(54) АВТОМАТ ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1970 |
|
SU355848A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Гибкий токарный модуль | 1987 |
|
SU1509228A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
, t .
Изобретение относится к станкостров ию и может быть использовано в стш- , ах для обработки хрупких длинномерных еталей.
Известен автомат для обработки труб, содержащий станину, шпиндельные бдбки с резцовыми головками, магазин, транспортирующее устройство и механизм загжима заготовок 1.
Для расширения технологических arwr можностей автомата на корпусе механизма зажима установлены с возможюстью перемещения в направляющих щтанга с собачкой для поштучной выдачи заготовок и каретка с захватным устройством для подачи заготовок, а на торцах механизма зажима закреплены Г-образные пластины с приемными гнездами.
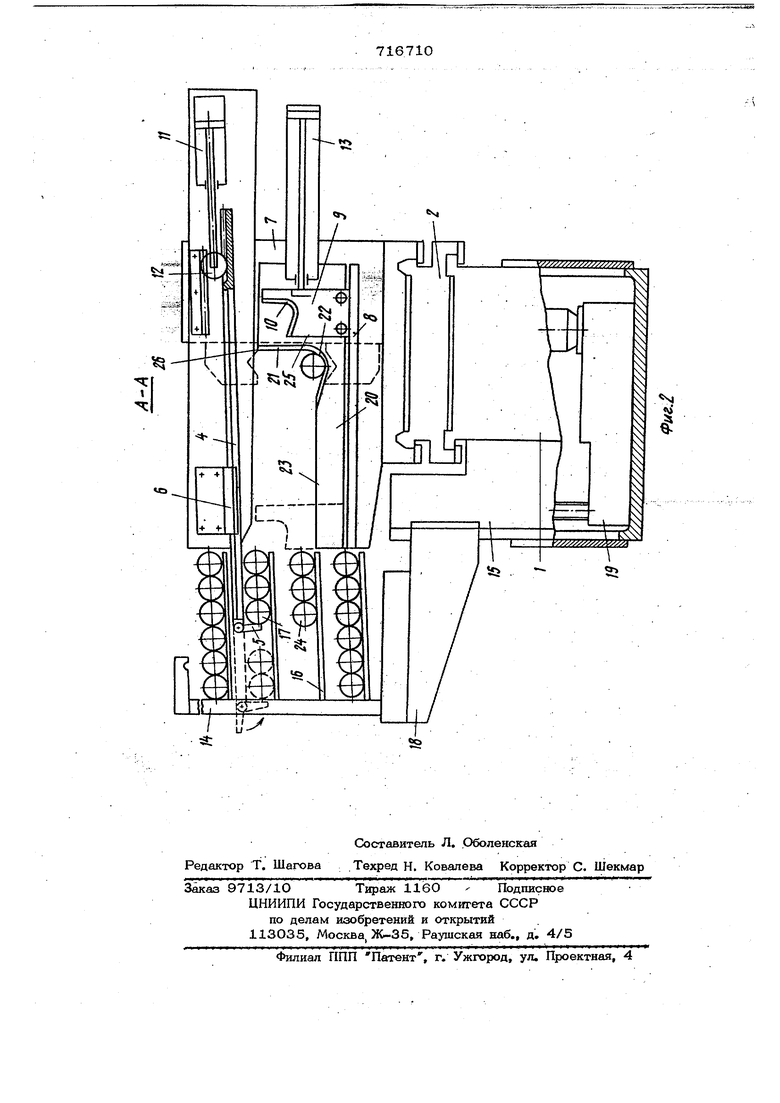
На фиг. 1 изображен предлагаемый томат, общий вид; на фиг. 2 дан разрез je А-А на фиг. 1.
Автомат (см. фиг. 1) имеет станину i, с направляющими, на которых установлены сани 2, имеющие возможность установочного перемшцения на длину изделия. На верхних направляющих саней 2 установлены щпиндельные бабки с резцовыми головками 3. Механизм поштучной вьща- чи заготовок содержит штангу 4 с собачкой 5, подвижно смонтированную в верхних направляющих 6 корпуса механизма 7 зажима. Механизм подачй заготовок им&ет подвижно смонтированную на нижних направляющих 8 того же корпуса каретку 9 с гнездом Ю. Корпус механизма 7 за жима закреплен на санях.
