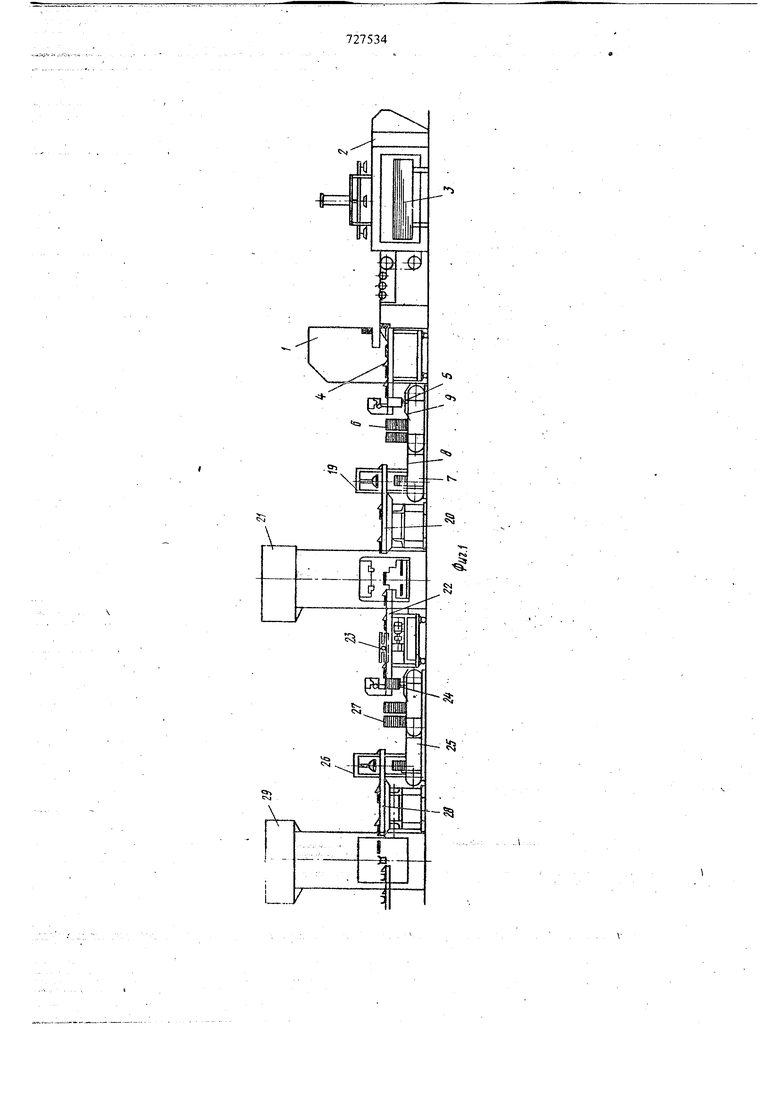
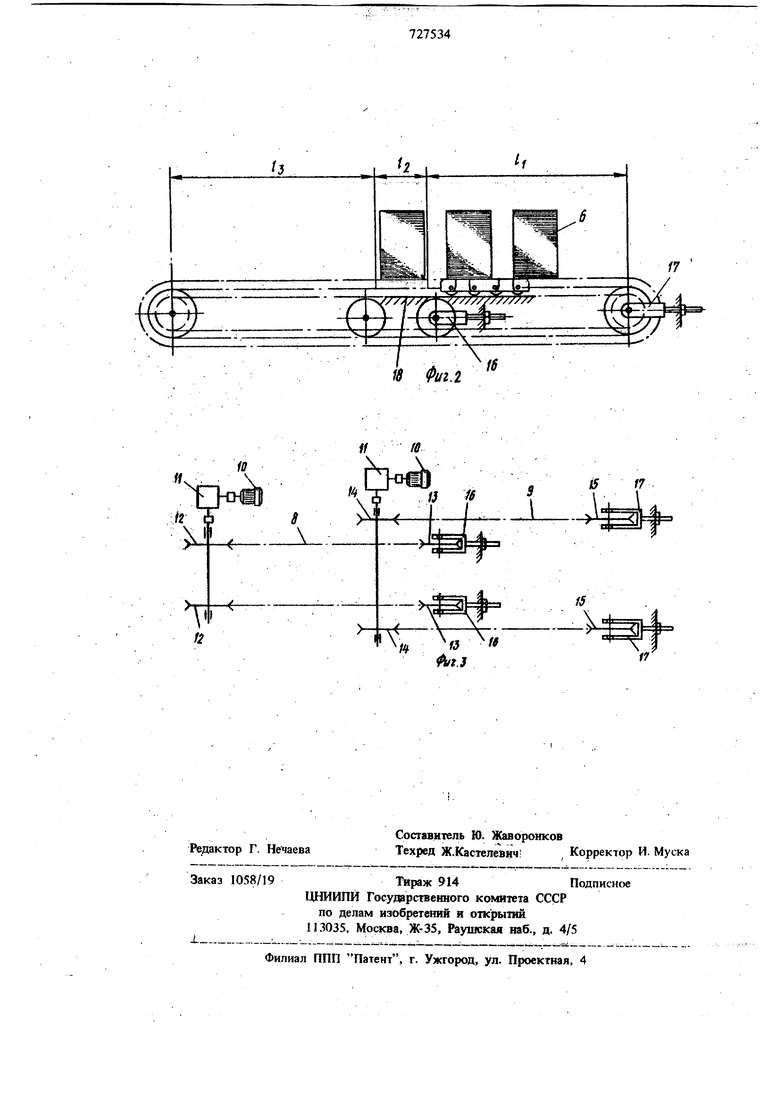
Изобретение относится к машиностроению и может быть использовано в поточных линиях для изготовления деталей. Известна поточная линия для изготовления деталей, содержащая последовательно установленные обрабатывающие машины, в частности ножницы и прессы, снабженные средствами мезанизации и гибкими связя, выполненными в виде транспортеров и соединяющими смежные обрабатывающие машины 11. В известной поточной линии обрабать1вающи мащины работают синхронно, и остановка одной из обрабатывающих мащин повлечет за собой остановку следующей обрабатывающей машины, так как нет межоперащюнного задела заготовок или полуфабрикатов. Цель изобретения - обеспечение возможности независимой работы каждой обрабатыЯ 1ющей машины путем создания межоперационного задела. Это достигается тем, что в предлагаемой конструкции каждый транспортер выполнен в виде двух последовательно расположенных секций, каждая из которых снабжена индивидуаль ным. проводом, а часть ветвей одной из секций |расположена между ветвями другой секции. На фиг. 1 изображена предлагаемая поточная линия; на фиг. 2 - транспортер, вид передачи; на фиг. 3 - транспортер, вид сверху. Поточная линия для изготовления деталей содержит участок предварительной обработки листового материа;ла, участок вырубки заготовок из листового материала и участок формовки заготовок. Каждый из участков связан с другими участками транспортными средствами (гибкими связями). Участок предварительной обработки включает гильотинные ножницы 1, перед которыми установлено устройство 2 для отделения листа от сгопы 3 и подачи его к гильотинным ножницам 1. За гильотинными ножницами 1 установлен шиберный механизм 4, перемещающий заготовки на подъемный стол 5 для формирования стоп заготовок 6 и опускания их на цепи транспортера 7. Транспортер состоит из двух секций 8 и 9. Каждая из секций 8 и 9 снабжена индивидуальЛгый приводом, состоящим из элек тродвигатеПя 10 и редуктора II.. Цепи секции 8 у станов лёны на звёздочках 12 и 13, а цепи секции 9 установлены на звез дочках ТЗ и 15. --.-:: -,,.:.,...,.:..,. -vЗвездочки 13 и 15 установлены в вилках 16 и 17 соответственно механизмов натйжёния йерхнйе ветвицепей секций перемещаются по направляющим 18. Часть цепей секции 8 на длине Bj, расположейа между цепями секции 9. Длина 8.выбирается не больше диаметра рвездочки 14 или 13 для надежной передачи узких и высоких стоп с цепей одной секции на цепи другой секции. Заготовки с цепей секции 8 снимаются механизмом 19 и подаются шиберным механизмом 20 к вырубному прессу 21, установленному на участке вырубкИ.,; V За вырубным прессом 21 установлены шиберный механизм/22 и кантователь 23, подъем ный стол 24, транспортер 25, конструкция которого аналогична конструкции транспортера 7 меха1шзм 26 для отделения заготовки от стопы 27 и подачи их на шиберный механизм 28 Шиберный механизм 28 подает заготовки в рабочую зону формованного пресса 29. :, . На участке предварительной обработки могут быть установлены машины для сортировки листов, смазки и т.