(54) УСТАНОВКА ДЛЯ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1980 |
|
SU937123A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Кантователь | 1980 |
|
SU941135A2 |
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1999 |
|
RU2182051C2 |
| Сварочная установка | 1981 |
|
SU1031704A1 |
| Установка для сборки под сварку полусфер из лепестков | 1979 |
|
SU893487A1 |
| Сварочная установка | 1979 |
|
SU872136A1 |
| Устройство для возвратно-поступательного перемещения инструмента в двух взаимно перпендикулярных направлениях | 1990 |
|
SU1796392A1 |
| Колонна поворотная для сварочного полуавтомата | 1982 |
|
SU1142247A1 |
Изобретение относится к сварочяому производству, преимущественно к устройствам для перемещения сварочной головки в процессе изготовления труб химической и нефтяно аппаратуры. Известна установка, содержащая тележку с колонной и каретку с выдви ной консолью, а также механизм подъе ма каретки, выполненный в виде винтового привода с ходовой и предохранительной гайками Ц. В процессе работы этой установки нагрузку несет только ходовая гайка а предохранительная гайка удерживает ся кареткой в необходимом положении и нагрузки не несет. В случае разрушения основной гайки последняя вместе с закрепленной на ней кареткой опускается на предохранительную гайку, заставляя ее воспринимать рабочую нагрузку и переметать каретку. Однако разрушение ходовой гайки может пройти незамеченным, так как в работу вступят предохранительная гайка. В этом случае предохранительная гайка, восприняв функции ходовой гайки, будет работать, постепенн изнашиваясь, что приводит к возникно вению аварийной ситуации и падению каретки. Наиболее близкой к изобретению до технической сущности и достигаемому результату является установка для сварки, содержащая колонну с винтовым приводом, на ходовой и предохранительной гайках которого смонтирована консоль для сварочной головки 2. При работе