(54) ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВ 
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЗАКАЛКИ КОЛЕС | 1973 |
|
SU389155A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| Способ укладки штучных изделий в пакет и транспортная линия для его осуществления | 1978 |
|
SU887387A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
Изобретение относится к прокатном5, производству, а именно к поточным л.нниям ДЛЯ термической обработки толстых листов в листопрокатных цехах.
Известна линия для термической обработки толстых листов и.з углеродистых и легированных сталей, состоящая из тележки с магнитами, подающей листы из стопы попарно на рольганг, нагревательной печи с роликовым подом, тележки с магнитами для разделения и поштучной укладки листов на рольганг, подающего листы в правильную машину, и пакетирЪвщйка термообработанных и выправленных листов в стопы 1.
Однако в указанной- линии неработоспособны магниты на тележках, разделяющих выходные попарно уложенные листы из нагревательной печи в тех случаях, когда листы проходят нормализацию. Нормализация включает нагрев лиогов до температуры интервала превращений, обычно дая углеродистых ста лэй 920-950°С, выдержку при этой температуре с последующим охлаждением на воздухе.
При такой температуре листы теряют свои магнитные свойства.
Наиболее близкой к предлагаемой по технической сущности является линия для термической обработки листов сЬдержащая последовательно расположенные по ходу технологического процесса устройство для укладки листов друг на друга с продольным смещением нагреватель, устройства разделения и поштучной укладки нагретых листов на транспортный рольганг, правки и пакетирования, связанные йежду собой рольгангакга 2.
Недостаток этой линии заключается в её низкой производительности, так как устройство для раскладки листов и поштучной их укладки требует остановки линии. Кроме того, устройство нарушает кромки листа, что снижает качество продукции, и оно сложно ч по конструкции.
Цель изобретения - пЪвышение производительности поточной линии.
Это достигается тем, что в предлагаемой конструкции устройство для разделения и поштучной укладки нагретых листов на транспортный рольганг за нагревательной печью выполнено в виде подъемно-опускной рамы р роликами на стойках, размещенных
между роликами транспортного рольганга, снабжено проводкой с тянущим роликом, установленным с возможностью взаимоцейств я с первым от нагревател ной печи роликом подъемно-опускной рамы.
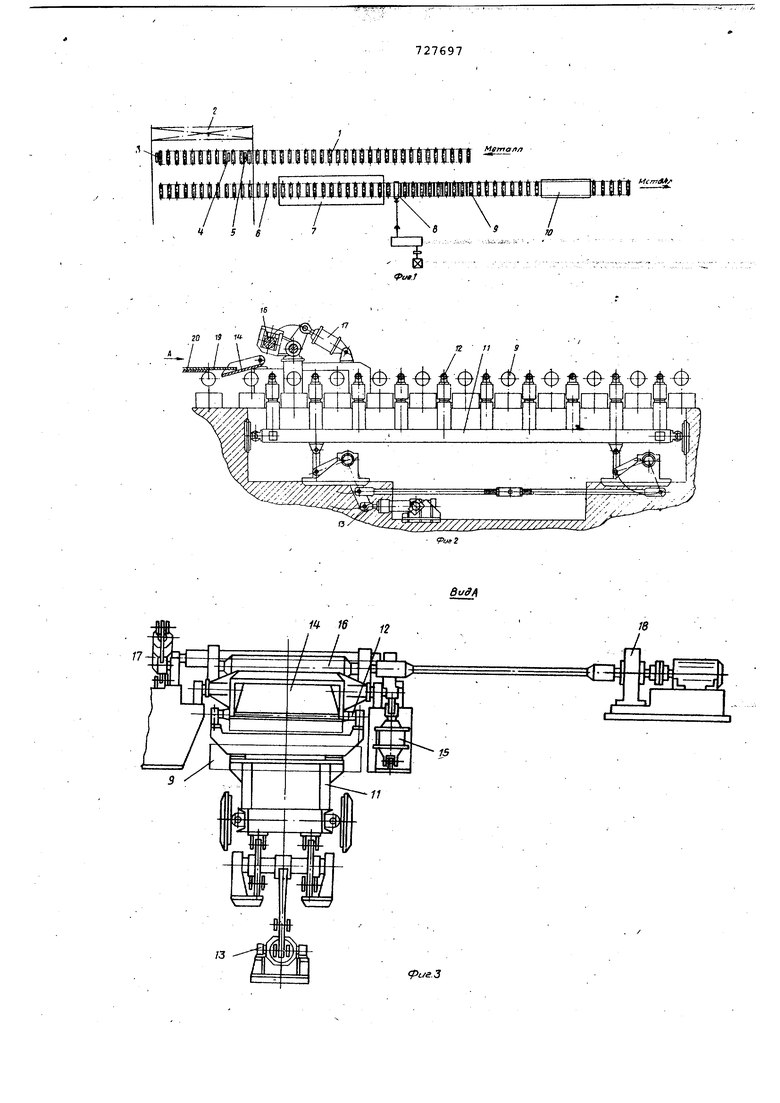
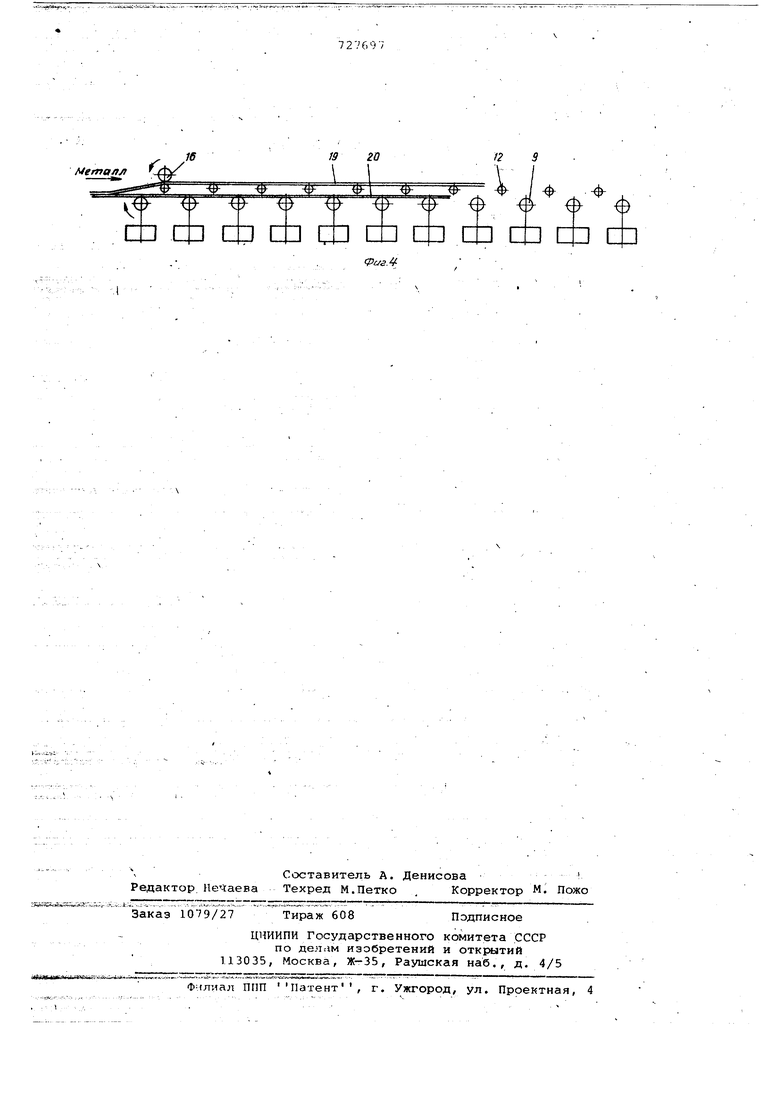
На фиг. 1 показана описываемая линия для термической обработки толстых Пистон; на фиг. 2 - устройство для разделения и поштучной укладки нагретых листов, продольный разрез; на фиг. 3 - то же, вид по стрелке А на фиг. 2; на фиг. 4 - момент разделения и укладки верхнего листа -на роликиподъемно-onycKHofr .
