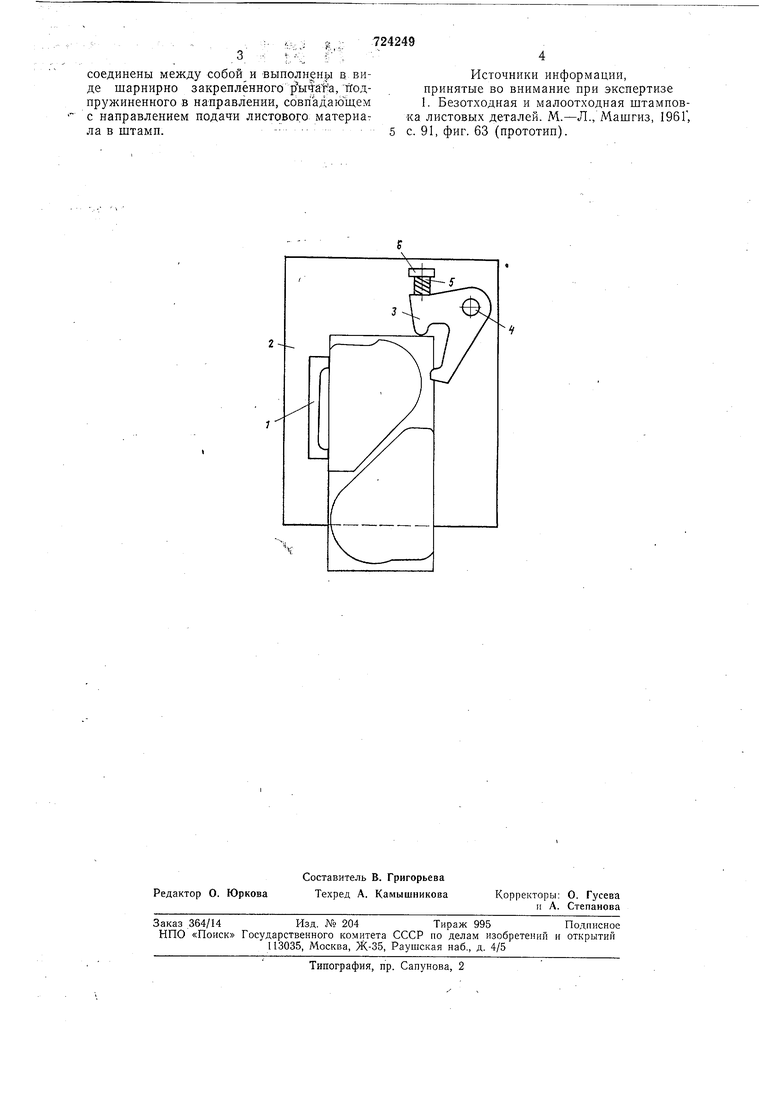
Изобретение относится к технологической оснасткедля холодной листовой штамповки и может быть использовано в машиностроении. Известно устройство для фиксации листо- 5 него материала в штампе, содержащее направляющую, например, в виде планки, неподвижный торцовый упор и боковой прижим, подпружиненньщ относительно направляющей .,10 Недостатком такого устройства является повышенная трудоемкость и дополнительные затраты времени на фиксацию. В описанном устройстве торцовый упор и боковой прижим жестко соединены меж- 15 ду собой и выполнены в виде щариирно закрепленного двуплечего рычага, подпружиненного в направлении, совпадающем с направлением подачи материала в штамп, что . позволяет снизить трение между листовым 20 материалом и прижимом и, как следствие, упростить установку листового материала в штампе. Описываемое устройство изображено на чертеже (план).25 Устройство для фиксации листа состоит из направляющей планки I, неподвижно закрепленной на основании 2, и совмещенного упор-прижима 3, который может поворачиваться вокруг неподвижного щарнирного 30 пальца 4 и подпружинен пружиной сжатия 5, фиксирующей неподвижный ограничитель 6 в направлении, совпадающем с направлением подачи листового материала в штамп. В исходном положении упор-прижим пружиной сжатия 5. При подаче листа вперед до упора совмещенный здаор-прижим 3 поворачивается вокруг щарнирного пальца 4, прижимая тем самым лист к направляющей планке 1. После вырубки лист свободно вынимается, так как пружина 5 возвращает упор-прижим 3 в исходное полол ение. Использование предлагаемой конструкции позволяет благодаря снижению трудоемкости и сокращению времени на установку и снятия листа увеличить производительность труда, не снижая качества продукции. Формула изобретения Устройство для фиксации листового материала в штампе, преимущественно разтделительном, содержащее направляющую планку, торцовый упор и боковой прижим, отличающееся тем, что, с целью упрощения установки и снятия листового материала, торцовый упор и боковой пpижи)
соединены между собой и выполн|ны в виде шарнирно закреплённого pbiffif-а,пгодпружиненного в направлении, совпаДающем с направлением подачи листового материаг ла в штамп.
Источники информации, принятые во внимание при экспертизе 1. Безотходная и малоотходная штамповка листовых деталей. М.-Л., Машгиз, 196Г, с. 91, фиг. 63 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для многорядной последовательной вырубки правильных шестиугольных пластин из листового металла | 1980 |
|
SU984573A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Штамп для обработки штучных плоских заготовок | 1982 |
|
SU1094651A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Штамп для торцовой гибки деталей из листовых заготовок | 1986 |
|
SU1444042A1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1407618A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Штамп последовательного действия | 1980 |
|
SU912347A1 |
