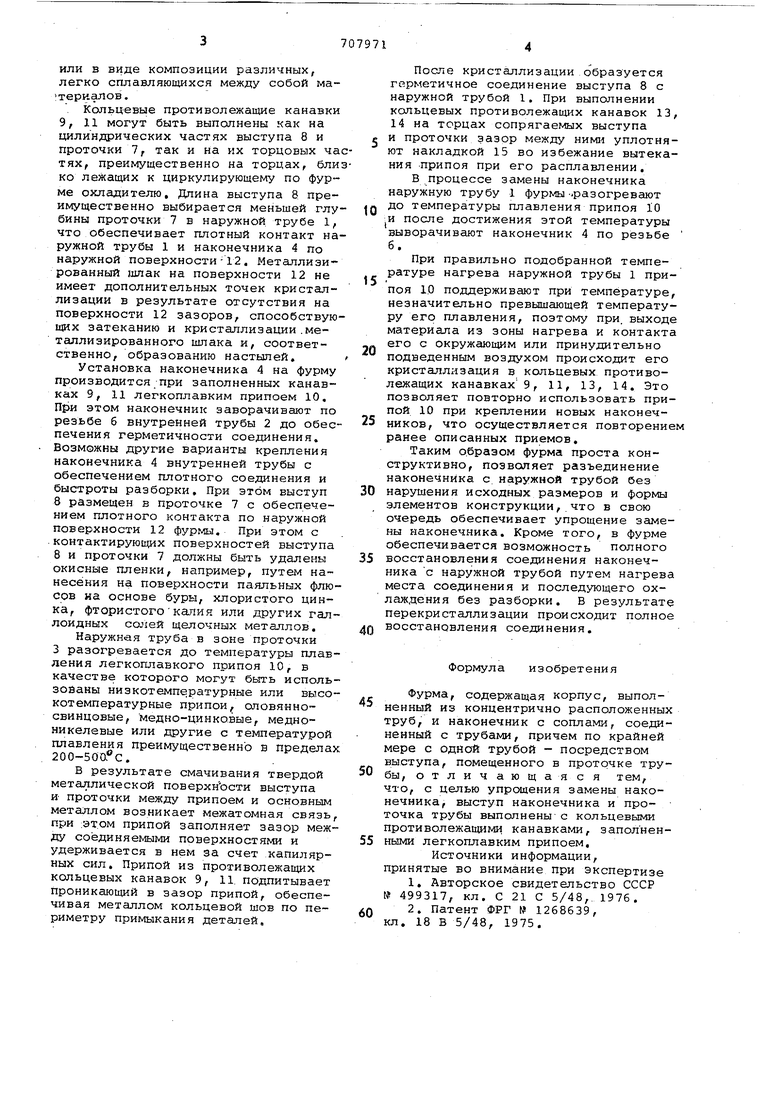
Ка фиг. 1 изображена пре.туюжанная фурма в разреза; на фиг. 2 узел I фиг.1; на фиг, 3 - вариант ре.ополокения противолежащих колъиьвых канавок; на фиг, 4 положение выступа наконечника при его отсоегдикенпл от
0 фурмы,
Фурма включает наружную трубу 1f внутреннюю трубу 2 и разделительную трубу 3. Наружная и внутренняя трубы соединены наконечником 4 с coплaIv vI 5.
5 внутренняя труба 2 соединена с наконечником 4 известным способом, например посредством резьбы 6, Наружная труба фурмы выполнена с проточкой 7 в которой размещен выступ 6 наконеч0ника 4, Наружная труба 1 снабжена- в проточке 7 одной и более кольцевыми кaнaвкa ш 9 заполненными легкоплавким припоем 10.
Выступ 8 наконечника 4 также снаб5жены кольцевыми канавками 11 противолежащими кольцевым канавкам прото -ки 7, Кольцевые канавки II так же . заполнены легкоплавким припоем 10, при этом припой в канавках 9 и 11
0 может быть однородным по составу
или в виде композиции различных, легко сплавляющихся между собой материалов.