Предлагаемая линия состоит из передаточного рольганга I, тележки c магнитами 2, стационарного 3, опускакицихся упоров 4 и 5, рольганга б перед печью, нагревательной печи 7 с роликовым подом, устройства для разделения и поштучной укладки нагретых листов 8, транспортного рольганга 9, правильной машины 10.
Устройство для разделения и поштучной укладки нагретых листов содержит подъемно-опускную раму И с роликами на стойках 12, привод перемещения рамы 13, проводку 14 с приводом 15, тянущий ролик 16 с приводом подъема 17 и вращения 18.
Предлагаемая линия для термической обработки толстых листов работает следуйщим образом. Листы по одному постугГают по передаточному рольгангу 1 (фиг. 1) в зону действия тележки с магнитами 2. При помощи стационарного упора 3 и опускающихся упоров 4 и 5 ЛИСТЫ тележкой с магнитами 2 укладываются на рольганг перед печью 6 попарно аким образом, что верхний лист 19 (фиг. 2) оказывается смещенным относительно нижнего листа 20 в продольном направлении. После соответствующего нагрева и выдержки.в печи 7 (фиг. 1) попарно уложенные листы выходят из печи в зону действия устройства для разделения и поштучной укладки нагретых листов, которое находится в исходном положении, так как подъемноопускная рама 11 с роликами 12 находится в крайнем нижнем положении, ниже уровня роликов рольганга 9, проводка 14 опущена, а тянущий ролик 16 поднят в крайнее верхнее положение, и работает следующим образом. Как только смещенный конец верхнего листа 19 окажется над проводкой 14, привод 15 (фиг. 3) поднимает проводку 14 вместе с верхним листом 19 вверх, одновременно привод 13 поднимает подъемно-опускную раму 11 с рЪликами 12 в крайнее верхнее положение. Отделенный верхний лист 19 направляется на ролики 12 подъемно-опускной рамы 11. В момент прохояуденйя конца верхнего листа 19 под тянущим роликом 16 последний приводом 17 опускается и прижимает верхний лист 19 к первому ролику подъемногопускной рамы. Тянущий ролик 16 при помощи привода 18 вращаЪтся синхронно с роликами транспортного рольганга 9, поэтому верхний лист 19 одновременно с перемещением нижнего листа 20 по транспортному рольгангу 9 будет укладываться на рр-. лики 12 подъемно-опускной рамы 11 (фиг. 4) .
. Формула-изобретения
Линия для термической обработки листов, содержащая последовательно установленные по ходу технологического процесса устройства .для укладки листов друг на друга с продольным смеQ щением, нагреватель, устройства раз- деления и поштучной укладки нагретых листов на транспортный рольганг, правки и пакетирования, связанные между собой рольгангами, отличающаяся тем, что, с целью повышения производительнрсти линии, устройство для разделения и поштучной укладки нагретых листов выполнено в виде имеющей возможность вертикального перемещения рамы с роликами на стойках, размещенных между роликаь и транспортного рольганга, снабженного проводкой с тянущим роликом, установленным с возможностью взаимодействи я с перBtiiM от нагревателя роликом рамы.
Источники информации, принятые во внимание при экспертизе
w го
/ етадл
CD ED
