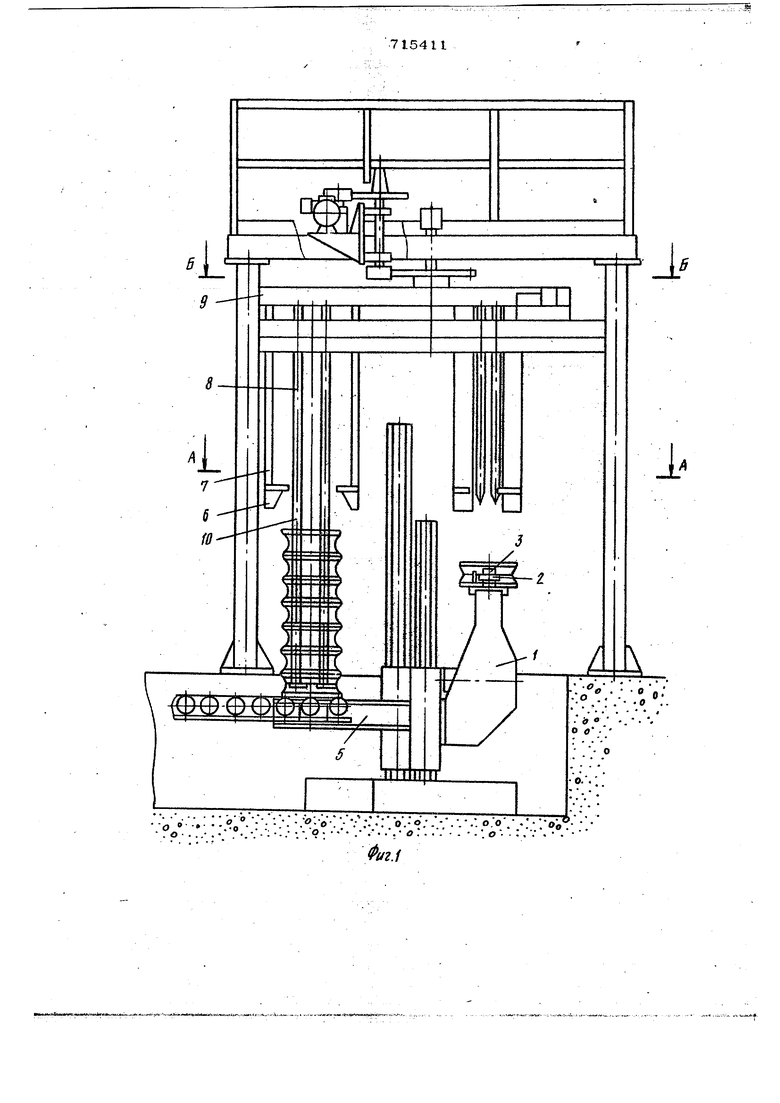
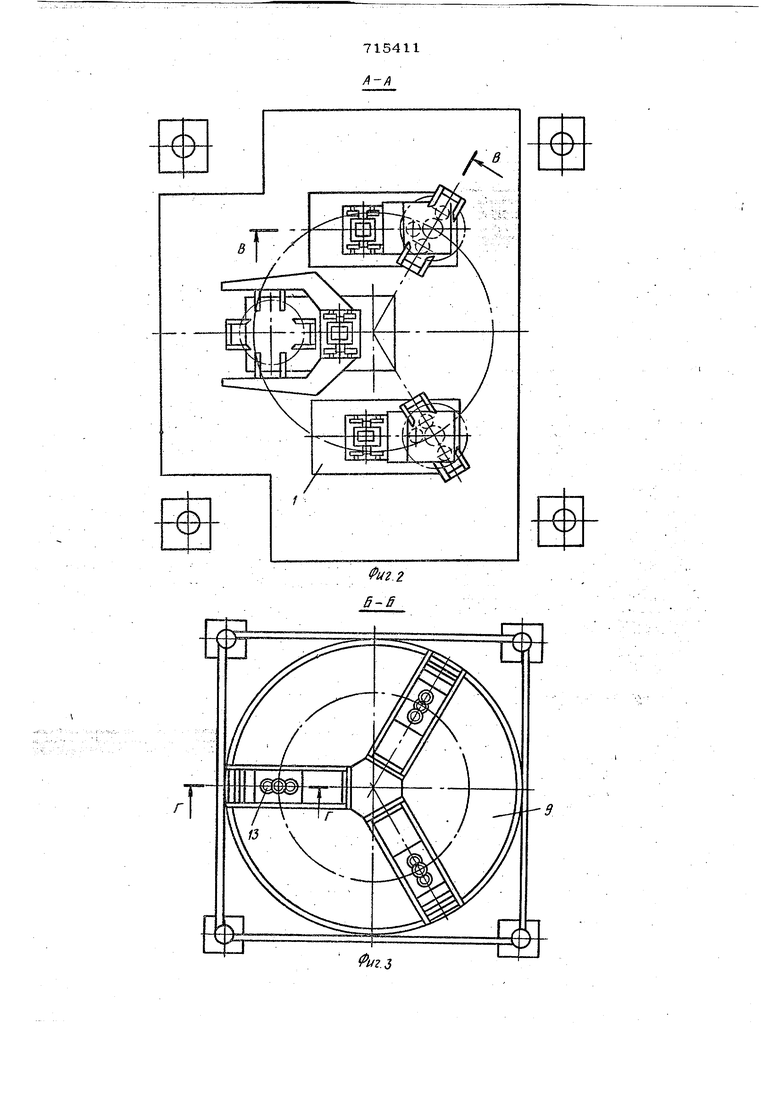
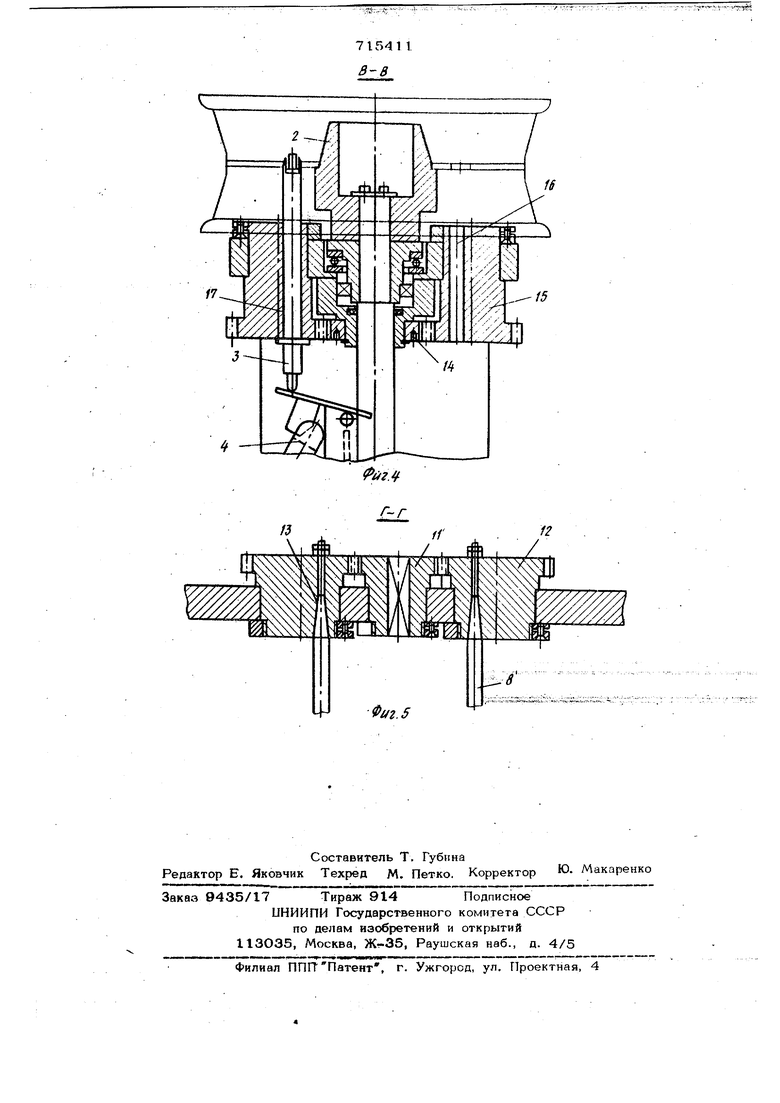
(54) ПАКЕТОФОРМИРУКЩАЯ УСТАНОВКА ДЛЯ АВТОМОБИЛЬНЫХ КОЛЕС 5 х;лужит для съема укомплектованного пакета с поворотных упоров 6, расположенньус на штангах 7. При опускании подъемного стола 5 пакет повк сает на штырях 8, установленных на поворотном круге 9 и снабжённых переходниками 10 Штыри 8 выполнены раздвижными. . На поворотном круге 9 закреплены шестерня 11 и находящиеся с ней в зацеплении Ш1естерни 12, в которых выпол нены эксцентрично относительно их оси гнезда 13 для штырей 8. На оси подъемно-поворотного стола 1 закреплена шестерня 14, находящаяся в зацеплении с шестернрями 15, в которьйс эксцентрично относительно их оси выполнены направляющие отверстия 16 для штырей и дополнительные отверстия 17 для фиксирующих пальцев 3 механизма ориентации изделий. Подлежащие пакетированию .колеса по двум конвейерам поступают в зону аействия поворотных столов 1, которые под нимаясь с колесами, одновременно центрируют их по внутреннему диаметру гриб ками 2. При этом фиксирующий палец 3 утапливаясь под тяжестью колеса, воздействует на конечный, выключатель 4, который подает сигнал на прекращение подъема и включение привода вращения стола 1. Колесо вращается до тех пор, пока палец 3 не войдет в одно из его болтовых отверстий. При этом свобожденный конечный выключатель 4, возвращаясь в исходное положение, отключает вращение и включает подъем. Стол 1, поднимаясь до верхнего положения, отклоняет колесом лежащие на нем упоры 6. При этом штыри 8 входят в направляющие отверстия 16, При опускании стола 1 колесо остается на упорах б. Следующе колесо подпирает первое и опускается вместе с ним на упоры 6 и т.