п. Поточная линия для изготовления деталей работает следующим образом. Стопа 3 листов устанавливается краном в устройство 2. Верхний лист отделяется от стопы 3 и подается устройством 2 в. рабочую зону гильотинных ножниц I для резки его на заготовки. Заготовки шибёрньтм механизмом 4 подаю ся на подъемный стол 5, на котором формируется стопа заготовок. С каждой очередной заготовкой, поданной шиберным механизмом на уже сформированную часть стопы, подъемн стол 5 опускается вщз на величину, равную 1ШЩинё ЙтдвК:й. ---- - - --- f- -- - :Сформированная стопа 6 опускается на груз несущие цепи секции 9 транспортера 7, после чего включается его привоД и .грузрнёсуцще цеПи секции 9 перемещают все находящиеся на них стопы на такую величину, чтобы после няя стопа ушла из рабочей зонь подъемного стола 5, дав ему возмржность подняться в ве нее исходное положение. Ввиду тогр, что тран спортер 7 состоит из двух секций 9 и 8, пере мещение грузонесущих цепей секции 9 не свя ;§ан6 с работой другой секции, на которой находится запас стоп заготовок, необходимый дл .обеспечения нёп{)ерывности работы вырубного ресса 21, независимо от работы гильотинных ожниц 1.V Перемеа1ение грузонесущих цепей секции 8 находящимися на них стопами начинается тот момент, когда израсходовали стопа загоовок, находя даяся в рабочей зоне механиза 17. Bknio4eHHe той или иной секции транпортера 7 происходит независимо до тех пор, ока грузонесз/тдае цепи секции 9 не оказыватся полностью ;,запрлненнь1ми стопами заготоок 5. В этом случае для того, чтобы можно было продолжить -,работу на гильотинных нож ицах 1, необходимо все стопы или часть их ередать на грузонесущие цепи секции 8 транспортера 7. Передача только одиой стопы в данной ситуации не рашает задачу обеспечения непрерывной и независимой работы на гильотинных нржницах I и на вырубном прессе 21, так как после набора следующей стйпы на Подъемном столе 4 нербходимо снова включить привод грузонесущих цепей секции 9 и передать крайнюю стрпу на грузонесущие цепи секции 8, а эта передача может быть осуществлена только при совместном включении обеих секций 8 и 9 транспортера 7. Включение привода грузонесущих цепей секции 8 связано с наличием стопы заготовок в конц транспортера 7 на позиции механизма 17. Поэтому в случае, когда грузонесущие цепи секции 8 полностью загружены стопами загртовок, прекраи1ают работу на гильотиннь1Х ножницах 1 до тех пор, пока не будут израсходованы все стопы заготовок, находящиеся на грузонесувдих цепях секции 8, nocFie чеговключаются приводы обеих секций транспорте|)а 7, и все стопь с грузонесущих цепей секции 9 передаются на грузонесущие цепи секций 8. Теперь опять в зависимости от