154) УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ. ДЕТАЛЕЙ КРУГЛОГС СЕЧЕНИЯ ИЗ ДРЕВЕСИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1979 |
|
SU831557A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1977 |
|
SU709336A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1979 |
|
SU865616A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU876380A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU929407A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Устройство для шлифования сферического торца | 1980 |
|
SU876379A1 |
| Устройство для шлифования фигурных деталей из древесины | 1980 |
|
SU931398A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU990478A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
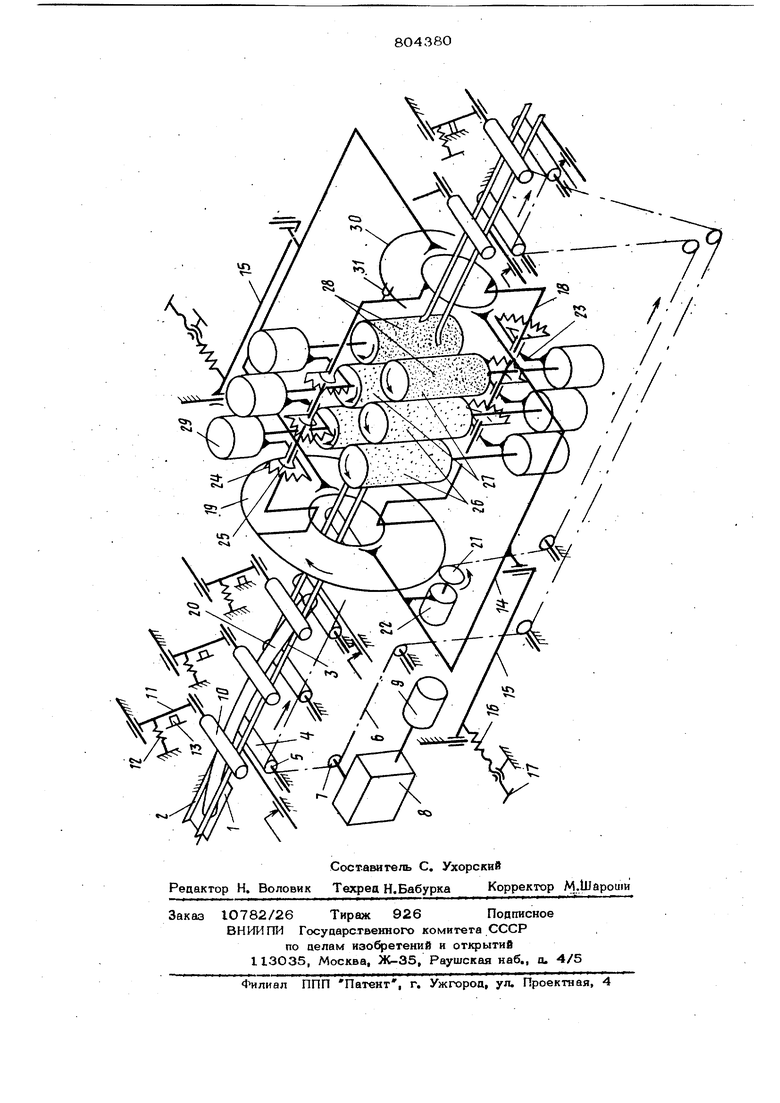
Изобретение относится к обработке деталей из древесины. По основному авт. св. М 624775 известно устройство для шлифования деталей круглого сечения из древесины, содержащее станину вршцающийся полый рот, несущий на себе шлифовальные инстру менты, упруго прижимаемые к обрабатываемой детали с приводом их вращения, и систему приводных и прижимных роликов два кривошипа с шатуном, шарнирно связанные между собой и образующие ный параллелограмм, на котором установлен упомянутый полый ротор, снабженный подпружиненными коромыслами, .несущими на себе шлифовальные инструменгы, оси которых расположены в плоскости, п пендикул ной направлению подачи детали. Дл обеспечения высокого качества обработки 1эверхности устанавливается несколько роторов, снабженных пиевмоцилиндрами различных х актеристик с грубой шкуркой до мелкозернистой по ходу перемещения о абатываемых деталей, образукицих ли/1ИЮ. Практически линия включает в себя три-четыре ротора и четыре-пять транспортирующих устройств. Наличие нескольких роторов и транспортирующих ус тройств увеличивает занимаемую устройством производственную площадь, снижает надежность линии, в связи с наличием большого количества входящих узлов, усложняет обслуживание, увеличивает металлоемкость и потребление энергии на привод вращения роторов и транрпортирующих роликов, увеличивает время обработки одной детали за счет прохождения большого пути при обработке, из-за чего снижается производительность обработки. Цель изобретения-достижение компактности, снижение металлоемкости и потребляемой энергии при обработке и повышение произ во ди тельнос ти. Поставленная цель достигается тем, что на роторе, на подпружиненных коромыслах последовательно закрепляются три пары шлифовальных цилиндров с приводом их вращения, несущих шкурки различной зернистости: от 1тэубой- на первой паре шлифовальных пневмоцилиноров по ходу прохождения о абатываемых деталейдо мелкозернистрй, на последней паре шлифовальных пневмоцилин фоц, На чертеже изображена кинематическая схема устройства. Устройство включает в себя стол 1 с неподвижной 2 и регулируемой 3 направлякшими, поо вкацие ролики 4, связанные через звездочку 5, цепь 6 и звездочку 7 с редуктором 8, приводимым в движение электродвигателем 9, а также прижимные ролики 10, установленные на рычаге II, прижимаемом пружиной 12 к ограничителю 13. Шатун 14 и кривошипы 15 образуют