Штанга с щарнирно закрепленной собачкой -имеет привод 11 с механизмом 12 удвоешш хода. Каретка имеет привод 13. Магазин 14 установлен на вертикальном подъемнике 15 и вьшолнен в виде стеллажа с наклонными полками 16, на которых расположены заготовки 17. Вертикальный подъемник 15 расположен под центральной частью станины и выполнен в виде подвижной платформы 18 с приводом 19. На корпусе механизма 7 зажима за1среш1ены Г-образные листы 20 с верти - /3 , -----;- 71 .кальными peiSpaMH 21. Механизм 7 сзажима1 имеет гфиёмнь1е гнезда 22, ввщблненные в Г-образных листах, Гориз6нтальнь1е ребра 23 Г-образных листов 2О предназначены для перемещения обработанной трубы 24 нижней частью 25 карбтки 9, Механизмы зажима заготовок 17 имеют сам центрирующие губки 26, Автомат работает следующим образом На платформу 18 йодъемника 15 устанавпивается магазин 14, причем в )аачале работы заготовками 17 заполнены все поп 16, кроме нижней. Магазин поднимается подъемником 15 в верхнее рабочее положение. Штанги 4 механизмов поштучной вьщачй с собачкаШ 5, назсодящимися в горизонтальном положении, одновременно Ъходят между тюлками магазина над заготовками, причем в конце хода штанги собачки 5 разворачиваются в вертикаль.кое положение. Штанги при обратном ходе, пяавйо перё ШйШ весъ psa rofSibK:, вьщают одну за1х товку из магазина в г гнезда Ю кареток 9 механизмов подачи заготовок. При перемёщенйи карётбк с заготовкой в крайнее правое положение вертикальные ребра 21 Г-образных листов 20j закрепленных на корпусах Меха ; ШюмовзЙжймй, скатывают заготовкув приемные гнезда 22 механизмов загкима, Самоцёнгрйрующие губки 26 механизмов 7 зажима зажимают заготовку, совмещая, ее ось с осью резцовых головок 3 шпин- дёльньос бабок. Шпиндельные бабки с рабочей подачей надвигаются на заготовку, а враща1бщйёся рёзц6)эые гюловки рбраба- 1 Ь1Вают торцы в размер по длине и поверх ности концов трубы, после чего щпиндёльпые бабки отходят в исходное положение, : Происходит р&зжим губок механизмов заж ма. Каретки 9, перемещаясь в краййёё левое положение, нижней частью 25 пере мещают обработанную трубу 24 по горизонтальным ребрам 23 Г-обраэных листов на нижнюю полку 16 магазина. При этом гнезда: 10 кареток готойы к приему оче редной заготовки, чтобы начать рабочий цикл обработки труб заново. После Вьфаботки всего ряда заготовок щтанга 4 пе рёмещается в крайнее правое положение, выходя из магазина, причем собачка 5 принимает горизонталыаое положение и магазин опускается на один ряд вниз. Далее весь цикл обработки заготовок повторяется до , пока не. будут обработаны все трубы, после чего автомат отключается. Приемные гнезда 1О кареток, вертикальные ребра 21 и приемные гнезда 22 механизма зажима, вьшолненные в Г-образ- ных листах, армированы упругим матери лрм,. ор мула изо бр етени Автомат для обработки концов труб, содержащий станину, шпиндельные бабки с резцовыми головками, магазин, транспортирующее устройство и механизм зажима заготовок, отличающийся тем, что, с целью расширения технологических воз можностей, на корпусе механизма зажима уотановлеш 1 с возможностью перемещения в направляющих штанга с собачкой для поштучной выдачи заготовок и каретка с захватным устройством для подачи заготовок, а на торцах механизма Зажима закреплены Г-образные пластины с приемными гнездами,: Источники информации, принятие во внимание при экспертизе 1. Авторское свидетельство .СССР № 399362 кл. В 23 В 5/08, 1974.
N