. Кольц-евые противолежащие канавки 9, 11 могут быть выполнены как на цилиндрических частях выступа 8 и проточки 7, так и на их торцовых чатях, преимущественно на торцах, блико лежащих к циркулирующему по фурме охладителю. Длина выступа 8 преимущественно выбирается меньшей глубины проточки 7 в наружной трубе 1, что обеспечивает плотный контакт наружной трубы 1 и наконечника 4 по наружной поверхности-12. Металлизированный 1Шак на поверхности 12 не имеет дополнительных точек кристаллизации в результате отсутствия на поверхности 12 зазоров, способствующих затеканию и кристаллизации.металлизированного шпака и, соответственно, образованию настылей,
Установка наконечника 4 на фурму производится при заполненных канавках 9, 11 легкоплавким припоем 10, При этом наконечник заворачивают по резьбе б внутренней трубы 2 до обеспечения герметичности соединения. Возможны другие варианты крепления наконечника 4 внутренней трубы с обеспечением плотного соединения и быстроты разборки. При этом выступ 8 размещен в проточке 7 с обеспечением плотного контакта по наружной поверхности 12 фурмы. При этом с .контактирующих поверхностей выступа 8 и проточки 7 должны быть удалены окисные пленки, например, путем нанесения на поверхности паяльных флюсов на основе буры, хлористого цинка, фтористогокалия или других галлоидных солей щелочных металлов.
Наружная труба в зоне проточки 3 разогревается до температуры плавления легкоплавкого припоя 10, в качестве которого могут быть использованы низкотемпературные или высокотемпературные припои, оловянносвинцовые, медно-цинковые, медноникелевые или другие с температурой плавления преимущественно в предела 200-50ас,
В результате смачивания твердой металлической поверхнЪсти выступа и- проточки между припоем и основным металлом возникает межатомная связь при ;эт.ом припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет .капилярных сил. Припой из противолежащих кольцевых канавок 9, 11. подпитывает проникающий в зазор припой, обеспечивая металлом кольцевой шов по периметру примыкания деталей.
После кристаллизации.образуется герметичное соединение выступа 8 с наружной трубой 1, При выполнении кольцевых противолежащих канавок 13, 14 на торцах сопрягаемых выступа и проточки зазор между ними уплотняют накладкой 15 во избежание вытекания -припоя при его расплавлении,
В .процессе замены наконечника наружную трубу 1 фурмы--разогревают до температуры плавления припоя 10 и после достижения этой температуры выворачивают наконечник 4 по резьбе б.
При правильно подобранной температуре нагрева наружной трубы 1 припоя 1.0 поддерживают при температуре, незначительно превышающей температуру его плавления, поэтому при. выходе материала из зоны нагрева и контакта его с окружающим или принудительно подведенным воздухом происходит его кристаллизация в кольцевых противолежащих канавках 9, 11, 13, 14, Это позволяет повторно использовать припой 10 при креплении новых наконечников, что осуществляется повторение ранее описанных приемов.
Таким о.браэом фурма проста конструктивно, позволяет разъединение наконечника с наружной трубой без нарушения исходных размеров и формы элементов конструкции,.что в свою очередь обеспечивает упрощение замены наконечника. Кроме того, в фурме обеспечивается возможность полного восстановления соединения наконечника с наружной трубой путем нагрева места соединения и последующего охлаждения без разборки, В результате перекристаллизации происходит полное восстановления соединения.
Формула изобретения
Фурма, содержащая корпус, выполненный из концентрично расположенных труб, и наконечник с соплами, соединенный с трубами, причем по крайней мере с одной трубой - посредством выступа, помещенного в проточке трубы, отличающаяся тем, что, с целью упрощения замены наконечника, выступ наконечника и про- точка трубы выполнены-с кольцевыми противолежащими канавками, заполненными легкоплавким припоем.