шарнирный параллелограмм, который удерживается в исходном положении двумя г отивоцействукяцими пружинами 16 с регуга«ровочными винтами 17. Параллелограмм несет на себе полый вращающийся goTop 18, состоящий из шестерни с центральным отверстием 19 для прохождениязаготовок 20. и направл1пощих 2 и 3, котхэрая зацепляется с шестерней 21, си- дящей на валу электродвигателя 22, установленного на шатуне 14. К ротору 18 шарнирно присоединены коромысла 23, при жимаемые пружинами 24 к ограничителям 25. Коромысла 23 несут на себе шлиф вальные пневмоцилиндры 26-3l8, сидящие на валах электродвигателей 29. Для подвода тока к электродвигателям на шатуне 14 установлены кольца 30, а на роторе 18 щетки 31. Шлифовальные пневмоцилиндры 26-28 устанавливаются последовательно вдоль пути прохождения офабатываемых заготовок 20 и несут пара пневмоци ЛИН дров 26 грубую шкурку, пара пневмоци ЛИН дров 27 более мелкозернистую шкурку и пара пневмоцилиндров 28 с мелким зерном. Приспосабливание к значительной кривизне обрабатываемых заготовок и слежение за их контуром при обработке осуществля .ется шарнирным параллелограммом, образо ванным шатуном 14 и кривошипами 15. Небошэшая же разность в стреле прогиба (кривизне) обрабатываемых заготовок 2О имеющая место по длине заготовки между соседними парами шлифовальных пневмоцилиндров, компенсируется шарнирным закреплением коромысел 23, несущих пневм цилиндры 26-28. Устройство работает следующим образом. Устанавливается требуемый зазор между направляющими 2 и 3. Шарнирный параллелограмм гфужинами 16 установлен в исходное положение. По столу I изделие 20 между направляющими 2 и 3 подается к роликам 4 и 10, которые перемещают ее в зону обработки между Шлифовальными пневмоцилиндрами 26-28, вращающимися от электродвигателей 29-вокруг своей оси и совершакмцими планетарное вращение вместе с ротором 18 от электродвигателя 22. Контакт инструмента с изделием и компенсация в стреле прогиба кривизны изделия между соседними пневмоцилиндрами 26-28 обеспечивается пружинами 24, а автоматическое слежение за криволинейным про4илем, за счет качайия шатуна 14 с ротором 18 и пневмоцилиндров 26-28 на кривошипах 15. При обработке изделия 20 последовательно шлифую1х;я вначале грубой шкуркой пневмоцилиндров 26, затем более мелкой пневмоцилиндров. 27, а затем мелкозернистой пенвмоцилиндров 28. После окончания обработки готовые изделия последними секциями прижимных и приводных роликов подаются в бункер. Данное устройство, обеспечивает высокую производительность и качество обработки и одновременно проще и компактнее других устройств аналогичного назначения. Формула изобрет е н и я Устройство для шлифования деталей круглого сечения из древесины по авт. св. № 624775, отличающееся тем, что, с целью достижения компактности, снижения металлоемкости и энергоемкости и повышения производительности, на роторе, на подпружиненных коромыслах закреплены последовательно три пары шлифовальных цилиндров с приводом их вращения, несущих шкурки различной зернистости: от грубой- на первой паре .шлифовальных пневмоцилиндров по ходу прохождения обрабатываемых деталей - до мелкозернистой на последней паре шлифовальных пневмоцилиндров.