д. После того, как сформирован пакет, поворотны круг 9 поворачивается на 120 . Пакет остаиавливается над подъемньш столом который при подъеме снимает пакет с упоров 6. При помощи переходников 10 на штыри 8 навешиваются две стяжки. Переходники 10 выступами входят в 1 4 продольный паз на штыре 8. Упоры 6 опускаются вместе с .пежетом, который освобождается от штырей 8. При дальнейшем перемещении стола I пакет устанавливается -на транспортирующем конвейере. Для пакетирования, автомобильных . колес другого типоразмера достаточно повернуть на заданный угол шестерню 11 и находящиеся с ней в зацеплении шестерни 12 со штырями 8. На соотвествующий угол поворачивают также шестерню 14 и находящиеся с ней в зацеплении шестерни 15. При этом направляющие отверстия 16 окажутся напротив штырей 8. Установка вновь готова к работе. Предлагаемая установка при ее переналадке на другой типоразмер колес позволяет исключить необходимость устанавливать каждый штырь относительно направляющего отверстия в подъемно-поворотном Столе, благодаря чему сокращается трудоемкость переналадки. Кроме того, наличие зубчатого зацепления между втулками, в которых выполнены эксцентрично расположенные относительно наружного диаметра отверстия, и центрально установленных шестерен поворотного и подъемно-поворотного столов исключает необходимость установки рычажного привода на каждый штырь. Формула изобретен, и-я Пакетоформирующая установка для автомобильных колес по авт.