этой установки нагрузку несет также ходовая гайка, а . предохранительная гайка перемещается вхолостую. В процессе работЬ из-за износа резьбы ходовая гайка смещается относительно предохранительной и подает сигнал на остановку привода. Однако это происходит при частичном износе ходовой гайки, а при полном износе ходовой гайки нагрузку воспринимает предохранительная гайка, которая в процессе износа может привести также к аварийной ситуации. Целью изобретения является повышение надежности путем обеспеченкя контроля износа ходовой гайки. С этой целью на наружной поверхности ходовой гайки выполнены кольцевая проточка и продольные поводкоBnic канавки, предохранительная гайка снабжена цапфами, установленными в продольных поводковых канавках ходовой гайки, а торцовая поверхность предохранительной гайки со стороны расположения ходовой гайки выполнена сферической и радиальными проточками, при этом на ходовом винте между ходовой и предохранительной гайками установлена шайба с конусным торцом, взаимодействукнцим со сфе- IQ рической торцовой поверхностью предохранительной гайки.
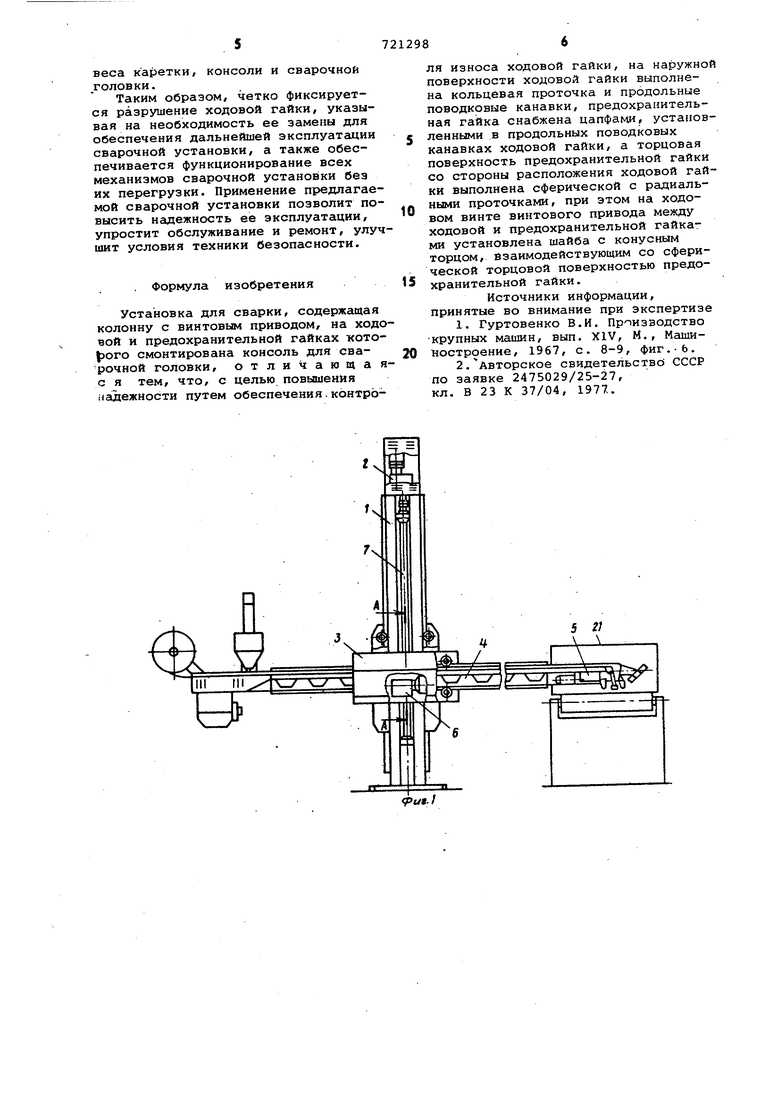
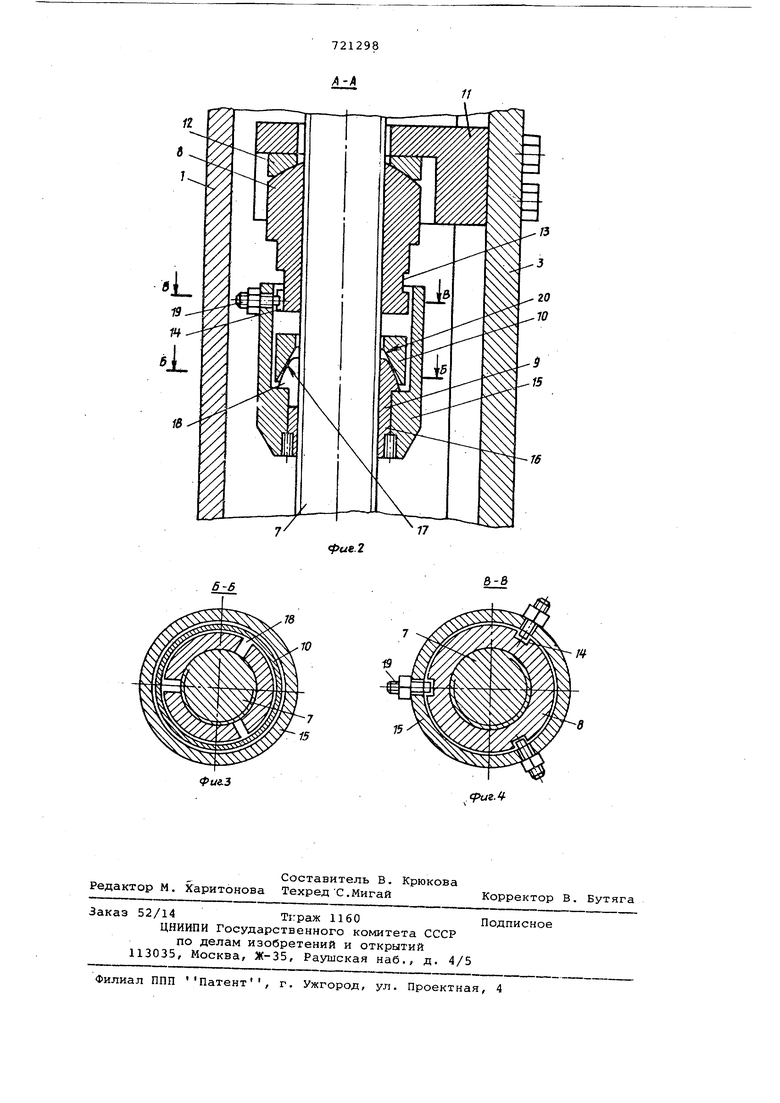
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 то же, сечение А-А на фиг. 1; на фиг. 3 - то же, сечение Б-Б на фиг.2; на фиг. 4 - то же сечение В-В на фиг. 2.
Установка для сварки содержит колонну 1 с винтовым приводом 2 для подъема каретки 3 с выдвижной 20 консолью 4, оснащенной сварочной ,головкой 5.
Выдвижение консоли 4 осуществляется приводом б, установленным-в каретке 3, посредством реечной передачи. На 25 ходовом винте 7 установлены ходовая гайка 8, предохранительная гайка 9 и расположенна.я между ними шайба 10,
Каретка 3 посредством кронштейна 11 через сферическую шайбу 12 опи- О рается на ходовую гайку 8.
На наружной поверхности ходовой гайки 8 выполнены кольцевая проточка 13 и продольные поводковые канавки 14.