длины Pj и секции транспортера могут независимо работать на гильотинных ножницах 2 и вырубном прессе 21. Передача стоп 6 с одной секции транспортера 7 на другую осуществляется при совместном включении приводов, сообщающих грузонёсущим цепям секции 9 и 8 перемещение с одинаковой скоростью, Грузонесущие цепи секций 9 и 8 перекрьтают друг друга на длине , что обеспечивает надежную и спокЬйную передачу у:зких и высоких стоп заготовок с одних грузонесущих цепей на другие.. Это позволяет использовать транспортер 7 при необходимрста как простой цепной транспортер с длиной, равной Е + {I, + , или как два независимьгх друг от друга транспортера с длинами f, + . Листовые заготовки передаются механизмом 19 из стопы, находящейся на транспортере 7, на шиберный механизм 20, который подает их на вырубку в вырубной пресс 21. После вы5 ,:, - рубки заготовки шиберныл механизмом 22 по даются сначала в кантователь 23, а затем на стопирование на подъемный стол 24. Сформировайные стопы 27 опускаются на транспортер 25, конструкция и назначение которого аналогичны транспортеру 7. Транспортер 25, осуществляя те же функции, / что и транспортер 7, передает стопы вырубленных заготовок к формовочному прессу 29. Из крайней стопы находящейся на транспортере 25, механизм 26 по одной заготовке передает на ншберный механизм 28, который осуществляет подачу вырубленных заготовок на формовку в формовочный пресс 29. Формула изобретения Поточная линия для изготовления деталей, содержащая последовательно установленные обрабатьшающие мащины, в частности ножни.6. цы и прессы, снабженные средствами механизации и гибкими связями, выполненными в виде транспортеров и соединяющими смежные обрабатывающие мащины, отличающая с я Тем, что, с целью обеспечения возможности независимой работы каждой обрабатьгеающей машины путем создания межотлерационного задела, каждый транспортер выполнен из двух последовательно расположенных секций, каждая секция снабжена индивидуальным приводом, а часть ветвей одной из секций расположена между ветвями другой секции. Источники информации, принятые во внимание при экспертизе 1. Норицын И. А. и Власов В. И. Автоматизация и механизация технологических процессов ковки и штампов ки. М., Мащцностроение 19i67, с. 355-357, рис. 203 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи заготовок в зону обработки | 1973 |
|
SU504600A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ШТАМПОВКИ | 1965 |
|
SU169480A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Линия для изготовления лап культиваторов | 1985 |
|
SU1430161A1 |
| Стан для изготовления сварныхЕМКОСТЕй | 1979 |
|
SU829367A2 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1133008A1 |
| Линия для раскроя движущегося листового проката | 1980 |
|
SU912415A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Установка для подачи листов кНОжНицАМ | 1979 |
|
SU814653A1 |