св. № 302298, отличающаяся тем, что, с целью облегчения переналадки при работе с различными типораз мерами колес, на поворотном круге и поДъемно-поворотном столе по их оси закреплены шестерни с наружными зубьями и находящиеся с ними в зацеплении дополнительные шестерни, в которъис выполнены эксцентрично расположенные относительно их оси отверстия, для штырей, причем в дополнительнък шестернях подъемно-поворотного стола выполнены дополнительные отверстия для фиксирующих пальцев механизма ориентации изделий.
% vr;: :- :-l- ; .;
. .po, .,00 . . . о , V . .
//./
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕТОФОРМИРУЮЩАЯ УСТАНОВКА ДЛЯ АВТОМОБИЛЬНЫХ КОЛЕС | 1971 |
|
SU302298A1 |
| Автоматическое устройство загрузки колец | 1980 |
|
SU905299A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Устройство для формирования пакета изделий | 1977 |
|
SU695926A1 |
| Устройство для пакетирования анодных остатков | 1987 |
|
SU1562263A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ И РАСФОРМИРОВАНИЯ ПАКЕТОВ ИЗДЕЛИЙ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 1992 |
|
RU2025429C1 |
| Шагающий конвейер | 1980 |
|
SU905167A1 |
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
| Устройство для укладки в пакет металлических чушек | 1979 |
|
SU863495A1 |
| Устройство для укладки в пакет чушек | 1989 |
|
SU1671581A1 |
,,LVO .w-. tf2.3 А-А
71541 1
3-е