Предохранительная гайка 9 выполнена в ви{1е стакана 15 и жестко соединенной с ним резьбовой втулки 16, торцовая поверхность 17 которой со стороны расположения ходовой гайки выполнена сферической с радиальными проточками 18.40
Предохранительная гайка снабжена регулируемыми цапфами 19, установленными в продольных поводковых канавkax 14 ходовой гайки 8, при этом диаметр кольцевой проточки 13 меньше 45 расстояния оси ходового винта 7 до цапф 19. Шайба io выполнена с конусным торцом 20.
Приводом 2 консоль 4 со сварочной головкой 5 может устанавливаться JQ внутрь (при сварке внутренних стыков) или снаружи (при сварке наружных стыков) обечайки 21,
Установка работает следующим об- разом. .
Подлежащая сварке .обечайка устанав- ливается в роликоопоры и ориентируется стыком в вертикальной плоскости. С помощью привода 2 сварочная головка 5 ориентируется относительно, стыка обечайки. Устанавливают необхо- 60 димые скорости подачи сварочной проволоки, скорость сварки и вылет электрода, причем необходимый вылет электрода обеспечен перемещением по вертикали консоли с головкой от приво- 65
да 2 посредством винта 7 и ходовой гайки 8.
В процессе сварки вследствие нетоности взаимного положения сварочной головки и обечайки возникает необходимость производить корректировку вылета электрода. Это осуществляется включением привода 2, стабилизирующего положение сварочной головки относительно свариваемого изделия.
В процессе работы ходовая гайка 8 удерживается от проворота пазом кронштейна 11, а сферическая шайба 12 дает возможность гайке самоустаналиваться на винте 7 под действием нагрузки. При -вращении ходового винта 7 ходовая гайка 8 и связанная с ней каретка 3 перемещается по вертикали.
При нормальной эксплуатации нагрузку воспринимает только ходовая гайка 8, которая продольнывми поводковыми канавками 14 удерживает в исходном подожении цапфы 19 стакана 15. Таким образом, предохранительная гайка не воспринимает осевую нагрузку.
В процессе длительной работы сварочной установки ввиду частых включений винтового привода 2 для стабилизации вылета электрода и установки головки происходит износ ходовой гайки 8.
При возникновении аварийной ситуации (разрушение ходовой гайки), ходовая гайка вместе с кареткой перемещается вниз на величину зазора между торцом гайки 8 и торцом шайбы 10.
В этом случае ходовая гайка 8, передавая oceBSio нагрузку, упирается торцом на шайбу 10, которая конусным торцом 20 взаимодействует со сферической поверхностью 17 резьбовой втулки 16, Ввиду наличия радиальных проточек. 18 верхняя часть втулки 16 обжимает резьбу винта 7, в связи с чем предохранительная гайка 9 фиксируется на винте 7, вращаясь вместе с ним. В то же время, в резу з ьтате вертикального перемещения ходовой гайки 8 цапфы 19 выходят из канавок 14 и размещаются в кольцевой проточке 13, не мешая вращению гайки 9. Это обеспечивается тем, что диаметр кольцевой проточки 13 на ходовой гайке меньше расстония от выступов цапф 19 до ее оси.
Таким образом, в результате разрушения ходовой гайки, Jlocлeдняя не имеет вращательного движения при вращении винта, а предохранительная гайка вращается вместе с винтом, не вызывая вертикальных перемещений каретки, и в то же время предохранительная гайка удерживает осевую нагрузку, возникаквдую под действием
веса каретки, консоли и сварочной головки.
Таким образом, четко фиксируется разрушение ходовой гайки, указывая на необходимость ее замены для обеспечения дальнейшей эксплуатации сварочной установки, а также обеспечивается функционирование всех механизмов сварочной установки без их перегрузки. Применение предлагаемой сварочной установки позволит повысить надежность ее эксплуатации, упростит обслуживание и ремонт, улучшит условия техники безопасности.
, Формула изобретения
Установка для сварки, содержгицая колонну с винтовым приводом/ на ходовой и предохранительной гайках котоJjoro смонтирована консоль для сварочной головки, отличающаяс я тем, что, с целью повышения надежности путем обеспечения.контроля износа ходовой гайки, на наружной поверхности ходовоЯ гайки выполнена кольцевая проточка и продольные поводковые канавки, предохранительная гайка снабжена цапфами, установленными в продольных поводковых канавках ходовой гайки, а торцовая поверхность предохранительной гайки со стороны расположения ходовой гайки выполнена сферической с радиальными проточками, при этом на ходо0вом винте винтового привода между ходовой и предохранительной гайками установлена шайба с конусным торцом, взаимодействующим со сферической торцовой поверхностью предо5хранительной гайки.
Источники информации, принятые во внимание при экспертизе
кл. В 23 К 37/04, 1977.
6-6
78
Фие.3
17
В-В
75
(ригЛ