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР
P 499317, кл, С 21 С 5/48, 1976,
2, Патент ФРГ № 1268639, кл, 18 В 5/48, 1975,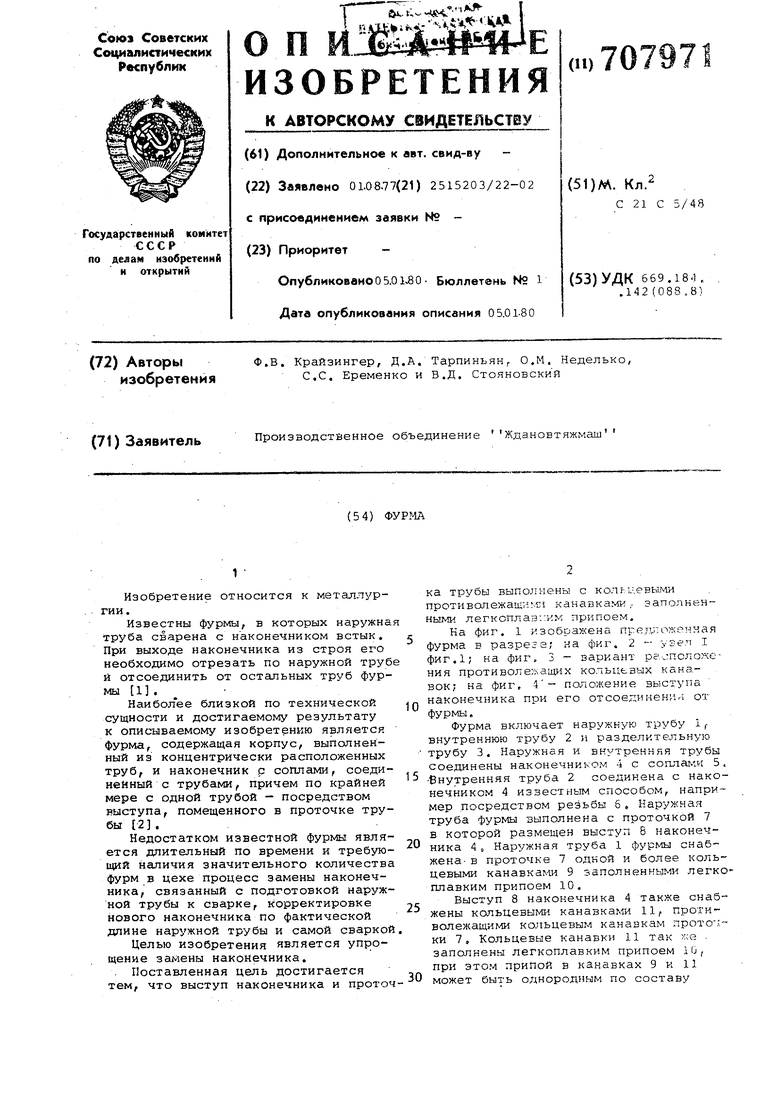
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МЕТОДОМ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2219024C1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
| КОНСТРУКЦИЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2564324C1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1668064A1 |
| ПИСТОЛЕТ И ЭЛЕКТРОДНЫЙ ЭЛЕМЕНТ ДЛЯ ЭЛЕКТРОДУГОВОЙ ПАЙКИ НАКОНЕЧНИКОВ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ | 2010 |
|
RU2450898C2 |
| Способ группового нанесения припоя на токопроводящие поверхности печатных плат | 1985 |
|
SU1258636A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2010 |
|
RU2438842C1 |
| СПОСОБ СБОРКИ ТОПЛИВНОЙ ФОРСУНКИ ДЛЯ КАМЕРЫ СГОРАНИЯ И РАСПЫЛИТЕЛЬ ТОПЛИВНОЙ ФОРСУНКИ | 2001 |
|
RU2278331C2 |