727462
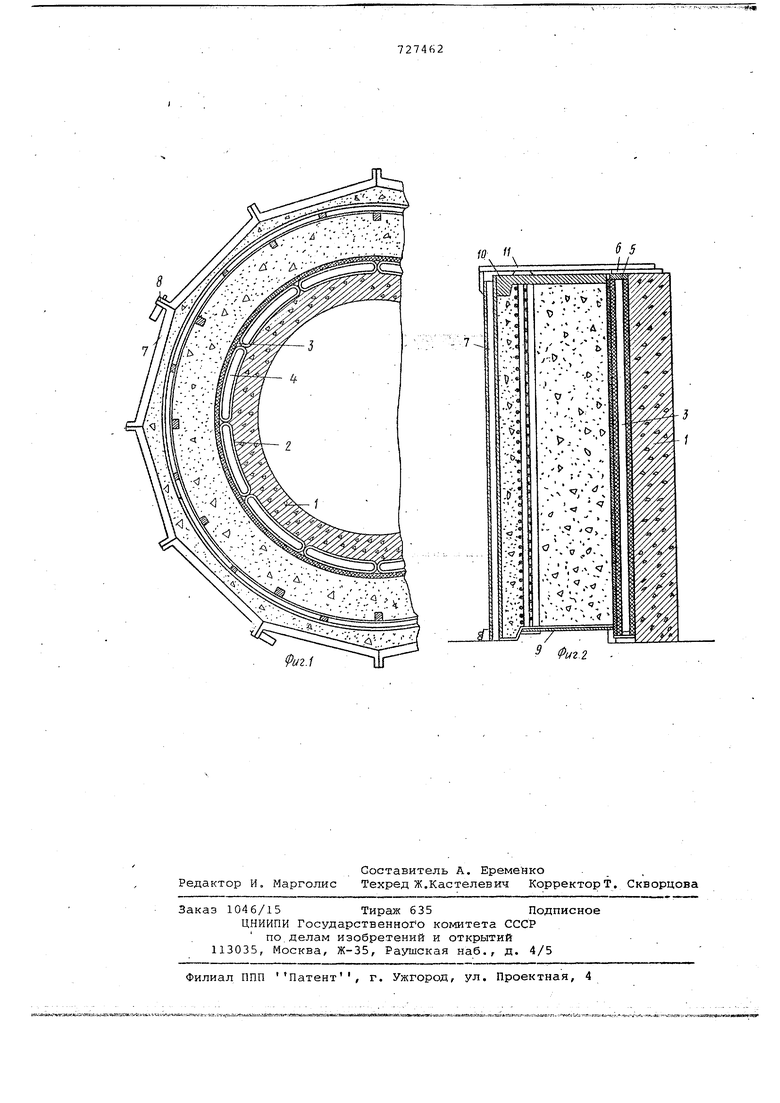
2, имеющими эллиптическую форму, и эластичным чехлом 3. Между сердечником 1 и эластичным чехлог 3 рас положены эластичние элементы 4, смотированные на фланцах 5, которые, прикреплены к монтажным консолям б. Эластичные элементы 4 соединены с источником давления.
Наружная опалубка состоит из пусттелых секций 7, соединенных друг с другом подпружиненными тарированными болтами 8. Каждая секция выполнена составной из жестко соединенных друг с другом плоских продольных элементов, полости которых соединены с источником теплоносителя.
Наружная -и внутренняя опалубка установлены на поддон 9.
Работает предлагаемая форма следующим образом. Сначала сердечник очищают от остатков бетона, обклеивают по верхней кромке клейкой лентой для предотвращения повреждений при установке спирального каркаса, а затем покрывают мьшьной эмуль-, сией.Затем на очищенный поддон 9 устанавливают спиральный каркас и монтируют элементы наружной рлалубки с помощью пневмогайковертов. После сборки наружной опалубки в форму устанавливают уплотнительные кольца 10 секций 7, которые прижимаются 11, причем тяги 11 крепят к сердечнику, что позволяет получить жестко соединенную конструкцию . После того как закончены операции по сборке формы, в нее с помощью бетононасосов подают пластичную бетонную смесь, временно разжиженную с помощью добавки суперпластификаторов.
После заполнения формы смесью и определенного времени выдержки (поле о ончйния влияния эффекта добавки эластичн ые элементы 4; сердечника заполняют -водой, а затём создают в них необходимое опрессовочное давление, которое позволяет через бетон создатЁ требуемое усилие натяжения в спиральной арматуре, от«ать внешнюю воду и уплотнить бетон трубы. .,
После этого в полости элементов наружной опсшубки подают пар и осуществляют процесс тепловой обработки до получения в бетоне трубы необходимой прочности. Затем опрессовочное давление сбрасывают и формуразбирают, i
Применение формы такой конструкции позволяет изготавливать гийропрессованные напорные трубы в одном цикле практически любого диаметра.
Формула изобретения
-орма для изготовления гидропрессванных труб из бетонных смесей, содержащая установленные на поддоне наружную опалубку из пустотелых, соединенных друг с другом подпружиненными тарированными бо.лтами,, секций, полости KOTOPEJX связаны с источником теплоносителя, и внутреннюю опалубку в виде сердечника с эластичным чехлом, отличающ а.я с я тем, что, с целью обеспечения возможности изготовления труб диаметром более 2000 и повышения надежности, внутренняя опалубка снабжена полыми эластичными элементами, размещенными между сердечником и эластичным чехлом, соединенными с источником давления, а каждая секция наружной опалубки выполнена составной из жестко соединенных друг с другом плоских продольных элементов.
Источники информации, принятые во внимание при экспертизе
1, Попов А.Н. и др. Производство железобетонных напорных труб .виброгидропрессованием. Л., 1976, с, 7-9.
2. Промышлен.ность сборного железобетона. Техническая информация. Выпуск 1, М., ВНИИЭСМ, 1970, с. 7-13 (прототип).
аг.{
Id 11
- -7
9 иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Способ изготовления виброгидропрессованных раструбных труб из бетонных смесей и устройство для его осуществления | 1983 |
|
SU1278230A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1986 |
|
SU1329985A1 |
| Форма для изготовления вибро-гидропрессованных труб | 1982 |
|
SU1052391A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Способ формования гидропрессован-НыХ НАпОРНыХ ТРуб | 1979 |
|
SU795956A1 |
| Способ изготовления напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU996213A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |