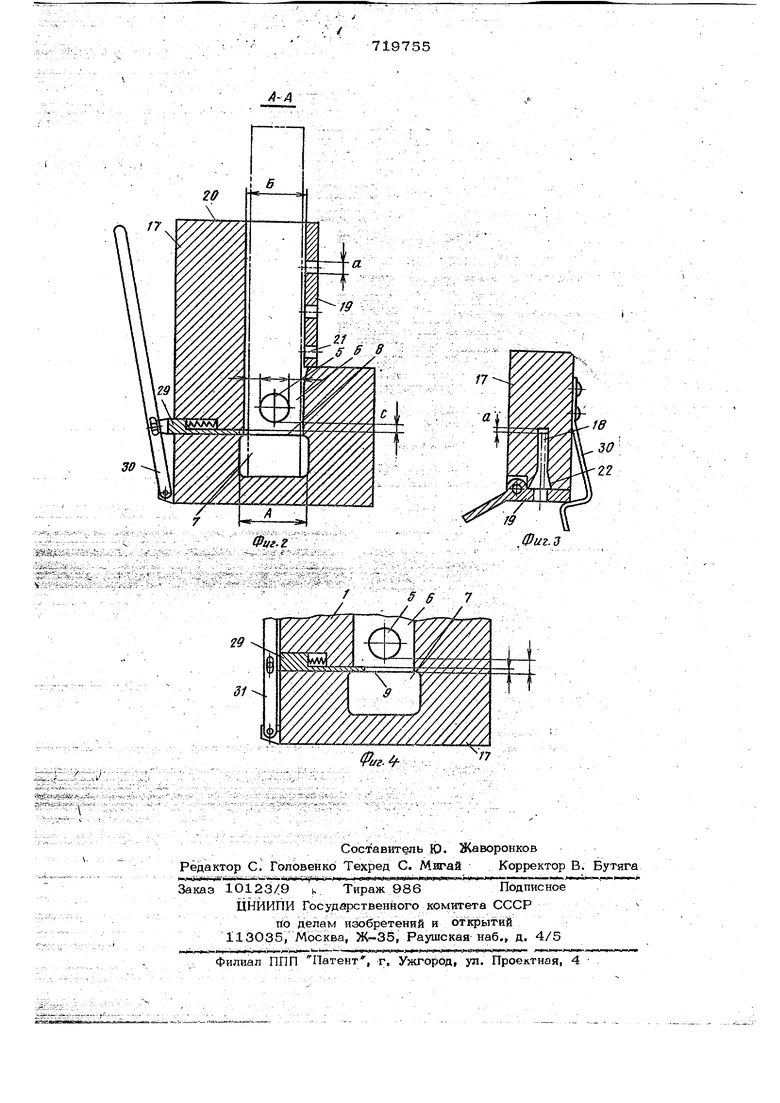
(54) ШТАМП ДЛЯ ОБРАБОТКИ ПОПС ОВОГО МАТЕРИАЛА 3 9. расйЬло«сенной от окна 5 на расстоянии, равном перемычке в полосовом материале 6. На стороне 10, д61т6л1йтёльно1 о 51Е&а 7 матрицы 1 усяановпей упор 11, выстуйа ющий над вертикально расположенной режущей плоскостью 12 матрицы 1. Вьгсота Н упора И больше: высоты Ь «аза съёмника ЗГ, или paBiHsi isfi, Оси 13 14 соответСтвенн о рйб81еР8 иШШ1Йи тельнбРо окон матрицы 1 расположены перпендикулярно режущей рабочей поверх ности 12 матрицы 1. В матрице перпендикулярно осям 13 и 14 рабочего окна 5 и дополнительного окна 7 выШлнены два несорбщающихся между собой канала 15и 16„ На съемнике 3 зафешт на направляющая 17 с четырьмя дт нКами-, об разующими паз 18 для Прохода матеJPнала 6. Одна из стенок 19 напр вляющей 17 вьгарлнена поворотнрй относитель но прд1ШвЬг ол&жной стенки 0 Длина , направляющей 17 равна 2/3 пола срвого Материала 6 (6 2/3 U ), В пЫвбротной стенке 19 выполнены отверстия 21, расположенные одно от другого на расстоянии; равном Шагу подачи. Паз 18 направляюшёй 17 со стороны Поворотной стенки 19 имтвёТ скосы 22. Диаметр отверстий j«ieHbше размера паза со стброны на 1-2 мм. На подвижной плите 23 щтампа за}феппен отрезнрй нож 24. Канал 16лотком 25 связан с тарой 26, а канал 15 лотком 27 - с тарой 28. В Ъъемник 3 установлен надпружиненный предварительный упор 29, сШМйнь1й с рукряткой 30. Размер С пред&ар1йтель ного ора 29 равен 1/3 ЕЙГ мера перемычки в полосе. На направляющей 17 закреплена пружинящая пластина 31,, вйаикюдействующая свободны м кЪнсЕом с поворотной стенкой 19. , „ Штамп работает следующим образом. Оператор поворачивает сТенку 19, па 18 направляющей 17 Ьткрывается. Полоса 6 пр скосам вводится оператором в паз 18 йапрйвляйщёй 17, Штв йй опус- .каётЬя до взаимЬдёЙствИ:а с предваритель ным .упором 29. Затем паз 18 закры вается повЬротной стенкой 19,в«й бчают пресс и производится вырубка детали В5 : .4 пуансоном 2. Предварительный упор 29 возвращается в исходное положение. Посп вырубки первой йeтaлV полосовой материал 6 под действием собственного веса пёреШтаетбя i до упора 11. При сйёдующём рабочем ходе подвижной части 2:2 штамгш вырубается следующая деталь и производится резка ножом 23 кбнца попрсы 6. Детали и отходы попадают в тары 28 и 26. При обратном ходе Подвижной части 22 штампа полоса 6 снимается съём- НИКОМ 3 с пуансрна 2. Полоса 6 опускается до взаимодействия с упором 11, и цикл повторяется. Фор мула изобретё1аия 1.Штамп для обработки полосового К1атерИала, СвДёрЖащий жесТкИй схёмник и связанную с ним направляющую с четырьмя стенками, образующую лаз для тфохода материала, быступаюшую за пределы штампа со стороны подачи материала, о тли ч а ю щ И и с я тем, что, с целью визуального наблюдения за прохождением материала по пазу, одна из стенок пйза Выполнена поворотной относительно противоположной, и в поворотной стенке вьтолневы отверстия. 2. пр п. 1, отличаю щ и и с я тем, что отверстия распрлоёныНа расстоянии одно от другого, равном щагу подачи. 3.Штамп по п. 1, отличаю - щ и я тем, что длина выступающей части направляющей равна 2/3 длийы полосового материала. Источники информации, принятые во Внимание при экспертизе 1оСмирнов-АпяевГ. А, и Вайнтрауб Д.А, Холойв я штампрвка в приборостроении. Л., Машгиз, 1963, с. 352-354, фиг. 209, с. 354-355, фиг. 211. 2. А. Н. и Прейс В. Ф. МеХанизШия и автрматизация штамповочных paiSoT. JMi., Машгиз, 1965, с. 131-133, фиг. 106./ 3, Авторское Ьвидётёльствр СССР по заявке N3 2414686/25-27, 25.10.76 (прототип).

,;
1й--./.-, :VV.V. .л,..
ff /Л . :
30
.г
,1„ ..
17
Фиг.д
fKfg.
